XP142 系统手册.pdf - 第143页
第 3 部 第 3 章 編輯器 E d i t i o n 1 . 0 3 - 3 - 2 7 X P - 1 4 2 E 系統手冊 Part Height 請輸入零件 高 度 ( 厚 度 : 吸嘴的吸取面到零件 底 部為 止 ) 。 此高 度 包括引腳 的 長 度。 (0.01mm~6.0mm) 請 參考 下 圖 。有關“ Pickup Point Offset Z ”以及“ Placing Offset Z ”在以後 敍述 。 &l…

第 3 章 編輯器 第 3 部
XP-142E 系統手冊 3-3-26 Edition 1.0
專案檢查是搜索並顯示指定的資料名稱。選擇 黑色下拉鍵顯示分類目錄,也可以直接從
鍵盤輸入資料
名稱來搜索。選擇[下一步搜索]鍵以從上至下的方向進行搜索。
專案說明
Part Type Name
以最大 30 字元的文字串指定零件種類名。
注意) 以下字元不能用於檔案名:(:¥ / ; * ? ” < > /),另外,在檔案名的開頭也不能用字元
(~.)。
Part Type Name 資料由以下 6 種類型構成。
·Body
·Lead
·Element
·Process
·Vision
Body
Body Length (X)
設定零件的基本形狀的 X 軸方向總長度。(0.01mm~150.00mm)
Body Width (Y)
設定零件的基本形狀的 Y 軸方向總長度。(0.01mm~150.00mm)
