XP142 系统手册.pdf - 第59页
第 1 章 基本操作 第 2 部 XP-142E 系統手冊 2-1-22 Edition1.0 1.9 機器的停止和重新啟動 機器的緊急停止 · 按下機器上的 [ 緊急停止 ] 按鈕。 ·按 下 [ 緊急停止 ] 按鈕後, 切斷供應 給 伺服系統的 200V 電源 , 機器立即停止運轉。 該 按鈕是鎖定式的,解除時請將其順時針旋轉。 · 重新開始運轉時, 解除 [ 緊急停止 ] 按鈕後, 請依次按下 [ 運轉準備 ] 以及 [ 啟動 ]…

第 2 部 第 1 章 基本操作
Edition1.0 2-1-21 XP-142E 系統手冊
機器資訊
顯示機器資訊畫面(自動生產初始畫面)。
吸嘴/料站統計資訊
顯示吸嘴/料站統計資訊畫面。
子基板跳過信息
顯示不更改生產程式就能跳過任意的子基板的編輯器。
排出位置復位
在中型不良零件排放盤處將廢棄零件的位置暫時清除。
影像監視
進行影像處理的監視。
1.7 完成目前的基板
生產中的基板(在主搬運軌道上)的生產結束後,在進入排出搬運軌道 時可以使機器自動
停止的運轉。
操作步驟
1. 在機器自動運轉過程中,依次選擇[自動]和[完成目前的基板]。並 且、取消這個功
能時,請選擇[完成目前的基板]。
2. 生產中的基板的生產結束後,在進入排出搬運軌道時機器會自動停止運轉。
1.8 料盡料站的補充
生產過程中發生[料盡]、[影像處理錯誤]等問題時,機器會顯示出錯誤資訊畫面。關閉
錯誤資訊畫面後,只要進行料盡的料站的零件補充(料站檢查),就可以再次開始自動運
轉。
此外,所謂料站檢查是指選擇 1.6 內的[運轉中的畫面顯示]中的[更換完成]、[一次性更
換完成]鍵,使機器進入零件安裝狀態。
運行料站檢查的條件可由固 有值“__DeviceSetChkUse”設定。
0:不進行料站檢查。關閉錯誤 畫面後,所有料站自動進入零件安裝狀態。
1、2: 只有發生料盡、吸取錯誤的料站才需要進行料站檢查。發生影像處理錯誤
的料站會自動進入零件安裝狀態。
3: 發生料盡、吸取錯誤、畫像處理錯誤的料站全部需要進行料站檢查。
第 1 章 基本操作 第 2 部
XP-142E 系統手冊 2-1-22 Edition1.0
1.9 機器的停止和重新啟動
機器的緊急停止
· 按下機器上的[緊急停止]按鈕。
·按下[緊急停止]按鈕後,切斷供應給伺服系統的 200V 電源,機器立即停止運轉。
