XP142 系统手册.pdf - 第113页
第 3 部 第 1 章 程式概要 Edition 1.0 3-1-1 XP-142E 系統手冊 1. 程式概要 在 XP 機器上可以進行生產程式的編輯 、 創建。 程式中使用的坐標系同數 學中的直角坐標系一樣。 逆時針 方向角為 + 、 - 方向不能指定。程式 原點在 FUJI 基 準化的貼裝用機器上是從 基板右下角向上 / 左 5mm 的 位置。 Y+ Q+ X- X+ X Y- +5 mm -5 mm Y XP2S2043T 因為編…

第 3 部
機器生產程式
這一部分對在機器上進行的生產程式的編輯、創
建進行說明。
1. 程式概要--------------------------------------- 3-1-1
2. 程式功能表------------------------------------ 3-2-1
3. 編輯器------------------------------------------ 3-3-1
4. 擴展器------------------------------------------ 3-4-1
5. 檔案操作--------------------------------------- 3-5-1
第 3 部 第 1 章 程式概要
Edition 1.0 3-1-1 XP-142E 系統手冊
1. 程式概要
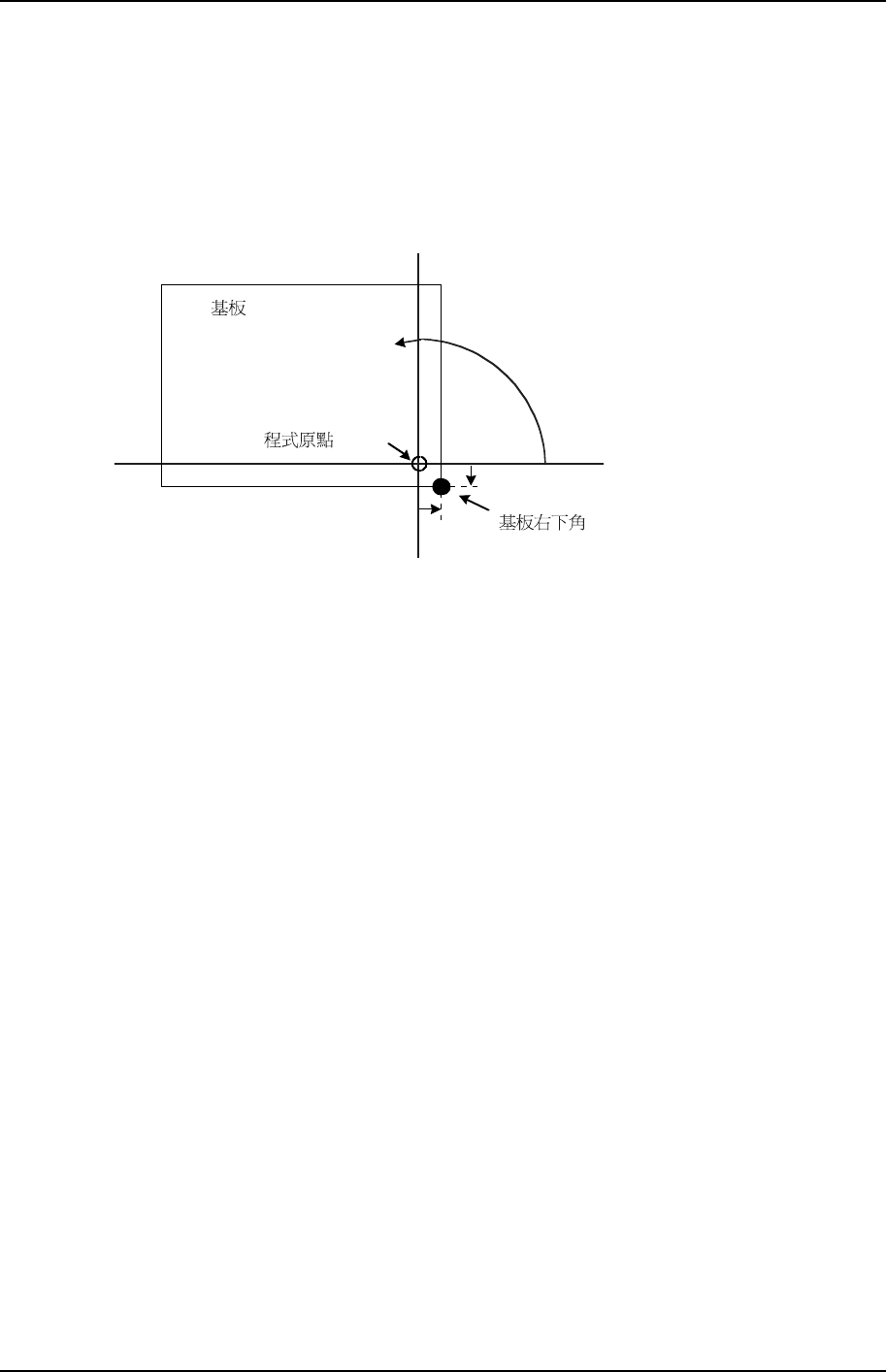
在 XP 機器上可以進行生產程式的編輯、創建。程式中使用的坐標系同數學中的直角坐標系一樣。逆時針
方向角為+、-方向不能指定。程式原點在 FUJI 基準化的貼裝用機器上是從基板右下角向上/左 5mm 的
位置。
Y+
Q+
X- X+
X
Y-
+5 mm
-5 mm
Y
XP2S2043T
因為編輯程式時是直接編輯存儲資料。即使檔案未存碟,完成編輯後的存儲資料也會自動更新。運用編
輯前的資料或要重新編輯資料時請讀入程式。但是,有關零件資料是以零件為單位進行處理的。
第 1 章 程式概要 第 3 部
XP-142E 系統手冊 3-1-2 Edition 1.0
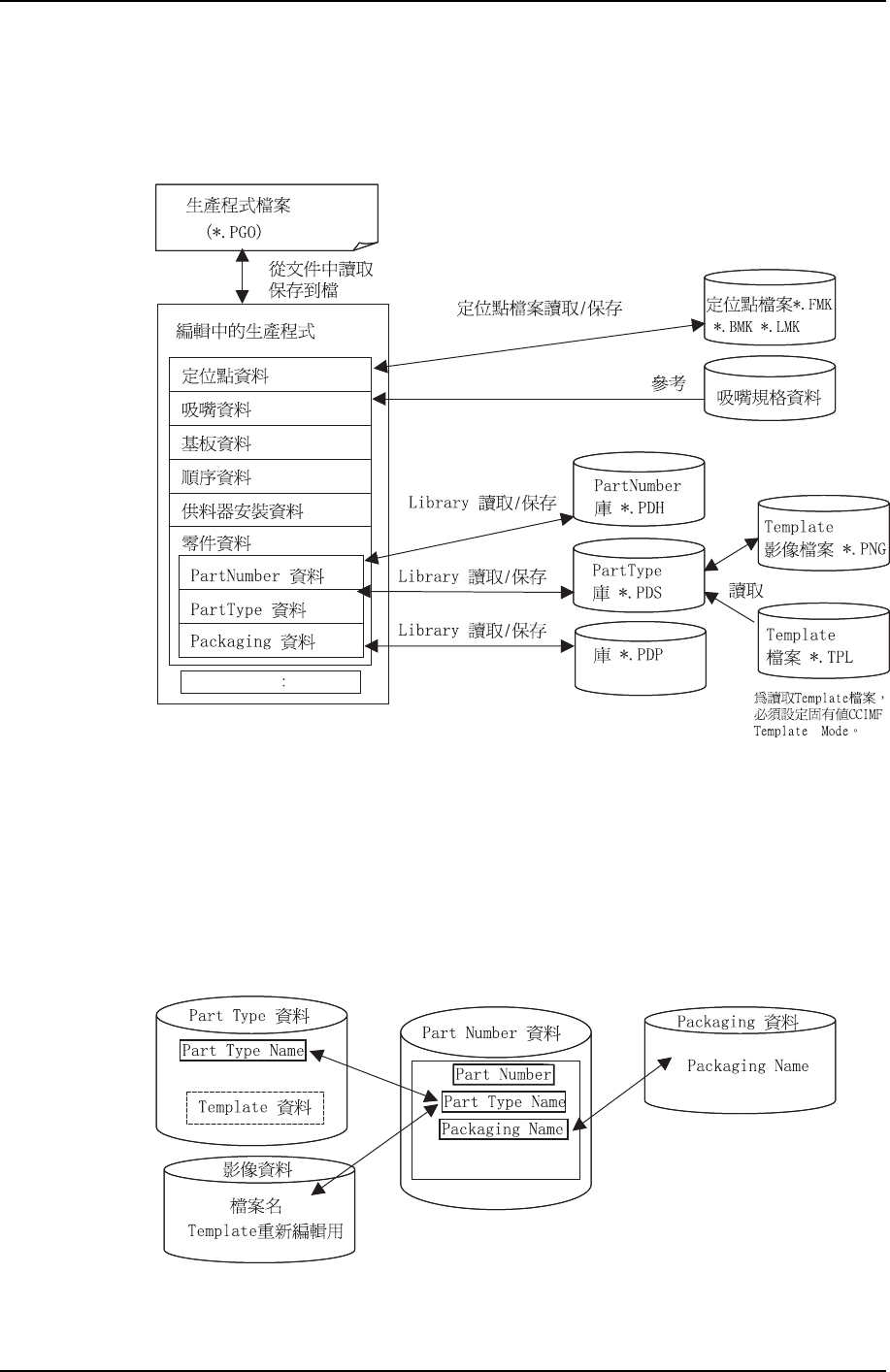
1.1 生產程式的資料結構
構成 XP 機器的生產程式的資料結構如下:
XP2S2225T
編輯完 PartNumber、PartType、Packaging 資料後即使保存在庫中,對於保存在機器上
的生產程式,其內容也不會自動反映。要修改庫中的資料設定時,必須在各資料的編輯畫面
讀入資料後保存到生產程式中。
零件資料的結構
XP 機器中使用的零件相關資料以如下結構進行管理。
XP2S2226T