XP142 系统手册.pdf - 第146页
第 3 章 編輯器 第 3 部 XP-142E 系統手冊 3-3-30 Edition 1.0 Lead Center T olerance 請輸入 引腳 彎曲 度的 公差 值。 (0.000mm~99.999mm) 輸入 [0] 後自動設定為 引腳長 度的 30% 。 但是,只可在 Vi s i o n Ty p e 為 100 時使用 。 P Pattern 是定 義引腳 的反 射 方式的資料。 (0~255) Vi s i o n…
第 3 部 第 3 章 編輯器
Edition 1.0 3-3-29 XP-142E 系統手冊
專案說明
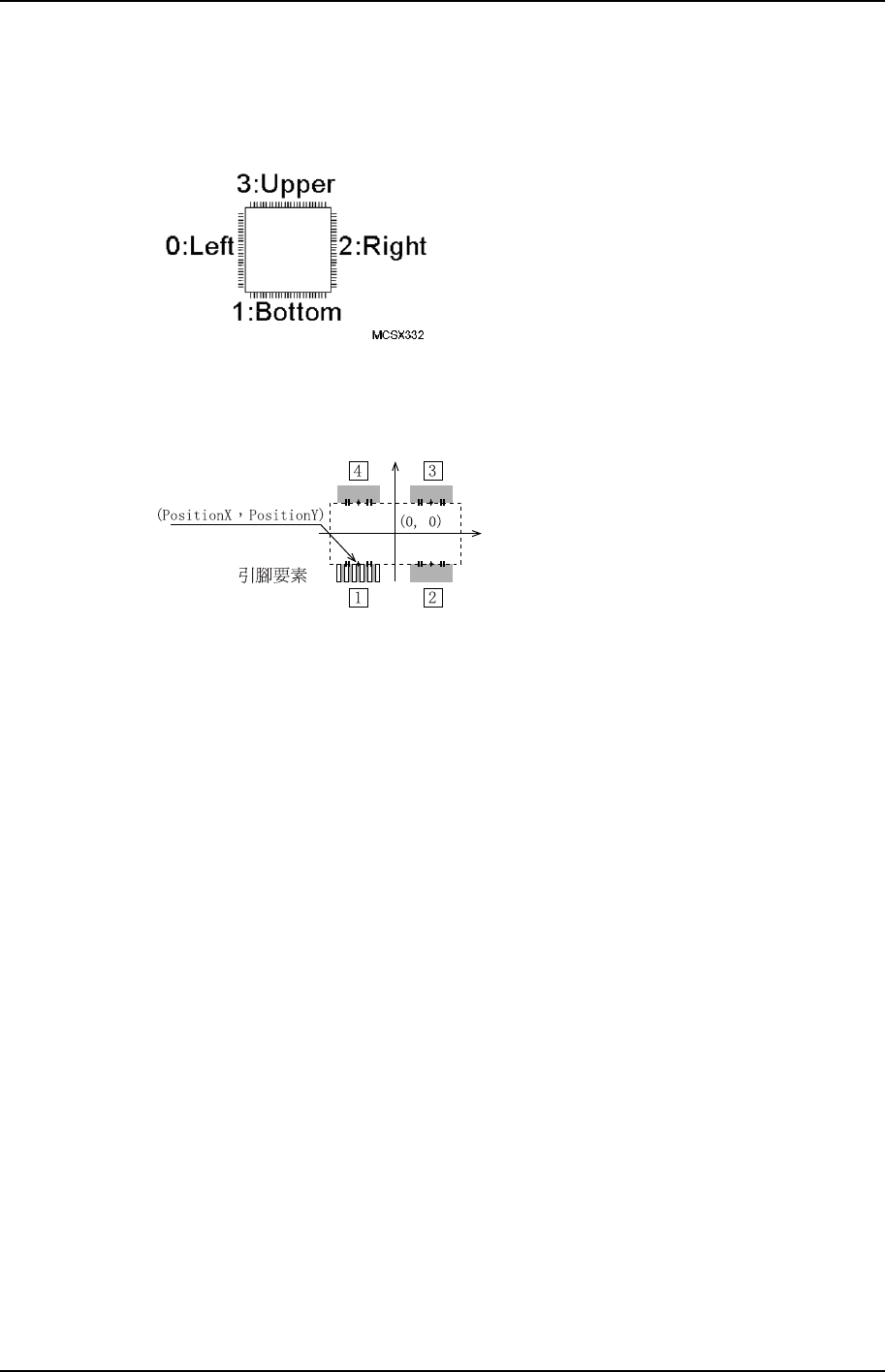
Side
請選擇要素加在零件主體的幾處邊上。
Position X、Position Y
請輸入從零件主體中心到各個要素的中心與零件主體相接的座標的 X 方向、Y 方向的數
值。(-99.99mm~99.99mm)
MCSX333T
Lead Quantity
請輸入在要素中存在的引腳的根數。
Lead Pitch
請輸入引腳的間距。(0.000mm~99.999mm)
Lead Width
請輸入引腳的寬度。(0.000mm~99.999mm)
Lead Length
請輸入引腳的長度。(0.000mm~99.999mm)
Lead Width Tolerance
請輸入引腳寬度的公差值。(0.000mm~99.999mm)
