RX-7使用手册.pdf - 第79页
4 第 4 章 操作篇 4- 1. 系 统 的操作 2 4- 2. 操作画面构成 5 4- 3. 生 产 19 4- 4. 元件交 换 73 4- 5. 安排 78 4- 6. 生产补助 91 4- 7. 警报 137 4- 8. 记录 141 4- 9. 手动控制 161 4- 10. 文件管理 191 4- 11. 编辑生产程 序 206 4- 12. 编辑数据库 249 4- 13. 元件生成向 导 266 4- 14. 数据制作…
第
3
章
导入篇
3-3.
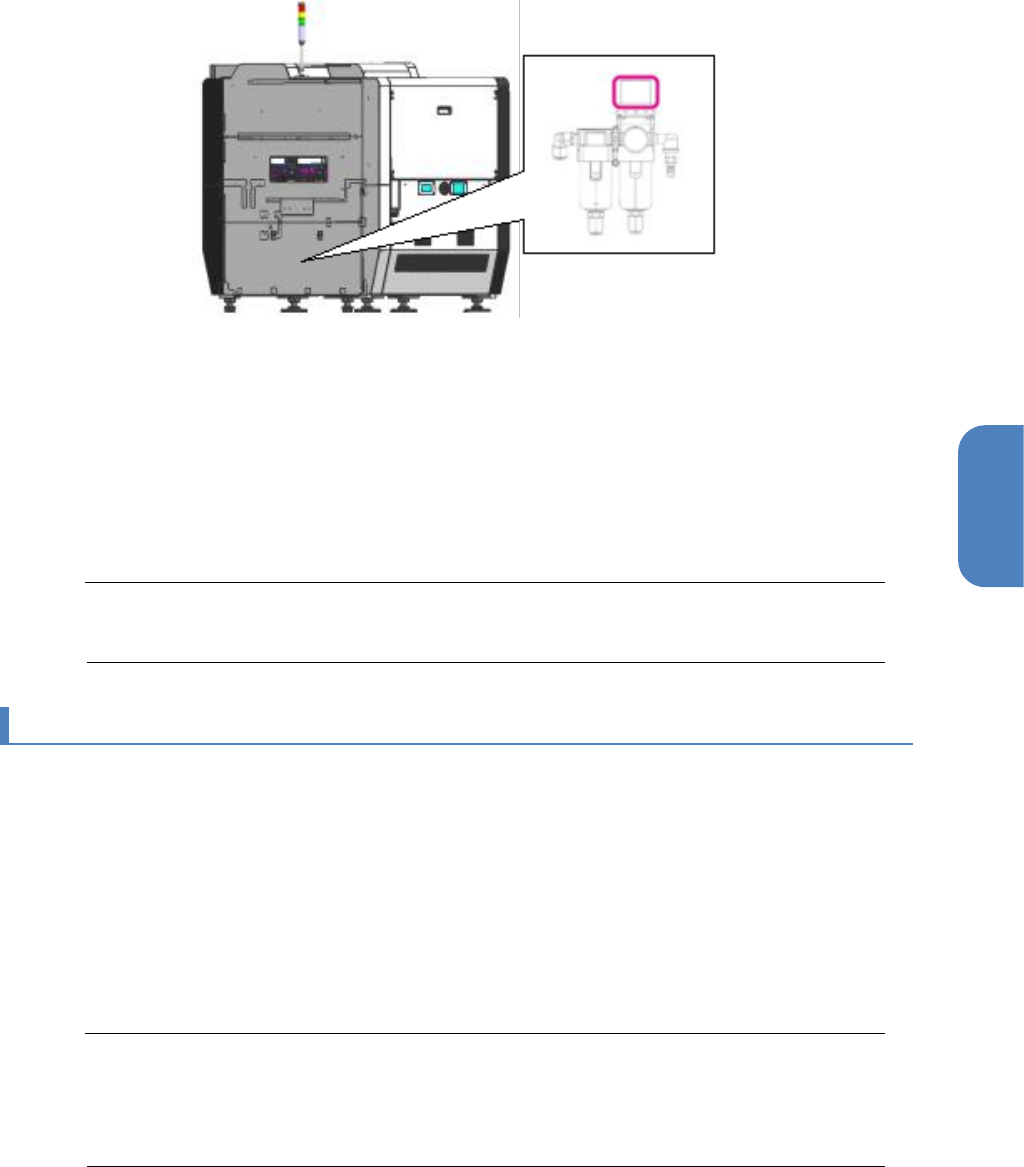
空气源的连接和真空泵的运转
17
3
1
向上抬起空气装置过滤减压阀上的手柄,在能看到橙色线的状态下,向逆时针方向旋
转直至完全拧到底,使之处于减压至
0MPa
的状态。
2
将空气装置的一次压缩空气引入用插头牢牢连接到工厂侧一次压缩空气导管的插座
上。
3
打开工厂侧一次压缩空气侧的阀门,向本机输送压缩空气。
4
顺时针方向慢慢旋转空气装置
/
过滤减压阀的调压手柄,直至本机正面上方的
SUPPLIED AIR(b)
压力显示变为
0.49MPa
。
5
压力显示变为
0.49MPa (5 kgf/cm
2
)
后,锁住调压手柄。
注意
•
请用户自行准备连接到主机的
φ12mm
空气导管和空气源的供给切断装置。
3-3-2.
