XP142 系统手册.pdf - 第43页
第 1 章 基本操作 第 2 部 XP-142E 系統手冊 2-1-6 Edition1.0 1.3 動作 條件 的 設 定 根據 以下 5 點 ( 不使用 零件檢驗 時是 4 點 ) 來 設 定機器的動作 條件 。 · 範 本選擇:關於生產 範 本、運轉 範 本 等 機器動作的 設 定。 ·料 帶 切 刀 :關於 由 料 卷 供應的 零件 上部料 帶 切 刀 的使用 設 定。 ·統 計 資訊:為取 得 吸嘴 / 料 站發 生 錯誤 狀…
第 2 部 第 1 章 基本操作
Edition1.0 2-1-5 XP-142E 系統手冊
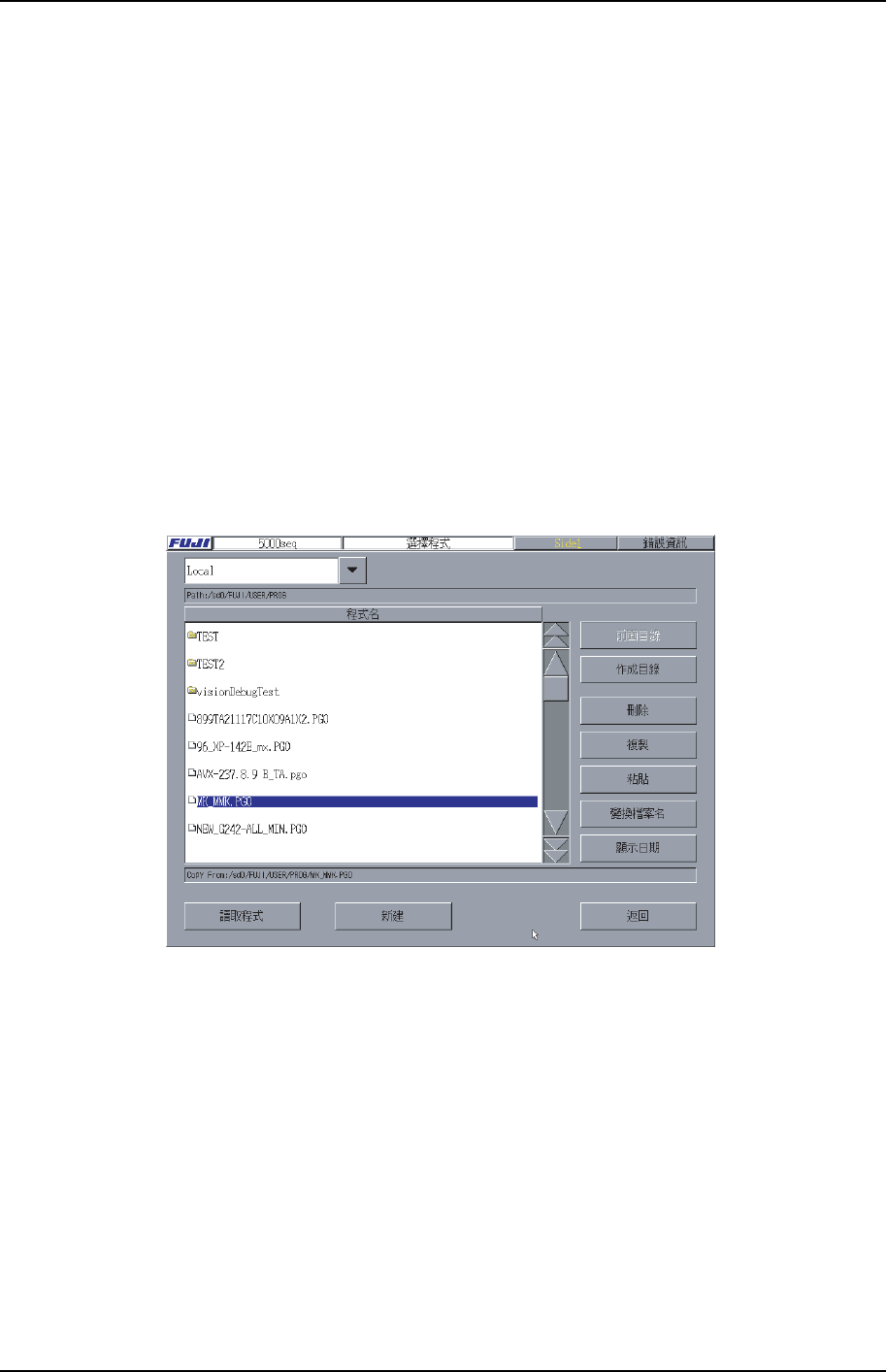
1.2.2 從[程式]畫面選擇生產程式
也可以從程式功能表中讀入程式。
注意) 在此的程式讀入是用來編輯程式的。在讀取生產中使用的程式時,請從[生產]畫面的程式
選項中讀取。
操作步驟
1. 打開[主畫面],依次選擇[生產]、[讀取程 式]鍵,存放在機器的硬碟或是軟碟上的
程順序表將會顯示在對話框中。
2. 從列表中選定所需的生產程式。然後選擇[下載]鍵,安裝程式。在畫面上方的任務
欄上顯示已裝載完畢的程式名,表示目前正在使用該程式。