但是,只可在 Vision Type 為 230,231 時使用。
Lead Length Tolerance
請輸入引腳長度的公差值。(0.000mm~99.999mm)
輸入[0]後自動設定為引腳長度的 30%。
但是,只可在 Vision Type 為 100 時使用 。

第 3 章 編輯器 第 3 部
XP-142E 系統手冊 3-3-30 Edition 1.0
Lead Center Tolerance
請輸入引腳彎曲度的公差值。(0.000mm~99.999mm)
輸入[0]後自動設定為引腳長度的 30%。
但是,只可在 Vision Type 為 100 時使用 。
P Pattern
是定義引腳的反射方式的資料。(0~255)
Vision Type 是 100 (OF&CONNECTOR:前光處理) 時,請輸入 14,引腳較暗背景
較亮時請輸入 13。
Process
Maximum Nozzle Diameter
吸取物件零件時使用,輸入零件的最大直徑。
(0.0mm~99.9mm)
Minimum Nozzle Diameter
吸取物件零件時使用,輸入零件的最小直徑。
(0.0mm~99.9mm)
Nozzle Name
要使用特定的吸嘴時,從名稱目錄中選擇。 (最大 15 字元)
Pick-up Auto Offset
設置是否使用吸取點自動修正功能。
YES: 使用吸取點自動修正功能 :0
NO: 不使用吸取點自動修正功能 :1
