XP142 系统手册.pdf - 第138页
第 3 章 編輯器 第 3 部 XP-142E 系統手冊 3-3-22 Edition 1.0 3.6 零件編輯 零件編輯器用於設定零件、 供應方 法 的資 訊 。 零件資 訊 分為 3 種 (Part Number , Part Ty p e , Packaging) 。有關零件資 訊 可以以零件為單位保存在檔案中。 XP2S2169T 操作鍵說明 顯示用編輯器打開的生產程式中使用的 零件的 Par t Number 一覽表。 由確認…
第 3 部 第 3 章 編輯器
Edition 1.0 3-3-21 XP-142E 系統手冊
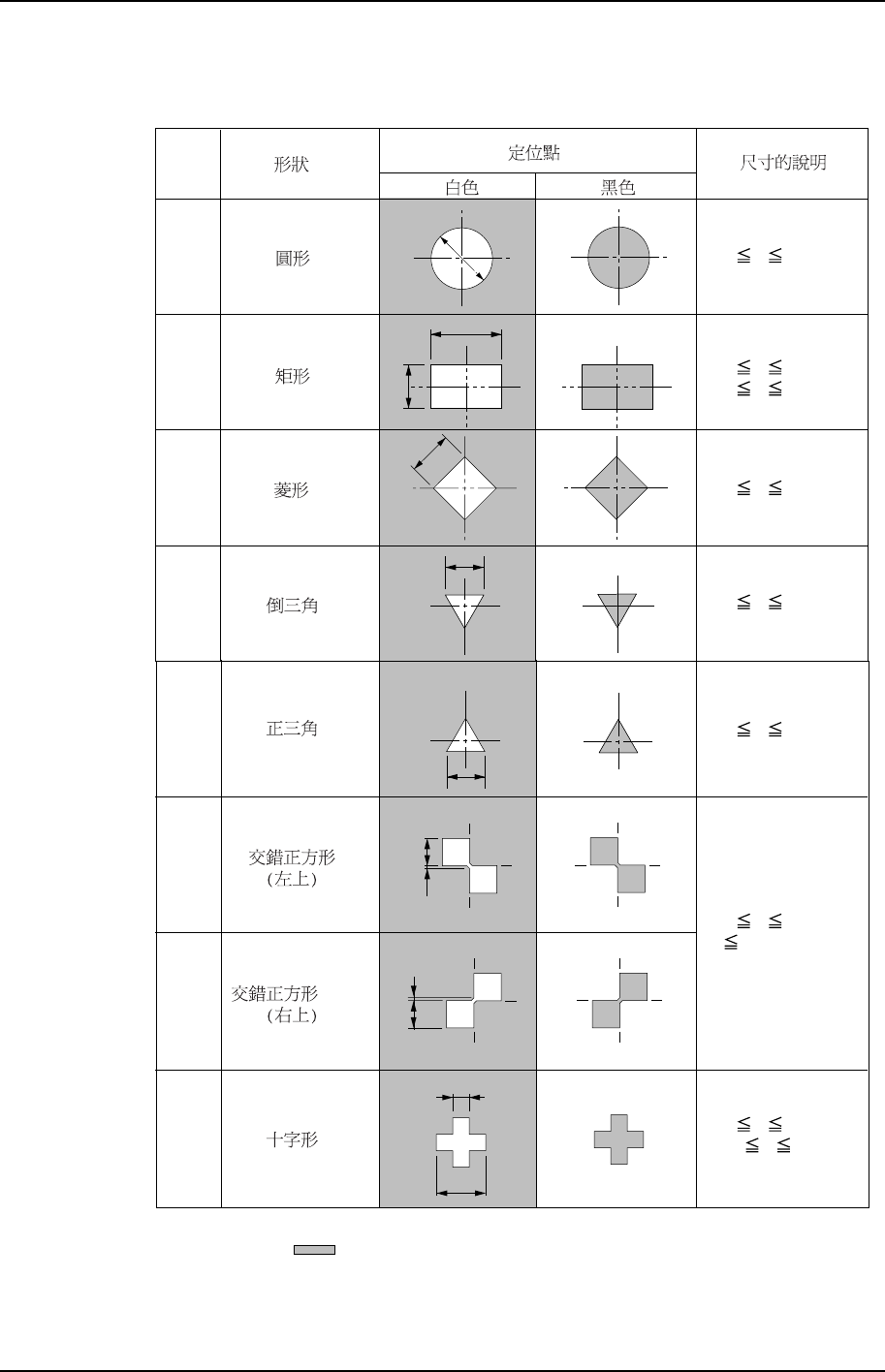
3.5.3 定位點尺寸一覽表
A
A
B
A
A
0.2 A 3.5 mm
0.2 A 3.5 mm
0.2 B 3.5 mm
0.2 A 3.5 mm
0.2 A 3.5 mm
Ptn
XP2S2236T
0
1
2
3
0.2 A 3.5 mm
A
B
A
B
0.2 A 3.5 mm
B 0.5 mm
4
5
6
A
B
7
0.2 A 3.5 mm
0.05 B 3.5 mm
A
注意) 1. 陰影部分 表示基板底座。
2. 定位點尺寸 A 和 B 的公差請設在±10%以內。
第 3 章 編輯器 第 3 部
XP-142E 系統手冊 3-3-22 Edition 1.0
