RX-7使用手册.pdf - 第534页
第 4 章 操作 篇 4- 17. 机器设置 456 面积检查阈值 (%) 设定新建制作焊 锡标记时面积 检查阈值的初始值。 设定面积检查 ( 状态检查 ) 中使用的面 积比的阈值。 ( 数值范围为 0 ~ 100) 。 ( 初始值 : 5 0) 。 照明模式 设定新建制作焊 锡标记时照明 模式的初始值。 选择焊锡标记识 别时拍摄图像 时的各角度照明级别 。 关于 OCC 相机的同 轴照明、斜向照明,对 于各种蓝色照明及红 色照…
第 4 章 操作篇
4-17. 机器设置
455
4
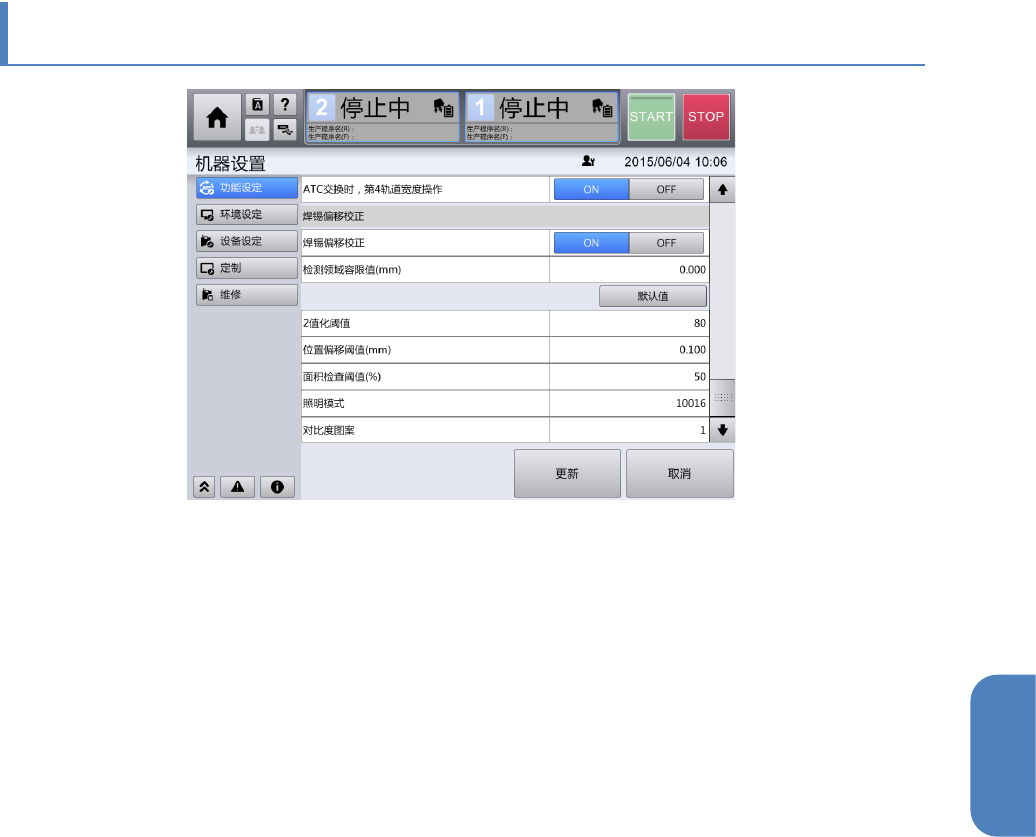
4-17-18. 焊锡偏移校正(焊锡印刷识别贴片位置校正)(仅当选项被设定时才会显示[Ver1.60
以后版本])(功能设定)
焊锡偏移校正(焊锡印刷识别贴片位置校正)
设定为 ON 后,使用焊锡印刷识别贴片位置校正功能。(初始值: OFF) 。
检测领域容限值
(mm)
作
焊锡识别过程中,要对根据位置偏移检查阈值计算出的范围扩大检查范围时,需设定检测领域容限值。
焊锡识别将按照位置偏移检测阈值及检测领域容限值的组合范围执行。
(数值范围为 0~0.200)。(初始值: 0.000) 。
[
默认值
]
按钮
按下此按钮后,「2 值化阈值」「位置偏移阈值(mm)」「面积检查阈值(%)」「照明模式」「对比度图案」
的值将恢复为工厂出货时的初始值。
2
值化阈值
设定新建制作焊锡标记时 2 值化阈值的初始值。
为了识别焊锡标记,要设定进行 2 值化处理时的阈值,使得拍摄的图像数据仅焊锡部分明亮可见。
(数值范围为 0~255)。(初始值: 80) 。