第 3 部 第 3 章 編輯器
Edition 1.0 3-3-31 XP-142E 系統手冊
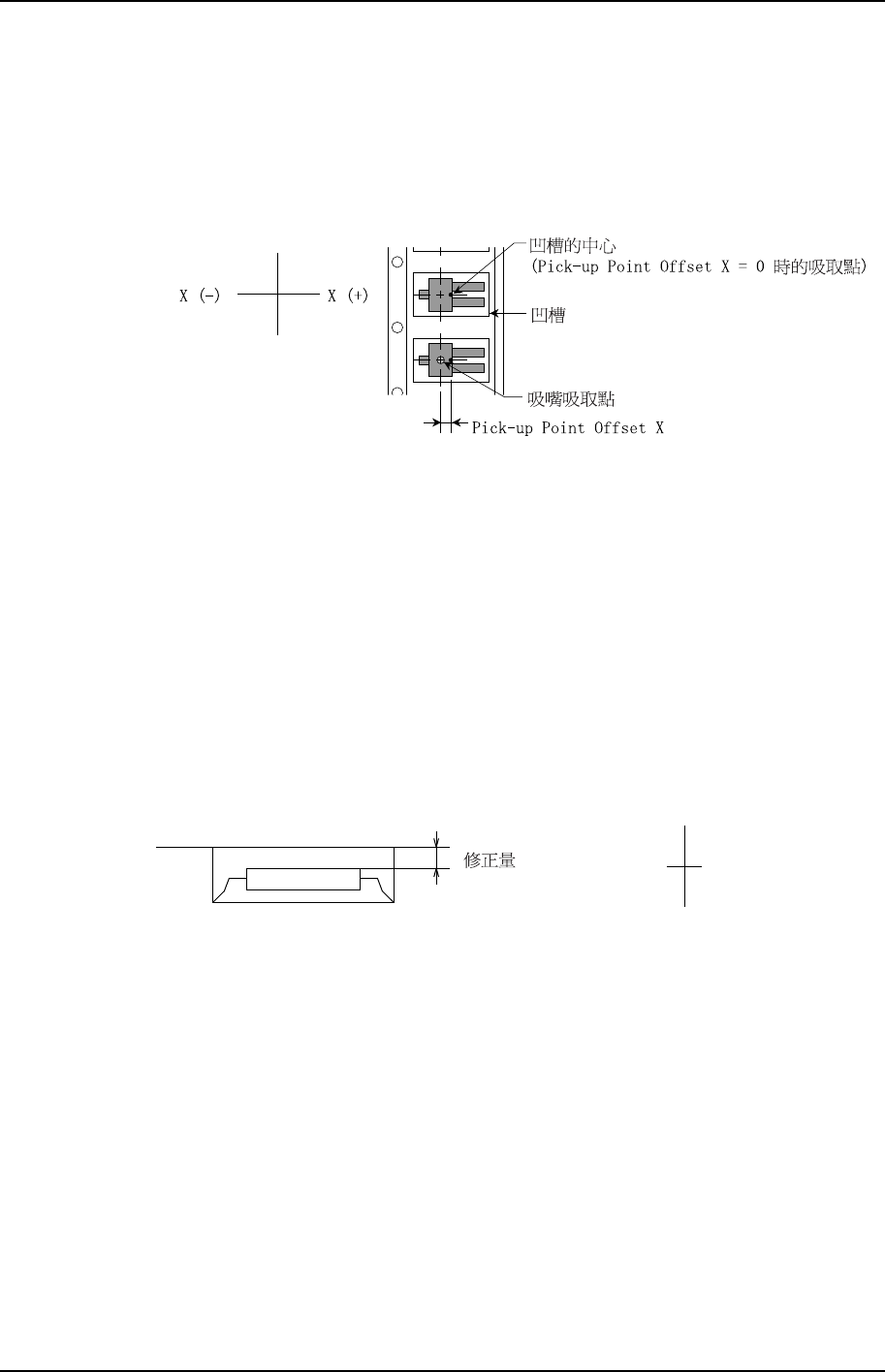
Pick-up Point Offset X
不想從指定料站的 X 方向的中心處吸取供料器供應的零件時用此設定。設定修正量時
的零件方向以 Direction 0 為基準。要設定向右偏移 5mm 時請輸入“5”。
(-12.7mm~12.7mm)
MCSX335T
Pick-up Point Offset Y
不想從指定料站的 Y 方向的中心處吸取供料器供應的零件時用此設定。設定修正量時
的零件方向以 Direction 0 為基準。要設定內偏移 5mm 時請輸入“5”。
(-12.7mm~12.7mm)
Pick-up Point Offset Z
不想從指定料站的通常高度吸取供料器供應的零件時用此設定。要向下修正 1mm 時請
輸入“-1”。(-12.7mm~12.7mm)
MCSX336T
Z (+)
Z (-)
Soft Pick Speed
為減輕進行吸取動作時對零件造成的衝擊,而設定 Z 軸下降和上升的速度。值越小速度
越慢。輸入 0 時,機器判斷為 10.0。吸 取時取這個輸入值和 Slow Place Speed 兩者中
較慢的資料為有效值。吸取零件期間、Part Transport Speed 也需考慮,取這些資料
中最慢的速度為有效值。(0.0~10.0)