備註) 可從軟碟上讀取的檔案僅限於 FCP6(M)、CP642(M)、CP643(M)或是 XP-141E/XP-
142E 型的機器上創建的 CCIMF 格式的檔案。另外,因為 XP-142E 的 MFU 是 2 台 (100
個料站/8mm,以 12mm 料帶寬計算)、所以不能使用超出這個供料器安裝資料。
XP1S2101T
第 1 章 基本操作 第 2 部
XP-142E 系統手冊 2-1-6 Edition1.0
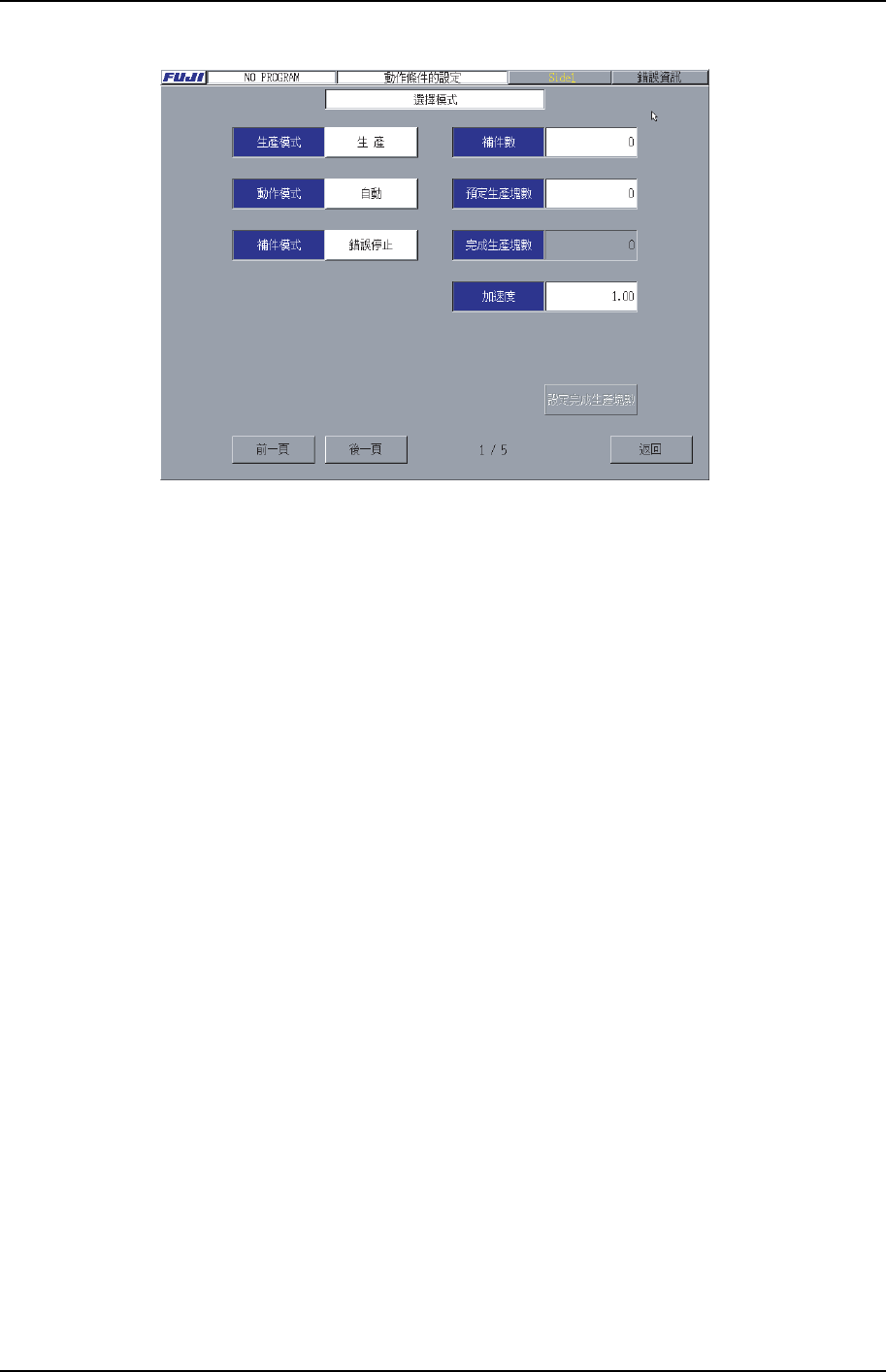
1.3 動作條件的設定
根據以下 5 點 (不使用零件檢驗時是 4 點) 來設定機器的動作條件。
· 範本選擇:關於生產範本、運轉範本等機器動作的設定。
·料帶切刀:關於 由料卷供應的零件上部料帶切刀的使用設定。
·統計資訊:為取得吸嘴/料站發生錯誤狀況時的資料而進行的設定。
· 零件檢驗 (選項):依照條碼讀取器對零件位置進行核對操作的設定。
·其他設定:關於基板真空、吸嘴尺寸檢查的設定。
標記說明
XP2S2231T
1. 顯示當前打開頁的名稱。
XP2S2232
2. 以當前打開頁數/最大頁數來顯示。
XP2S2233T
按滑鼠左 鍵後退出當前[動作條件設定]畫面,返回主畫面。
3. 換頁鍵
XP2S2234T
