XP142 系统手册.pdf - 第149页
第 3 部 第 3 章 編輯器 E d i t i o n 1 . 0 3 - 3 - 3 3 X P - 1 4 2 E 系統手冊 Soft Place Speed 設定貼裝時 Z 軸 下 降 和上 升 的 速 度。 減 輕 貼裝時對零件的 衝擊 。值 越小 速 度 越慢 。輸 入 0 時,機器 判斷 為 10.0 。貼裝時取 這 個值和 Slow Pl ace Spe ed 兩者 中 較慢 的資料為有 效 值。吸取零件 期 間 、 …

第 3 章 編輯器 第 3 部
XP-142E 系統手冊 3-3-32 Edition 1.0
Part Transport Speed
對於較重零件,根據從吸取到貼裝之間的傳送速度有可能使吸嘴產生偏移。為 防止因傳
送速度過快引起偏移。在此設定的速度適用於機器在持有零件期間的全部的伺服 軸的速
度。將輸入“0”時作為 100%,在吸取零件期間,此值和 Soft Pick Speed、Slow Place
Speed、Soft Place Speed 中的 最慢的速度為有效(0%~100%)。
Placing Offset X
以 Direction 為 0 並且貼裝角度為 0°作為基準設定 X 方向的貼裝修正量。
(-100.00mm~100.00mm)
Placing Offset Y
以 Direction 為 0 並且貼裝角度為 0°作為基準設定 Y 方向的貼裝修正量。
(-100.00mm~100.00mm)
Placing Offset Z
設定貼裝時將零件壓在基板上時的衝程量。以 0 輸入時僅壓下 0.3mm。
(-20.00mm~20.00mm)
Placing Mode
指定移向零件貼裝座標時各伺服軸的到達精度。當選擇重視貼裝速度時選 2,重視貼裝
精度時選 1。
Standard:0 Vision Type 不到 100 時,以低精度範本進行貼裝。
Vision Type 在 100 以上時,以高精度範本進行貼裝。
Fine-Slow:1 以高精度範本進行貼裝。
Fine-Fast:2 以低精度範本進行貼裝。
Slow Place Speed
設定從吸取到貼裝過程中 Z 軸上升和下降的速度。減輕吸取或貼裝時對零件的衝擊。值
越小速度越慢。輸入 0 時,機器判斷為 100。吸取時取這個值和 Soft Pick Speed 兩者
中較慢的資料為有效值。吸取零件期間、Part Transport Speed 也需考慮,取這些資
料中最慢的速度為有效值。貼裝時這個值 和 Soft Place Speed 中較慢的速度進入有效
狀態。吸取零件期間、Part Transport Speed 也需考慮,取這些資料中最慢的速度為
有效值。(0%~100%)

第 3 部 第 3 章 編輯器
Edition 1.0 3-3-33 XP-142E 系統手冊
Soft Place Speed
設定貼裝時 Z 軸下降和上升的速度。減輕貼裝時對零件的衝擊。值 越小速度越慢。輸 入
0 時,機器判斷為 10.0。貼裝時取這個值和 Slow Place Speed 兩者中較慢的資料為有