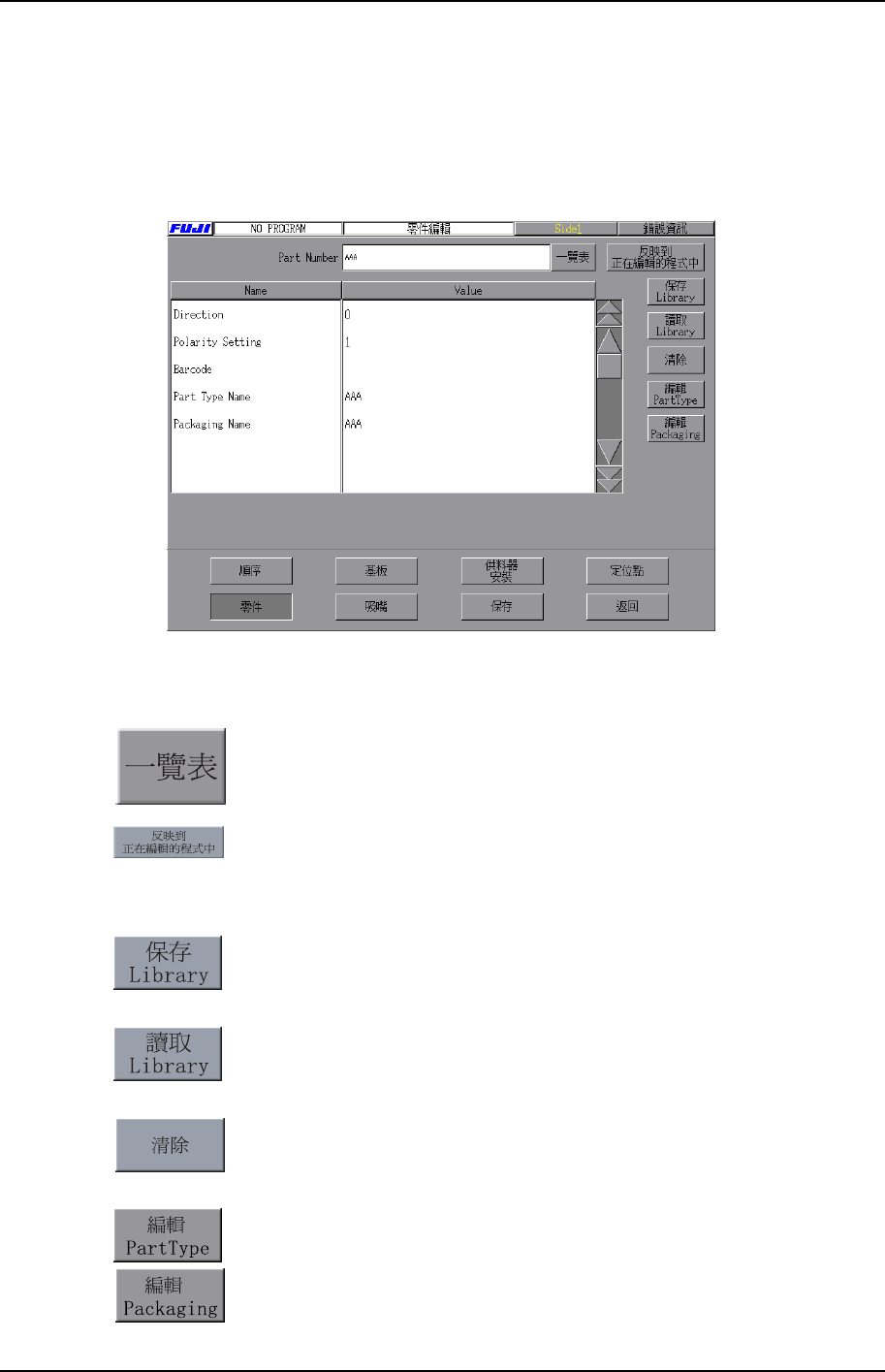
3.6 零件編輯
零件編輯器用於設定零件、供應方法的資訊。零件資訊分為 3 種 (Part Number,Part
Type,Packaging)。有關零件資訊可以以零件為單位保存在檔案中。
XP2S2169T
操作鍵說明
顯示用編輯器打開的生產程式中使用的零件的 Part Number 一覽表。
由確認資訊確認後、將編輯過的 Part Number、Part Type、Packaging
反饋給正在編輯中的生產程式。
注意) 雖能夠反饋給正在編輯中的程式,但不能寫入生產程式的檔案。因為
只能將編輯內容反
饋
給現在讀入的程式
,
所以必須在生產程式的保存
畫面中將其存入檔案。
由確認資訊確認後,將 Part Number 保存到庫裏。
讀入保存在庫中的 Part Number。
清除設定的資料。
編輯 Part Type 資料時使用。
編輯 Packaging 資料時使用。

第 3 部 第 3 章 編輯器
Edition 1.0 3-3-23 XP-142E 系統手冊
專案說明
Part Number
指定零件號碼 (文字串:最大 30 字元)
注意) 以下字元不能用於檔案名:(:¥ / ; * ? ” < > /),另外,在檔案名的開頭也不能用字元(~.)。
Direction
為了定義實際使用的零件方向的設定。新建零件資料後,要改變零件的供應方向時,選
