XP142 系统手册.pdf - 第55页
第 1 章 基本操作 第 2 部 XP-142E 系統手冊 2-1-18 Edition1.0 1.5.2 零件檢驗 ( 選 項功能 ) 這 是為 了減 少 由 於 零件 安裝 錯誤造成 的不 良 基板以及 廢棄零件 的 數量 的 零件核 對 功能 。 零件核 對方 法 : 紅 外 線條 碼讀取器 檢查 以下 2 個資料 , 若 兩 個資料一 致 則 零件核 對結果為 OK 。 · 作為貼在各料盤上的 零件 ID 而 使用的 條 碼 ·…
第 2 部 第 1 章 基本操作
Edition1.0 2-1-17 XP-142E 系統手冊
1.5 零件供應單元的功能
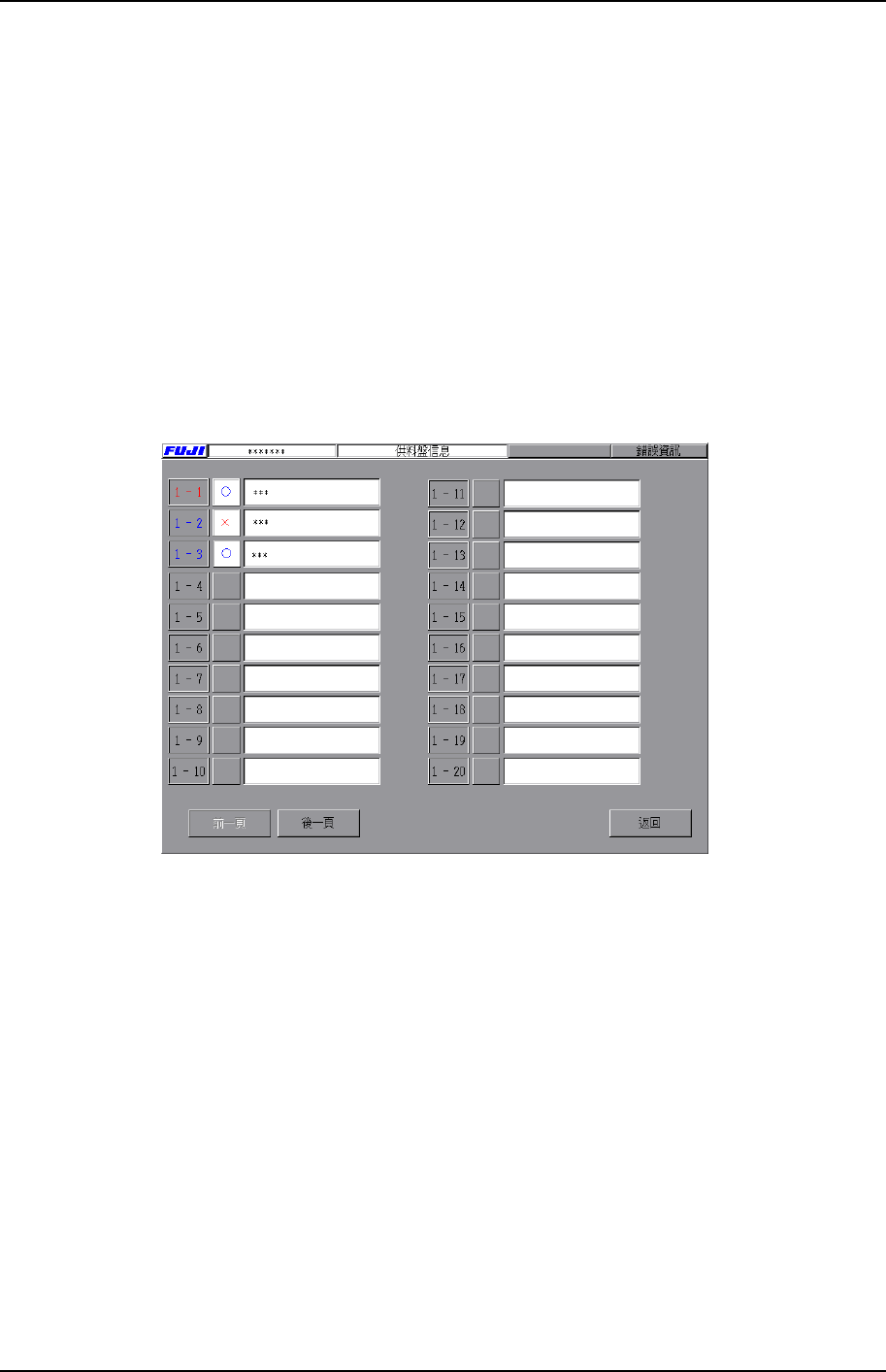
1.5.1 供料器信息
依據供料器資訊來確認生產程式中使用的料站的種類和料站的位置,並確認料盡等的錯
誤狀況。
操作步驟
1. 打開[主畫面],依次選擇[生產]、[供料器 資訊]鍵,顯示出[供料器資料]畫面。