按下[前一頁]按鍵後,前翻 1 頁。當前打開頁為 1 時,移至最大頁。按 下[後一頁]
鍵後,後翻 1 頁。當前打開頁為最大頁時,移至第 1 頁。
第 2 部 第 1 章 基本操作
Edition1.0 2-1-7 XP-142E 系統手冊
XP1S2133T
1.3.1 生產範本的設定
機器有 4 種生產範本:“生產”、“空轉 1”、“空轉 2”和“傳送”。以下說明這些範本的
區別:
生產: 實際生產中使用的範本。選擇此範本後,機器進行零件的吸取和影像處理
以及零件的貼裝。
空轉 1: 這一範本主要用於機器的調整和試運行。當選擇此範本時,吸嘴移動到零
件的吸取位置,進行實際的送料動作。為了防止零件散落,事先從 MFU
上拆除供料器。
空轉 2: 同空轉 1 一樣,這一範本也用於機器的調整和試運行。當選擇此 範本時,
吸嘴移動到零件的吸取位置,但不進行實際的送料動作。因此不必從 MFU
上拆除供料器。
傳送: 僅僅在機器未處在生產狀態下使用。當選擇此範本時,機器只作為搬運軌
道用來將基板傳送到生產線上的下一道工序的機器上。
操作步驟
1. 在[主畫面]裏選擇[維修保養 A]鍵和[動作條件設定]鍵,顯示出[動作條件設 定]畫
面。
2. 從畫面左上方的[生產]、[空轉 1]、 [空轉 2]或[傳送]中,選擇 所需的生產範本。
3. 選擇[返回]鍵,返回[主畫面]。