Body Length Tolerance
設置零件主體 X 方向的尺寸公差。Vision Type 為 10 (Rect) (2125、3216 等無引腳的
零件) 以此值輸入,其他的 Vision Type (SOP 或 QFP 等的帶有 引腳的零件) 無須輸入
此值。另外,檢測出的零件尺寸超出公差值時,即出現公差值錯誤。還有,輸入值通常
為零件主體尺寸的 10%。(0.00mm~9.99mm)
Body Width Tolerance
設置零件主體 Y 方向的尺寸公差。Vision Tyoe 為 10 (Rect) (2125、3216 等無引腳的
零件)時請輸入此專案。另外,檢測出的零件尺寸超出公差值時,即出現公差值錯誤。
還有,輸入值通常以零件尺寸尺寸的 10%為基準。 (0.00mm~9.99mm)
第 3 部 第 3 章 編輯器
Edition 1.0 3-3-27 XP-142E 系統手冊
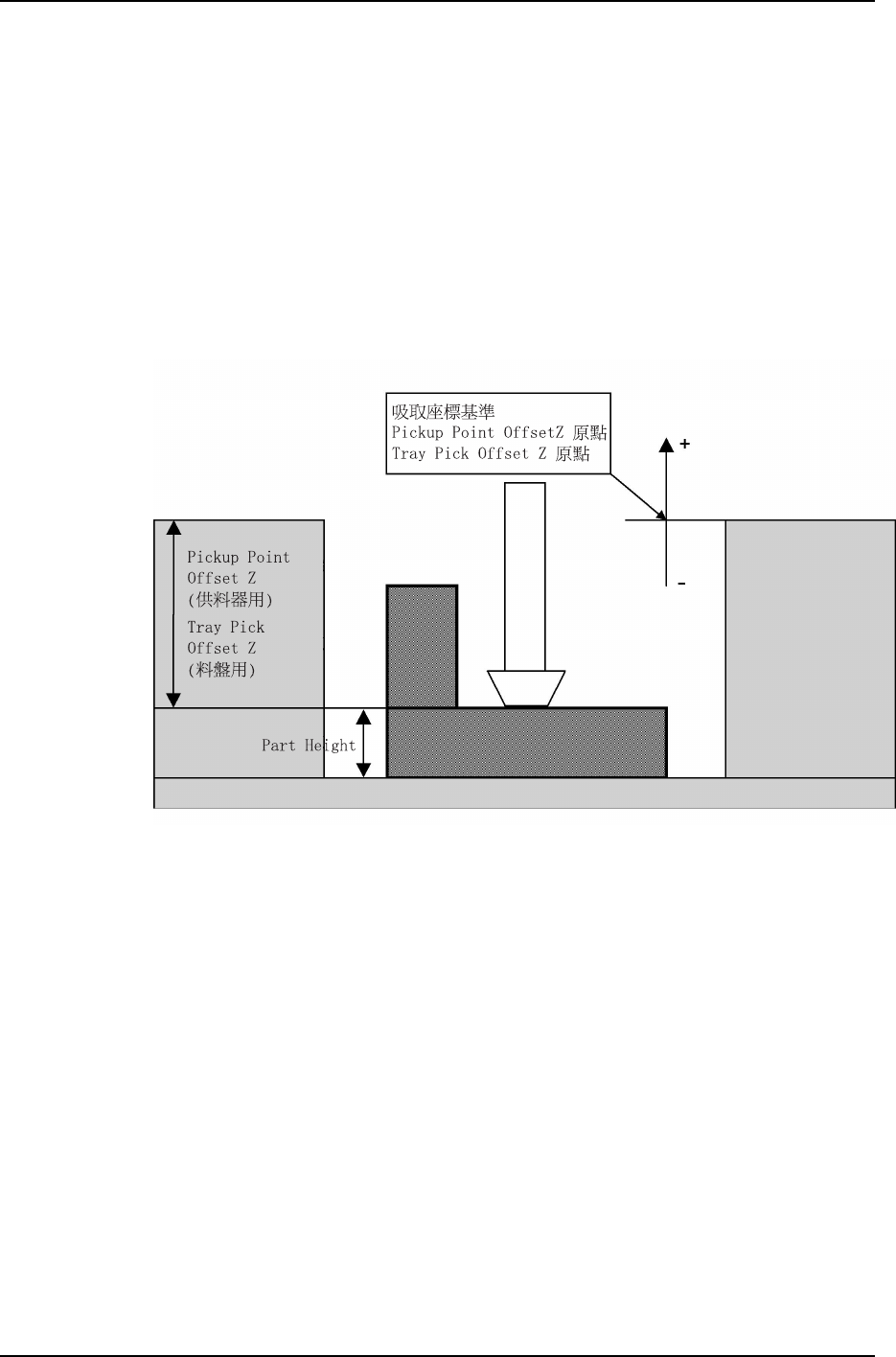
Part Height
請輸入零件高度 (厚 度 : 吸嘴的吸取面到零件底 部為止 )。 此高度 包括引腳的 長 度。
(0.01mm~6.0mm)
請參考下圖。有關“Pickup Point Offset Z”以及“Placing Offset Z”在以後敍述。
<料帶/料盤的時候>
※ 料帶及料盤的上表面為吸取基準位置。
※ 吸取時的 Z 軸高度。
