RX-7使用手册.pdf - 第598页
第 4 章 操作 篇 4- 18. 识别 镀锡印刷补偿贴片 位置功能(选购项) 520 4- 18 - 7. 焊锡识别 的条件设置 [ 焊锡识别 的条件设置 ] 对话框,可通过轻触 操作对 [ 照明条件 ] 、 [2 值化阈 值 ] 、 [ 焊锡外形 ] 、 [ 检查条件 ] 的 各参数 进行 设定。可使用 [ 自动调整 ] 按钮、 [ 手动 调整 ] 按钮调出各种调整 画面,以及使用 [ 识别执行 ] 按钮 按照 指定参数 进行 识别…
第 4 章 操作篇
4-18. 识别镀锡印刷补偿贴片位置功能(选购项)
519
4
(12)
示教完成
完成示教后,在相应必要的 [编辑生产程序] - [最优化] 画面中实施生产程序的优化。之后再次触摸 [储存
文件] 按钮进行保存。然后,触摸画面左上部的 [Home] 按钮返回 [顶部菜单] 画面。
这时,如果生产程序尚未被保存,将显示以下的警告提示信息。
由于触摸[否] 按钮即会返回 [编辑生产程序] 画面显示,因此请使用 [储存文件] 按钮保存编辑中数据。
触摸[是] 按钮则显示 [顶部菜单] 画面。
注意
在生产程序尚未保存的状态下,通过
[
顶部菜单
] – [
安排
] – [
支援准备
]
画面进行生产程序的切
换时,编辑过程中的中间数据将被自动删除。
这时,如果装置内还有基板残留,有时会显示以下的警告提示信息。(但如果正在对已安排完的生产程序
进行编辑时,则不会显示,可直接返回生产工程。)