效值。吸取零件期間、Part Transport Speed 也需考慮,取這些資料中最慢的速度為
有效值。(0.0~10.0)
Alt. Feed Trigger
生產程式中的供料器安裝中設定了次料粘時,設定在什麼條件下移動至次料站。
供料器零件的時候
這個設定可通過固有值檔案的項目“__ DchangeTrigger”來選擇。 選擇 3 時,零件資
料在 Alt. Feeder Trigger 中的設定值進入有效狀態。這時從以下選項中選擇適當的條
件。
0:Error:料盡、吸取錯誤、影像處理錯誤
1:No Part:料盡、吸取錯誤
2:Miss:料盡、吸取錯誤
注意) 如果所有補件次數都為吸取錯誤時,機器判斷為料盡,此時 1:No Part、2:Miss 為
相同動作。
Recovery Times
機器側的補件範本設定為自動補件時,以在此設定的補件次數進行補件。(0~255)
注意) 在機器上設定的補件次數僅在零件資料中沒有設定補件次數時有效。
Part Dump Position
對因影像處理錯誤而排出零件的地方的設定。
Box: 將不良零件廢棄到搬運軌道旁邊的不良零件排出箱。
Tray:將不良零件廢棄到搬運軌道旁邊的不良零件排放 盤。
第 3 章 編輯器 第 3 部
XP-142E 系統手冊 3-3-34 Edition 1.0
Vision
Vision Type
將零件形狀作為 Vision Type 從以下進行選擇。顯示出資料的設定條件,但不意味著影
像處理能 力,保證範圍。
注意) Vision Type不是 18 時、即使物件零件的影像由自動生成的範本進行處理、也不可能完
全不發生錯誤,發生錯誤時,選擇 Vision Type18,然後請參考 MSA 影像處理說明書或本
手冊第 4 部“影像處理”,創建範本檔案,確認影像處理是否正常後,再進行零件的貼裝。
10 :角晶片 (物件尺寸∶0603~4532)
18 : XP 的其他設定 (XP-242E 機器除 10、20、100、124、130、180、230
以外均為此值)
20 : Mini Mode 系列 (1 個要素不屬於此範疇)
100 : QFP&CONNECTOR (指引腳間距最小為 5mm,至少包 含 1 個由 5 根
以上引腳構成的要素的零件。最大引腳數/要素數:128,最大要素數:
128)
124 : J 引腳零件
130 : 黑色主體 BGA (用 MSA 方式來描述要素)
180 : 鋁電解電容
Camera Position
選擇用於零件的影像攝入的相機。
Auto 使用零件供應平臺附近的相機。在平臺 1 吸取時使 用 Side1 的相機、在平
臺 2 吸取時使 用 Side2 的相機。
Front 使用 Side1 的相機。
Rear 使用 Side2 的相機。
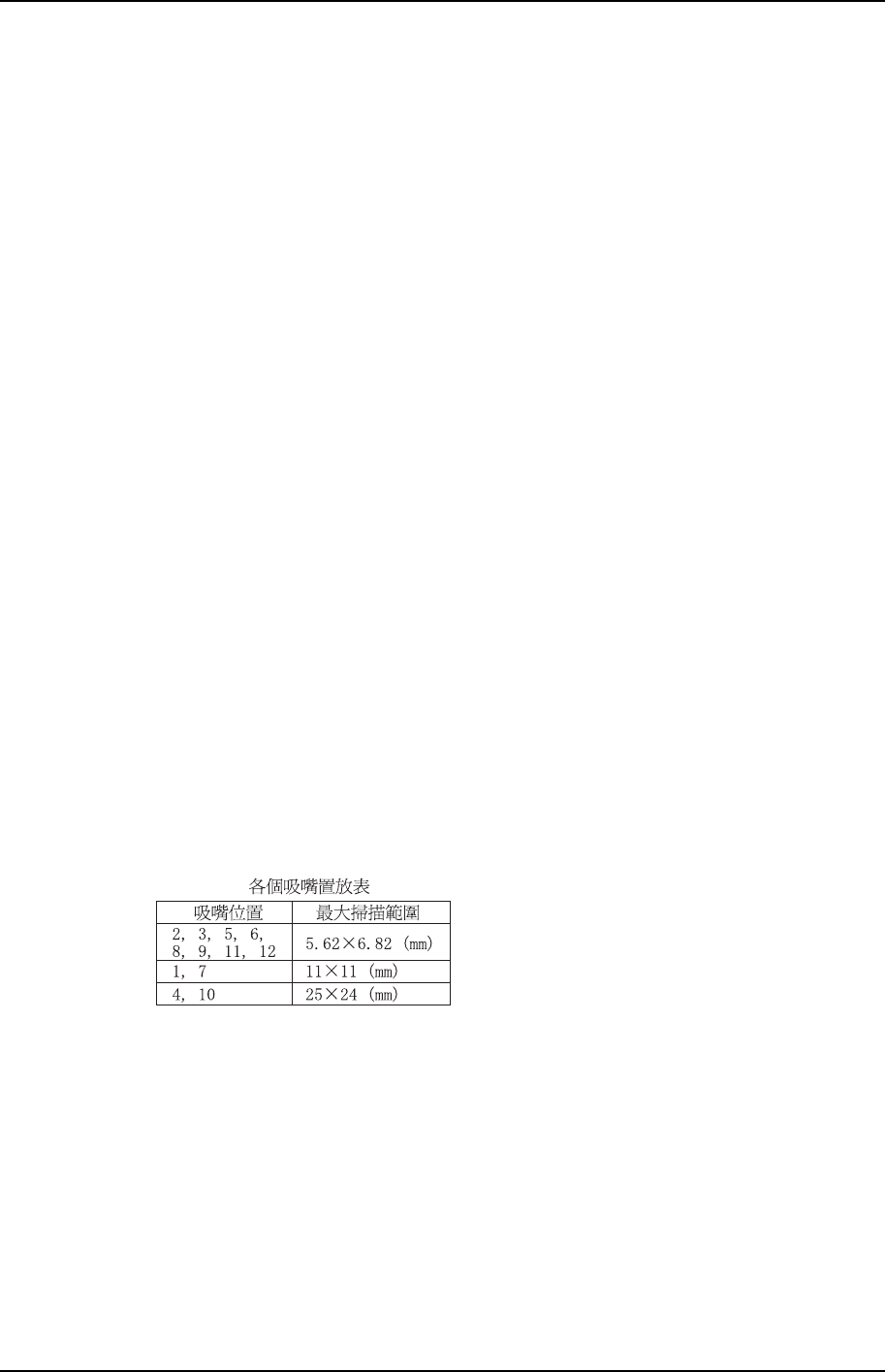
Scan Area X
設定影像處理範圍。設 定 為 0 的時候,由零件尺寸自動計算而決定零件影像的取入尺寸。
請與 Scan Area Y 同時設定一個能夠完全覆蓋這個零件的值。(0.00mm~24.00mm)
XP1S2158T