位置偏移阈值
(mm)
设定新建制作焊锡标记时的位置偏移检查阈值的初始值。
设定焊锡位置偏移检查时检测位置偏移量的阈值。
指定为 0.000 时,不实施位置偏移检查。(数值范围为 0~0.500)。(初始值: 0.100) 。
第 4 章 操作篇
4-17. 机器设置
456
面积检查阈值
(%)
设定新建制作焊锡标记时面积检查阈值的初始值。
设定面积检查(状态检查)中使用的面积比的阈值。
(数值范围为 0~100)。(初始值: 50) 。
照明模式
设定新建制作焊锡标记时照明模式的初始值。
选择焊锡标记识别时拍摄图像时的各角度照明级别。
关于 OCC 相机的同轴照明、斜向照明,对于各种蓝色照明及红色照明的照明级别,要在 0~8 的范围内
调整。
有关焊锡识别的照明仅使用闪光照明。
不能将所有照明级别均设定为 0。
(数值范围为 10001~18888)。(初始值: 10016) 。
对比度图案
设定新建制作焊锡标记时对比度图案的初始值。
调整 OCC 相机感光度变化的参数。
如果通过照明调整没有改善时,要在 0~9 的范围内选择使焊锡印刷与基板的对比度变得良好的编号。
(数值范围为 0~9)。(初始值: 0) 。
第 4 章 操作篇
4-17. 机器设置
457
4
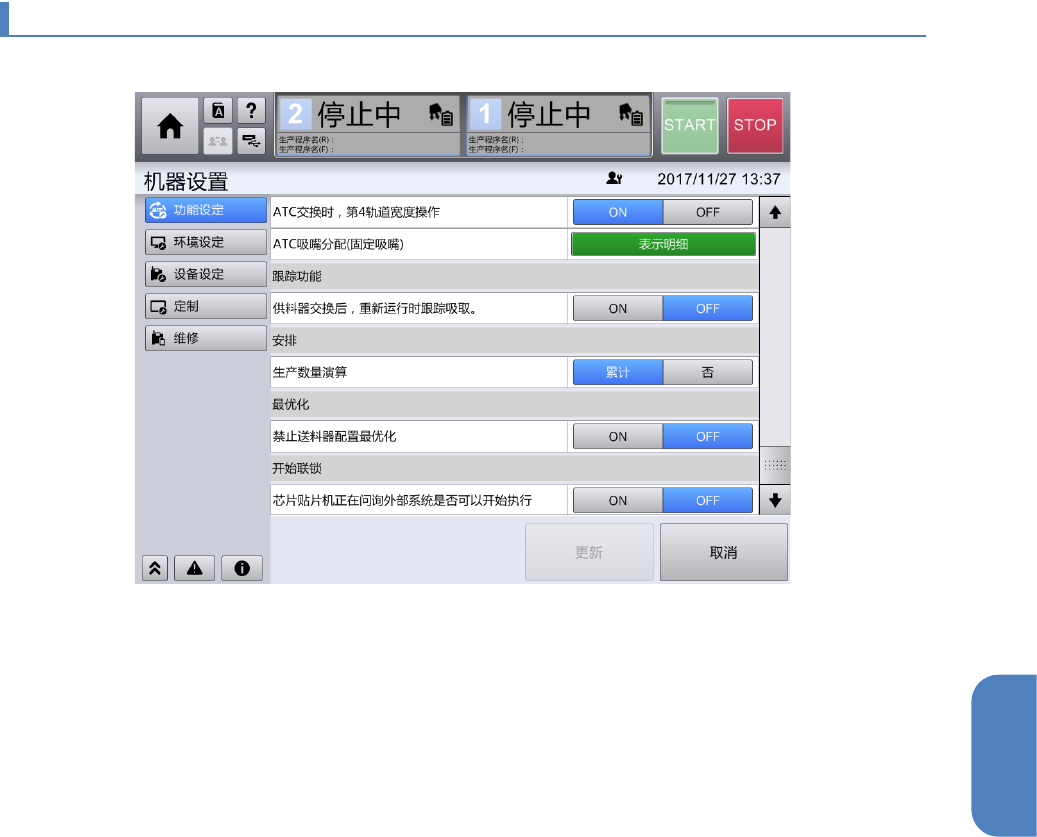
4-17-19. 开始联锁
向上级系统问询是否可以开始执行
为[ON]时,按下[START] 按钮则向上级系统问询生产动作是否可以开始。为[OFF]时,不问询就开始生产
动作。(初始值:[OFF])
要变更设定,[环境设定]的[主机通信功能]应设定为[ON],并且[连接设定]应设定为[JaNets]。