該按鈕是鎖定式的,解除時請將其順時針旋轉。
· 重新開始運轉時,解除[緊急停止]按鈕後,請依次按下[運轉準備]以及[啟動]按鈕。
結束當前的週期後機器停止運轉
·按下[週期停止]按鈕。結束當前動作中的週期,機器停止運轉。即使按下[週期停
止]按鈕,也不能切斷 200V 電源。
· 要使機器重新啟動,請按下[啟動]按鈕。
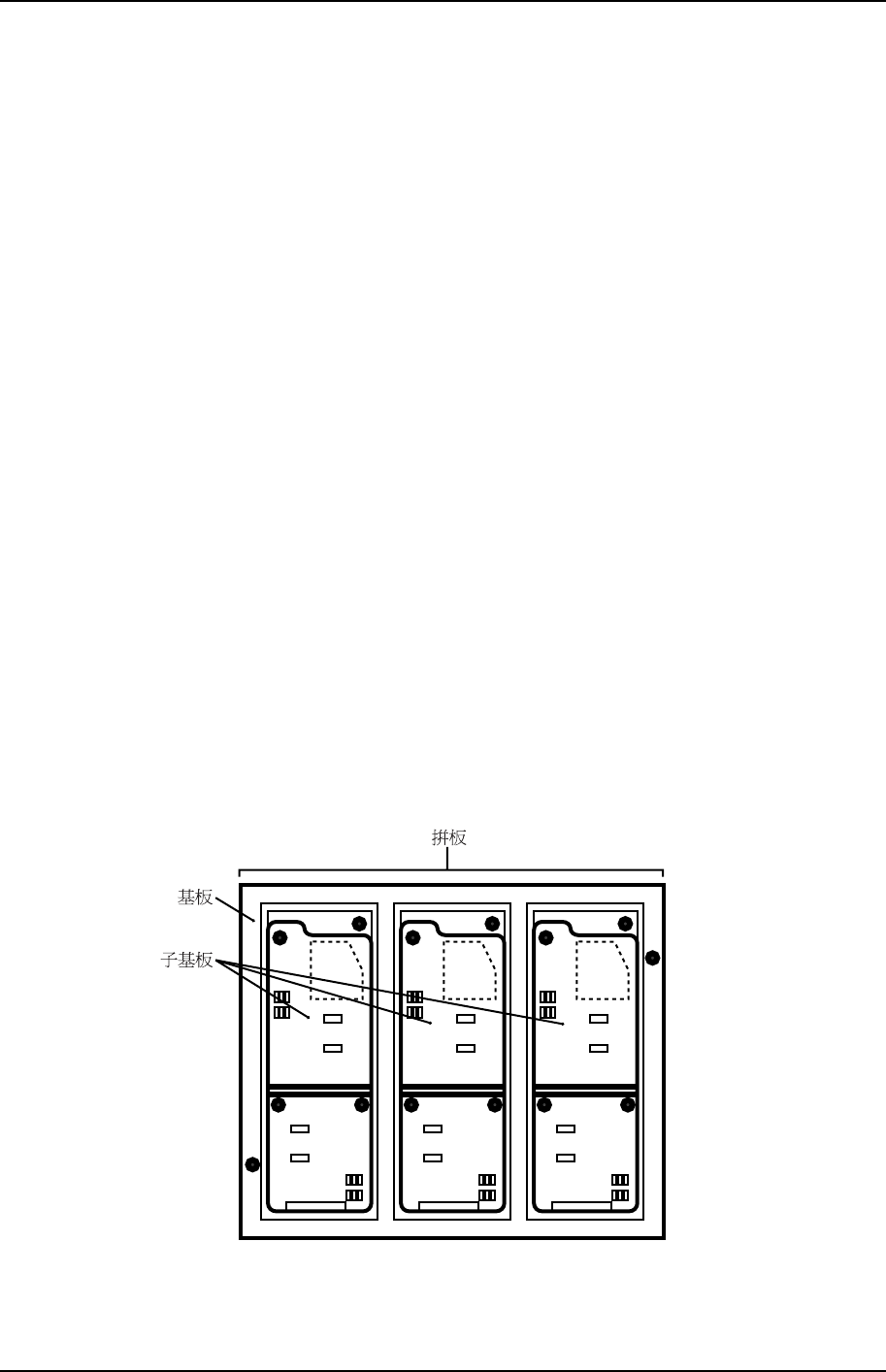
1.10 子基板跳過
在進行拼板生 產的時候,由於子基板有缺陷等原因。可 以指定某個子基板不必生產(跳
過)。使用 2 種方法設置子基板的跳過。
· 由生產程式進行子基板跳過
設定子基板跳過可在生產程式中預先設定要跳過的子基板。
· 由跳過定位點自動進行子基板跳過
· 在基板上讀取所設定的子基板跳過定位點,當機器檢驗子基板上相應的定位點時,
將自動跳過子基板的生產。有關在程式上設定子基板跳過定位點的方 法,請參照
關於在程式上讀取已設定的定位點的主機系統手冊。
XP1S2032T

第 2 部 第 1 章 基本操作
Edition1.0 2-1-23 XP-142E 系統手冊
1.10.1 子基板跳過
使用主跳過定位點,可以縮短拼板生產時的週期時間。使用者在生產程式上對子基板
No.0 設定主跳過定位點後。生產時機器會首先檢查有無主跳過定位點。操作者事先在
子基板位置上設定跳過定位點後,機器由此確定要進行生產的基板上是否存在需要跳過
的基板,為了判斷哪一塊基板需要跳過而對所有的子基板跳過定位點進行讀取。在沒有
檢出時主 跳過定位點時,機器不進行沒有必要的子基板定位點的讀取,而立即進行所有
基板的貼裝。由此省去了不必要的讀取定位點的作業時間。有 關 跳過 定位點的設定方法,
請參照監控電腦的有關手冊。
1.10.2 由跳過定位點進行子基板跳過
檢測出跳過定位點時,生產中將會自動跳過所對應的子基板。在使用主跳過定位點時,
機器在檢測出主跳過定位點後進行在各個子基板設定子基板跳過定位點的檢驗,判斷對
哪塊子基板進行跳過,對 沒有檢驗出子基板跳過定位點的子基板貼裝零件後排出基板。
1.10.3 由子基板跳過編輯器進行的子基板跳過
使用子基板跳過編輯器可不更改生產程式就任意跳過基板。
操作步驟
1. 從主畫面的[生產]或者從[生產]→[自動]中選擇[子基板跳過編輯]。
XP2S2248T