触摸[是] 按钮,显示 [基板操作] 对话框,可进行基板的取出。
触摸[否] 按钮,则强制显示 [顶部菜单] 画面。如果要将基板取出,需再次返回 [编辑生产程序] 画面,使用
[选择站点] 按钮显示 [选择站点] 对话框,使用[基板操作] 按钮显示基板操作对话框拆卸基板。 也可在[顶
部菜单] - [手动控制] – [传送控制] 画面中,操作基板的夹紧或操作支撑台,手动进行基板拆卸。
第 4 章 操作篇
4-18. 识别镀锡印刷补偿贴片位置功能(选购项)
520
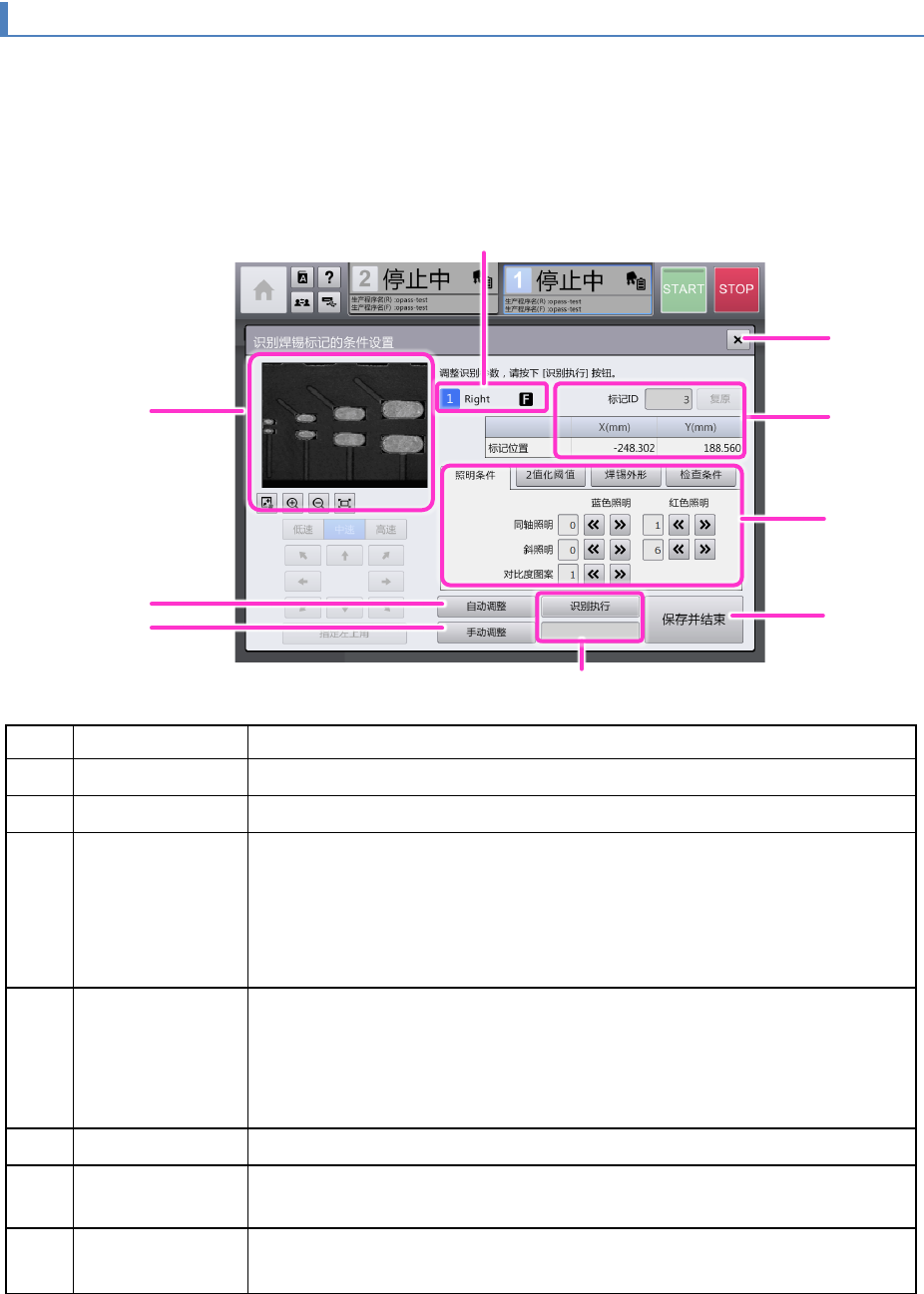
4-18-7. 焊锡识别的条件设置
[焊锡识别的条件设置] 对话框,可通过轻触操作对 [照明条件]、[2 值化阈值]、[焊锡外形]、[检查条件]的
各参数进行设定。可使用[自动调整] 按钮、[手动调整]按钮调出各种调整画面,以及使用[识别执行] 按钮
按照指定参数进行识别测试。
共通项目
记号
名称
说明
(a)
OCC 监视器
显示设定的照明条件下的摄像图像,以及识别执行时显示该结果图像。
(b)
站点信息 显示进行示教的基板所放置的站点信息(装置编号、通道编号)。
(c)
标记信息 显示要示教的焊锡标记的信息。
•
标记
ID
:焊锡标记的标记
ID
•
标记位置:焊锡标记的
XY
坐标位置
触摸[复原] 按钮,则将选择中的选项卡所显示的焊锡识别条件恢复为编辑
前的状态。
(d)
参数选择选项卡 选择要进行焊锡识别设定的参数的种类。
•