真空泵的压力确认
本机内置有真空泵,用于吸取元件。使该真空泵运行。
1
接通本机背面的主断路器。
2
按下本机正面的
POWER ON
开关。
3
显示
[
贴片头控制
]
画面。
关于操作方法的详情,请参阅「
4-9-2. [
贴片头控制
]
」。
显示
[
贴片头控制
]
操作画面后,真空泵将自动打开。
真空泵旋转,确认本机正面上方的
VACUUM PRESSURE
真空压力计显示为
-86.0kPa
以下。
Tips
•
关闭
[
贴片头控制
]
画面后,真空泵将自动关闭。
•
有关
[
贴片头控制
]
画面的详情,请参阅「
4-9-2.
贴片头控制」的「贴片头气体的切换操
作」。
4
第4章 操作篇
4-1. 系统的操作 2
4-2. 操作画面构成 5
4-3. 生产 19
4-4. 元件交换 73
4-5. 安排 78
4-6. 生产补助 91
4-7. 警报 137
4-8. 记录 141
4-9. 手动控制 161
4-10. 文件管理 191
4-11. 编辑生产程序 206
4-12. 编辑数据库 249
4-13. 元件生成向导 266
4-14. 数据制作步骤 297
4-15. 示教 337
4-16. 校准 384
4-17. 机器设置 410
4-18. 识别镀锡印刷补偿贴片位置功能(选购项) 473
4-19. IFS-NX 的使用(选项) 507
4-20. 统一更换台车(RF) 544
4-21. RF_ETFR附件 545
4-22. 外部I/F系统的使用(选项) 547

第 4 章 操作篇
4-1. 系统的操作
2
4-1. 系统的操作
4-1-1. 接通电源前的注意事项
关于电源的注意事项
• 关于电源电缆
本机电源使用三相 AC200 V ±10% (50 Hz/60 Hz)。额定视在功率约 3.3kVA。电源电缆请务必使用
线芯截面积为 3.5 mm
2
× 4 芯 (AWG 12) 以上的电缆。
• 关于防干扰对策
本机控制系统采用微机控制方式。必须采取万全措施防止干扰混入电源或发生电源脉动等。安装本
机前,请充分调查工厂内的电源环境。
• 干扰混入或发生电源脉动时的应对方法
- 改变供电线路。
- 使用 AVR(恒压电源)。
- 在电源线与本体之间插入干扰滤波器。
关于气压的注意事项
本机的供给气压为 0.5MPa 以上。
工厂一次气压请使用通过压缩空气净化装置供给的 0.49MPa ~ 0.70MPa 的干燥气体。如果气压降到
0.4MPa 以下,即使接通电源,触屏画面上也会显示错误消息,机器处于停止状态。
有关气压确认方法的详情,请参阅「4-1-2.接通电源时的步骤」。
关于真空压力的注意事项
本机使用了真空用机器,请务必通过压缩空气净化装置供给压缩空气。
机械阀门全部切换到吹气侧(机械阀门的轴全部降下,真空电磁阀关闭状态)时,确认真空压力计显示为
-86.0kPa 以下。
如果真空压力太低,会使吸取保持力降低,可能导致生产中发生元件掉落。