擇從最初的供應方向反時針旋轉多少度。(新資料創建時保持預設值的“0(0°)”而無需
改變。)
從 Direction0 方向反時針旋轉+90 度設定為 1。
從 Direction0 方向反時針旋轉+180 度設定 為 2。
從 Direction0 方向反時針旋轉+270 度設定 為 3。
Polarity Setting
從下拉功能表中設定生產程式是否是一個標準化程式(與 Polarity 功能對應)。“標準化
程式”是即使零件供應方向改變,標準程式也無須修改的程式。而零件供應方向改變時
要隨之改變的程式是常規程式方式。詳細情況請參考以下的[關於 Polarity 功能]。
0:Not Use: 常規程式執行方式(Conventional program)(當前不支持)
1:Yes: 標準化程式執行方式(Standardized program)(有極性)
2:No: 標準化程式執行方式(Standardized program)(無極性) (當前不支
持)
關於 Polarity 功能
F4G 以及 FUJICAM 的情況下
XP 只支持用角度標準化方法(Polarity 方法)編程的生產程式。但是,Polarity Yes 和
Polarity No 都在 Polarity Yes 時啟動。
所謂角度標準化程式方法
以生成零件資料時的角度直接貼裝零件的角度作為 0°。所以,即使供應方向不同,
(Direction 不同時零件供給方向也不同的情況)也可以按照相同的角度進行貼裝。