2. 1 個畫面的[供料器資訊]中,顯示出 MFU 的 20 個料站的各個供料器狀態的對話
框。各項目的左面的數位是 料站號。在下一個對話框中顯示“零件資料的注解”。
XP1S2107T
第 1 章 基本操作 第 2 部
XP-142E 系統手冊 2-1-18 Edition1.0
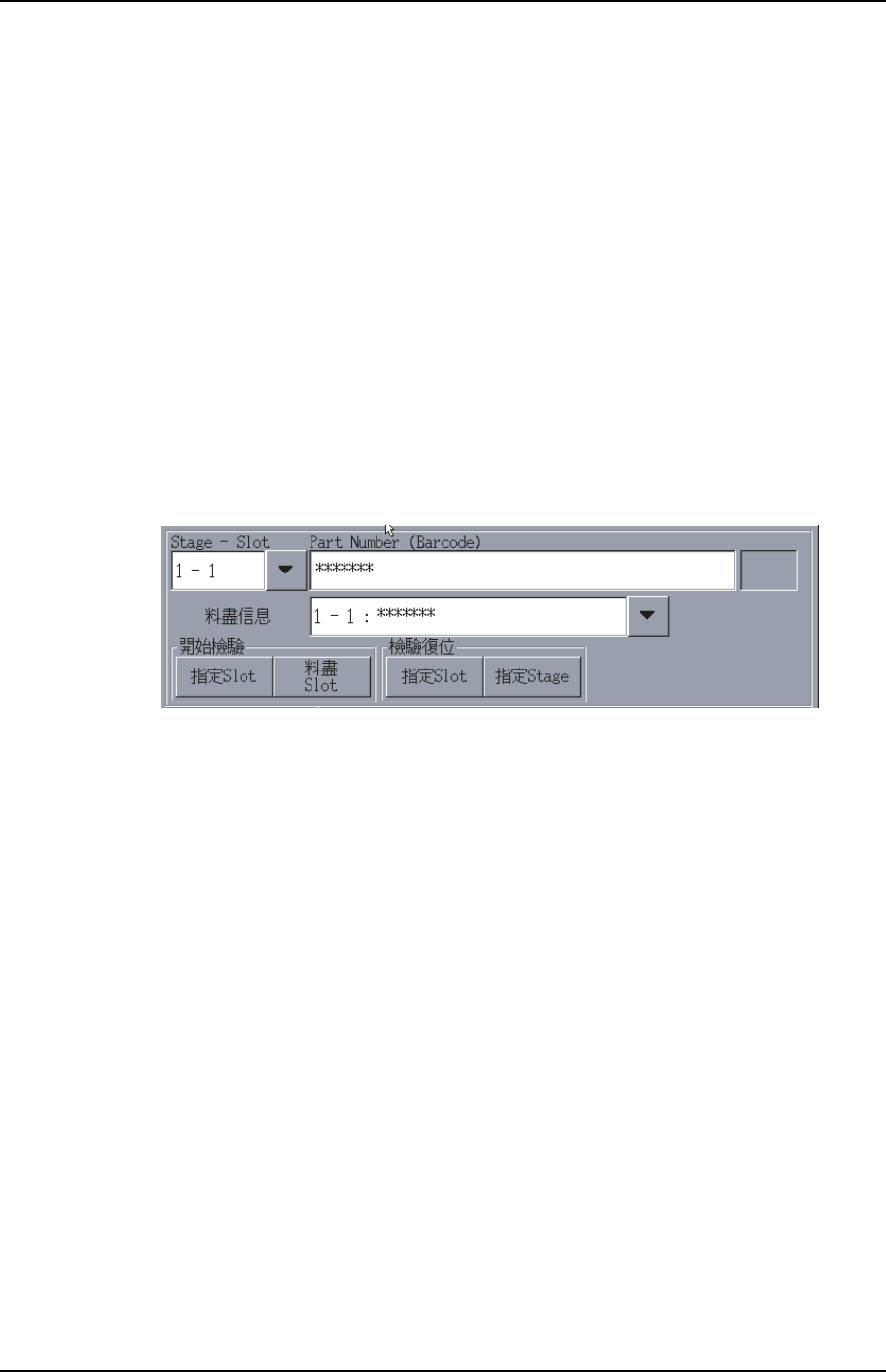
1.5.2 零件檢驗(選項功能)
這是為了減少由於零件安裝錯誤造成的不良基板以及廢棄零件的數量的零件核對功能。
零件核對方法:
紅外線條碼讀取器檢查以下 2 個資料 ,若兩個資料一致則零件核對結果為 OK。
· 作為貼在各料盤上的零件 ID 而使用的條碼
·在零件資料的「barcode」上設定的零件 ID
按照以下步驟進行零件檢驗
1. 按下自動運轉畫面中的[開始檢驗]鍵
2. 顯示讀取的指定零件
3. 讀取貼在指定零件的料盤上的條碼。
4. 全部的使用料盤核對完成後,就可以自動運轉。