(料帶的時候) 吸取位置基準+Pick-up Point OffsetZ
(料盤的時候) 吸取位置基準+Tray Pick OffsetZ
MCSX330T
Lead
Pitch Tolerance
設定引腳間距的公差範圍。(0%~100%)
Vision Type 100 時支持。
設定值是 0%時,默認為輸入 30%。
Measure Point Of Lead
對於引腳長度,設定從引腳端部到多少%的位置進行影像處理。但是,當輸入為 0 時,
對距離引腳端部 20%的位置進行處理。只有 Vision Type 為 20,100 時能使用。
(0%~100%)
第 3 章 編輯器 第 3 部
XP-142E 系統手冊 3-3-28 Edition 1.0
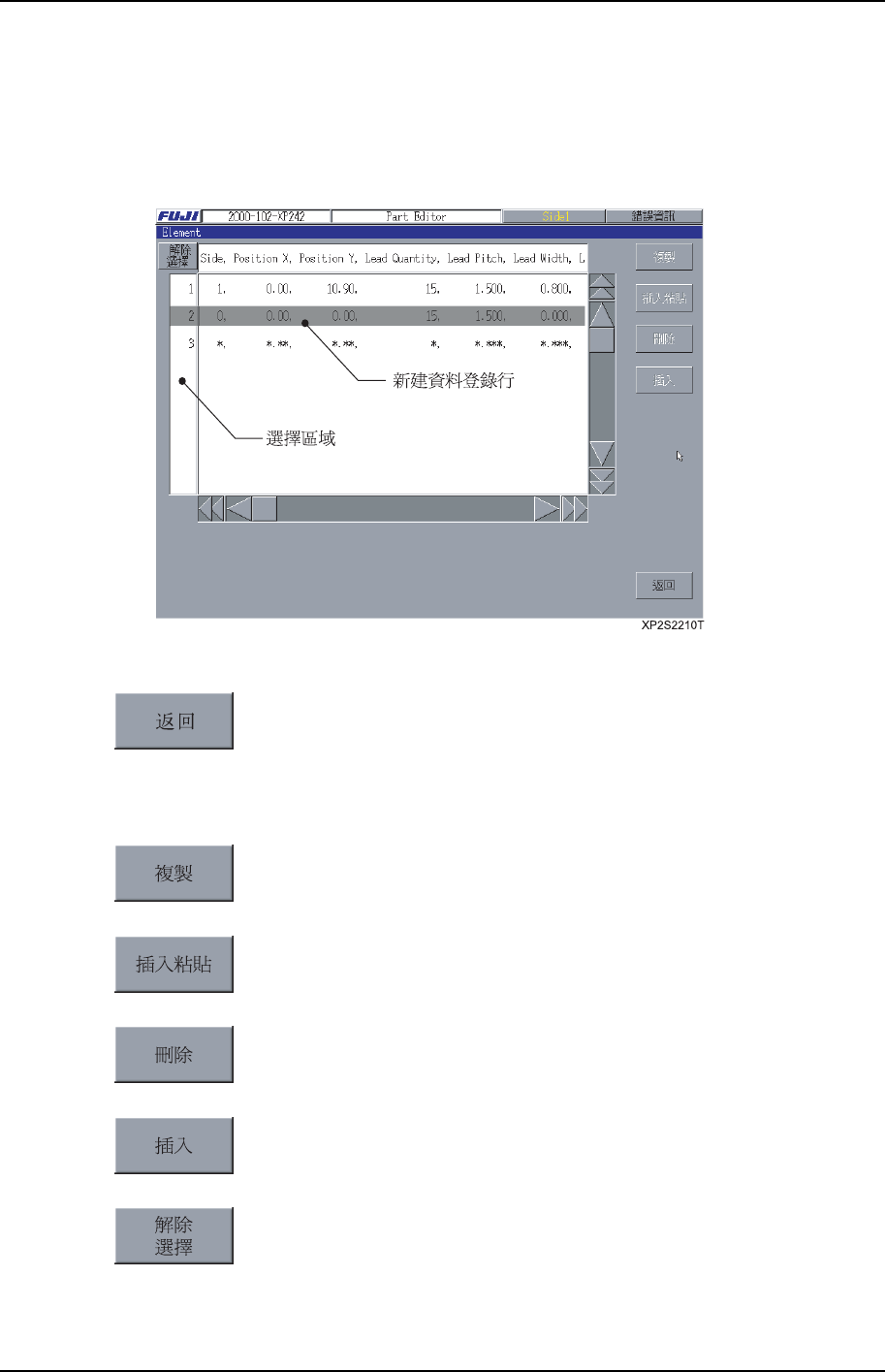
Element
要素指的是一定的形狀、一定的間距的引腳的集合。因為要素對於零件主體是重複存在
的、為了區分而將各自的要素加上編號。另外、對於要素資料需要輸入引腳的長度、寬
度、間距等。但是,在此設定的資料在 Vision Type 設定為 10 或 18 時不被參考。
操作鍵說明
以下所示按下鍵是對位於畫面左側的選擇領域所選擇的行進行處理。
關閉要素資料專用編輯器、返回零件資料編輯畫面。
複製所選擇行的資料到剪貼板上。
在所選擇的行之前插入剪貼板上的資料。
刪除所選擇行並將後面的行自動上移。
在選擇的行之前插入 1 行新建行。
解除所有的選擇。