XP142 系统手册.pdf - 第65页
第 1 章 基本操作 第 2 部 XP-142E 系統手冊 2-1-28 Edition1.0 1.12 貼裝頭 待 機 按照下面所 敍述 的操作步驟,可將貼裝 頭 移 動到 退 讓 位置。 操作步驟 1. 打開 [ 主畫面 ] ,依次選擇 [ 機器操作 ] 和 [ 貼裝頭 待 機 ] 。 2. 選擇 [ 啟動 ] 按鈕,把貼裝頭 移 動到 退 讓 位置。 XP2S2150T

第 2 部 第 1 章 基本操作
Edition1.0 2-1-27 XP-142E 系統手冊
資料復位條件
自動復位:在切換生產程式以及編輯後的自動運轉準備處理時進行處理。此時將
有變更的吸嘴.料站初始化。(在狀態 改變、打開自動運轉畫面時,將改變的部分
初始化。)
手動復位:可通過按下[統計資訊]畫面上 的[清除 Data]鍵實現。
警告處理
執行以下處理
1. 點亮信號塔燈。
2. 與[機器資訊]畫面相對應的吸嘴.料站變 為黃色。
3. 與[統計資訊]畫面相對應的資料變為紅色。
※但是, 滿足以下條件時不進行計算處理。
· 空轉範本
· 傳送範本
· 錯誤傳送範本
週期停止處理
執行警告處理中的 1.〜3.以及以下處理。(不檢查的條件也相同。)在狀態欄中顯示出[請
解除由統計處理引起的週期停止的要素。],並進行週期停止。
信號塔處理
· 警告狀態發生時,點亮設定了[統計警告]的信號塔燈。
· 該狀態一 直持續到警告狀態解除為止。
·即使解除由統計資訊處理引起的警告狀態,但是如果還存在其他的[統計警告]要素,
信號塔燈就不會熄滅。
第 1 章 基本操作 第 2 部
XP-142E 系統手冊 2-1-28 Edition1.0
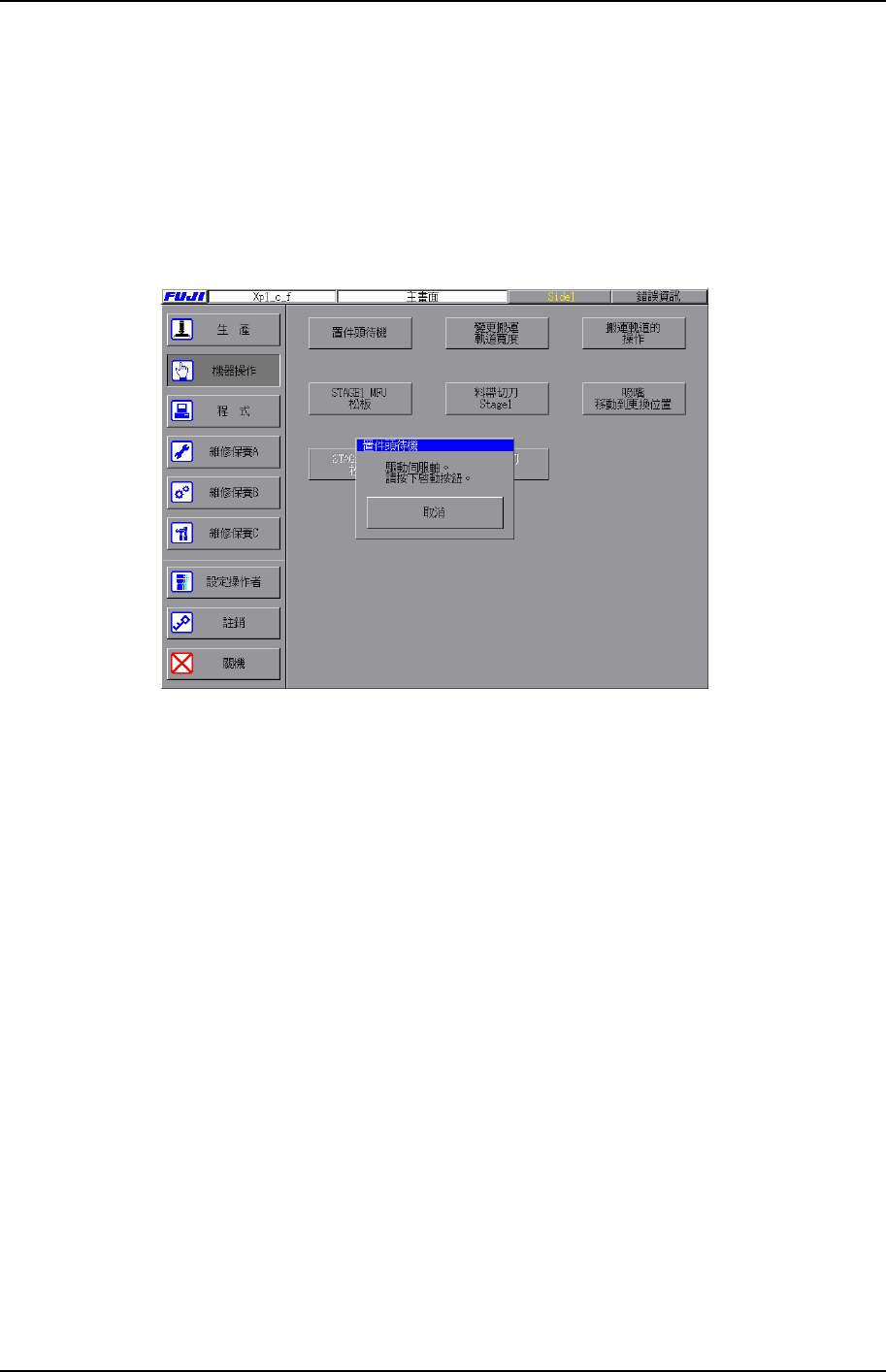
1.12 貼裝頭待機
按照下面所敍述的操作步驟,可將貼裝頭移動到退讓位置。
操作步驟
1. 打開[主畫面],依次選擇[機器操作]和[貼裝頭待機]。
2. 選擇[啟動]按鈕,把貼裝頭移動到退讓位置。
XP2S2150T

第 2 部 第 1 章 基本操作
Edition1.0 2-1-29 XP-142E 系統手冊
1.13 搬運軌道寬度的調整
XP 機型根據所使用的程式。具有由馬達驅動對搬運軌道寬度進行調節的功能。
操作步驟
1. 在[主畫面]上,依次選擇[機器操作]、[變更搬運軌道寬度],顯示 [變更搬運軌道寬
度]的畫面。
2. 如果已讀取一個生產程式,則在[指定值]項上顯 示出當前搬運軌道寬度。如要更改,
則可選擇[指定值],即出現的一個類比鍵盤,然後在類比鍵盤上輸入設定值。要返
回生產程式值時,請選擇[輸入程式值]。
3. 選擇[開始調整],將會顯示出一個啟動確認框。按下[啟動]按鈕,就可將搬運軌道
寬度變更到指定的數值。
4. 選擇[OK]。
5. 選擇[返回]後返回[主畫面]。
XP2S2150T
注意) 在改變搬運軌道寬度前,搬運軌道寬度有變化時,請確認真空支撐銷處於不干擾搬運軌道
的位置。變更搬運軌道寬度的操作結束後,請確認真空支撐銷不處於從屬軌道的下方。在
變更搬運軌道寬度時,請確認在 in 平臺、main 平臺的基板到達確認感測器以外的位置上
沒有基板。