XP1S2162T
第 2 部 第 1 章 基本操作
Edition1.0 2-1-19 XP-142E 系統手冊
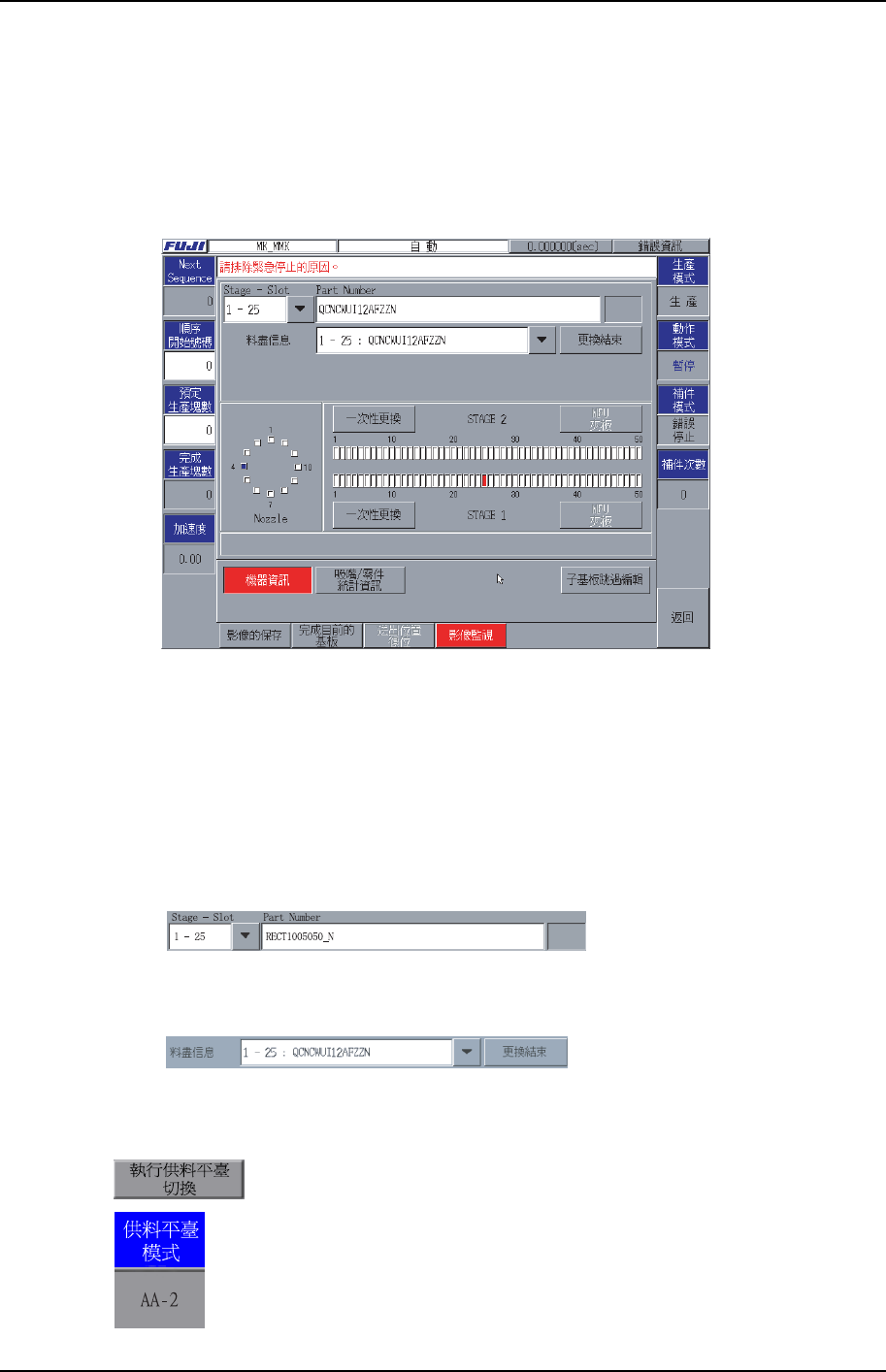
1.6 運轉中的畫面顯示
在[主畫面]上依次選擇[生產]和[順序],使機器處於等待[啟動]狀態,選擇[啟動]按鈕後
開始生產。顯示如下畫面。
(例如)
XP1S2156T
顯示/編輯步驟說明
Next Sequence :下一步要執行的順序號。
Sequence 開始號 :根據需 要編輯開始順序號。
預定生產 塊數 :根據需 要更改生產塊數。
完成生產塊數 :完成生產的基板塊數。
加速度 :伺服馬達的加速度。
XP2S2241T
顯示設定在生產程式中的平臺/料站的資訊。
XP1S2155T
顯示機器判斷為[料盡]的 Slot。
隨著按下[更換 結束]鍵,機器進入零件安裝狀態。
還有,正在執行的供料平臺 在此顯示。
(僅限於 AA 模式)切換執行供料平臺。