照明条件:设置识别时的照明条件
•
2
值化阈值:设置识别时的
2
值化阈值
•
焊锡外形:设置焊锡的外形尺寸
•
检查条件:设置其他的检查条件
(e)
自动调整
显示
[
焊锡识别自动调整
]
对话框,用于自动调整焊锡识别参数。
(f)
手动调整 显示[焊锡识别手动调整] 对话框,用于手动设定焊锡识别周围信息,在该
结果基础上自动调整参数。
(g)
识别执行 按照设定的焊锡识别条件进行焊锡识别。
在按钮的下侧,显示焊锡识别的结果
(OK/NG)
。
a
e
f
i
g
h
c
b
d
第 4 章 操作篇
4-18. 识别镀锡印刷补偿贴片位置功能(选购项)
521
4
记号
名称
说明
(h)
保存并结束 对编辑焊锡识别条件后的值进行确定。
如果对自动生产中的生产程序正在进行示教,则对生产程序进行自动更
新。
(i)
×按钮 取消焊锡识别条件的编辑。
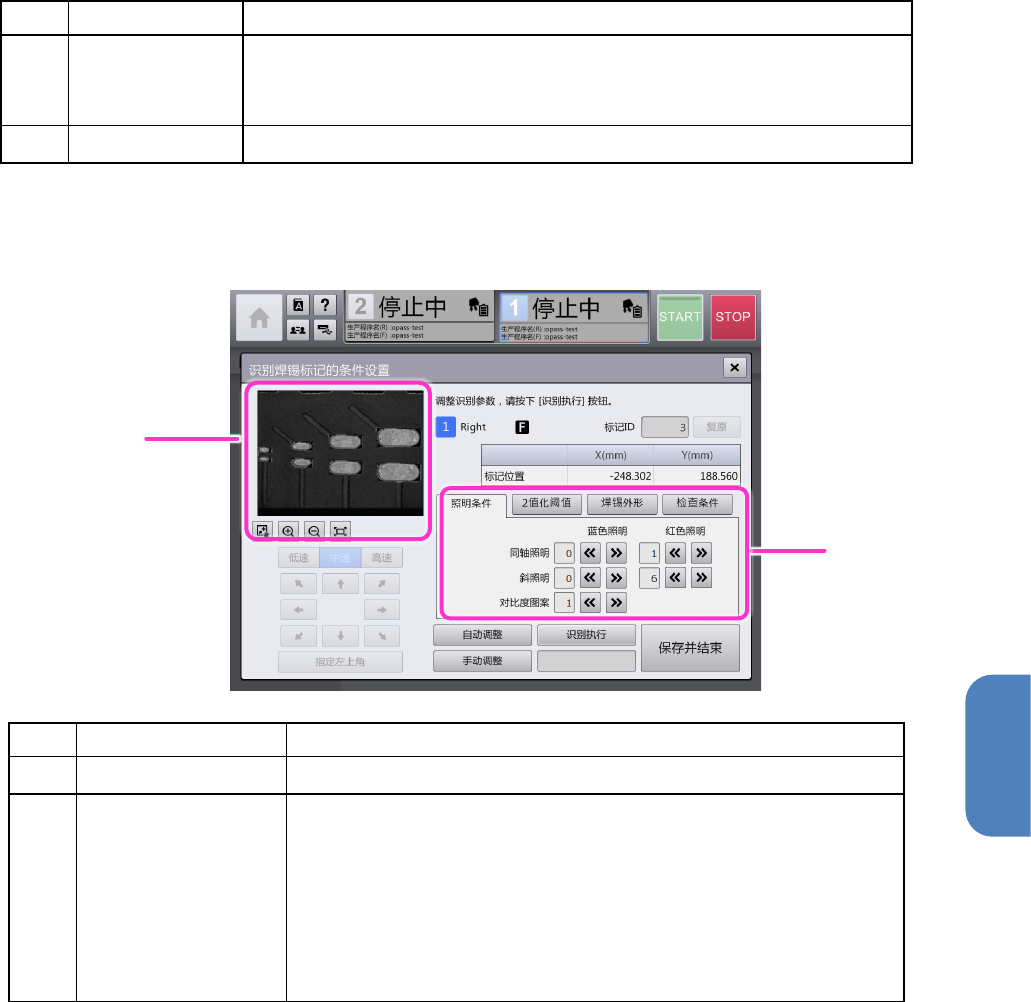
照明条件
记号
名称
说明
(a)
OCC 监视器
显示设定的照明条件下的摄像图像。
(b)
照明条件 对焊锡识别的以下的参数进行调整。
•
同轴照明:在
0
~
8
的范围内调整
OCC
同轴照明的亮度级别。
•
斜照明:在
0
~
8
的范围内调整
OCC
斜照明的亮度级别。
•
对比度图案:对使
OCC
摄像机的敏感度变化的参数进行调整。
如果照明的调整没有改善,在
0
~
9
的范围内选择焊锡印刷与基
板的对比度较好的编号。
不能将全部亮度级别设定为 0。
a
b