XP142 系统手册.pdf - 第45页
第 1 章 基本操作 第 2 部 XP-142E 系統手冊 2-1-8 Edition1.0 1.3.2 動作 範 本的 設 定 機器有 3 種 操作 範 本: “自動” 、 “ 半 自動 ” 、 “ 暫 停” 。以下說明 這些範 本的 區別 。 自動: 實際 生產中所使用的 範 本。選擇此 範 本後,機器按照生產程式所 指 定的各 個順序連 續 生產。 半 自動: 用此 範 本來進行機器的試運行。選擇此 範 本後,機器每次 只執 行生…
第 2 部 第 1 章 基本操作
Edition1.0 2-1-7 XP-142E 系統手冊
XP1S2133T
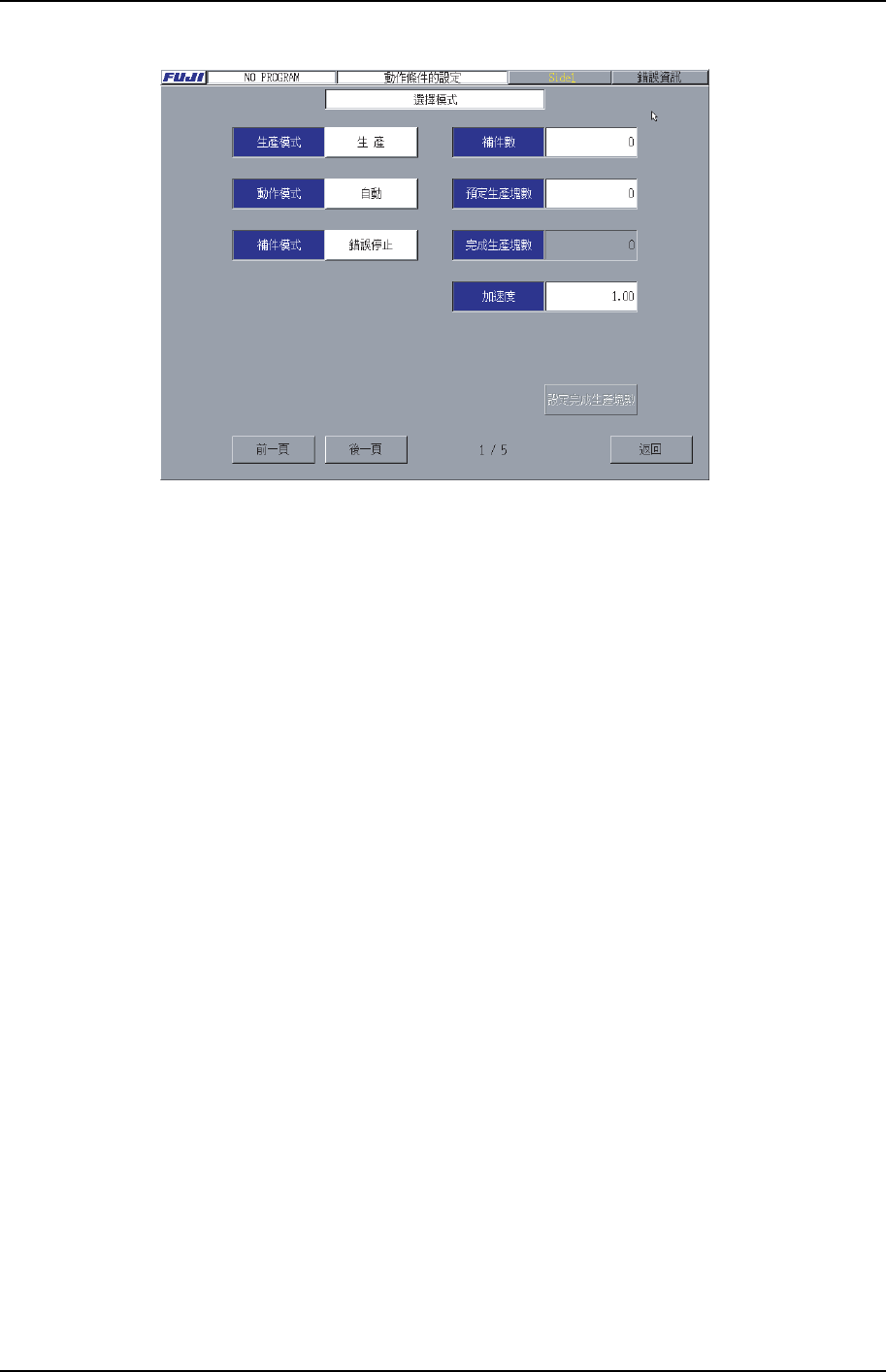
1.3.1 生產範本的設定
機器有 4 種生產範本:“生產”、“空轉 1”、“空轉 2”和“傳送”。以下說明這些範本的
區別:
生產: 實際生產中使用的範本。選擇此範本後,機器進行零件的吸取和影像處理
以及零件的貼裝。
空轉 1: 這一範本主要用於機器的調整和試運行。當選擇此範本時,吸嘴移動到零
件的吸取位置,進行實際的送料動作。為了防止零件散落,事先從 MFU
上拆除供料器。
空轉 2: 同空轉 1 一樣,這一範本也用於機器的調整和試運行。當選擇此 範本時,
吸嘴移動到零件的吸取位置,但不進行實際的送料動作。因此不必從 MFU
上拆除供料器。
傳送: 僅僅在機器未處在生產狀態下使用。當選擇此範本時,機器只作為搬運軌
道用來將基板傳送到生產線上的下一道工序的機器上。
操作步驟
1. 在[主畫面]裏選擇[維修保養 A]鍵和[動作條件設定]鍵,顯示出[動作條件設 定]畫
面。
2. 從畫面左上方的[生產]、[空轉 1]、 [空轉 2]或[傳送]中,選擇 所需的生產範本。
3. 選擇[返回]鍵,返回[主畫面]。

第 1 章 基本操作 第 2 部
XP-142E 系統手冊 2-1-8 Edition1.0
1.3.2 動作範本的設定
機器有 3 種操作範本:“自動”、“半自動 ”、“暫停”。以下說明這些範本的區別。
自動: 實際生產中所使用的範本。選擇此範本後,機器按照生產程式所指定的各
個順序連續生產。
半自動: 用此範本來進行機器的試運行。選擇此範本後,機器每次只執行生產程式
的一道工序,必須按下[啟動]按鈕才執行下一道工序。
暫停: 用此範本來進行機器的試運行。選擇此範本後,機器動作分為幾個週期。
按下[運轉準備]按鈕後暫停,再按[啟動]按鈕後,進入下一道工序以後的順
序。
操作步驟
1. 從[主畫面]中依次選擇[維修 保養 A]、[動作條件設定]鍵,顯示出 [動作條件設定]
畫面。
2. 從畫面左上方的“自動”、“半自動”或“暫停”中選擇使用的生產範本。
3. 選擇[返回]鍵,返回[主畫面]。
1.3.3 補件範本的設定
對於發生類似零件吸取錯誤和影像處理錯誤的零件錯誤時,可以設定補件範本。對於零
件錯誤的補件範本有三種:“自動補件”、“錯誤停止”、“錯誤通過”,用 戶可以設定採用
何種範本。
自動補件: 如果發生零件 吸取錯誤或是零件影像處理錯誤,機器根據“最大補件次數”
所設定的次數自動地進行補件。
錯誤停止: 如果發生吸取錯誤或是影像處理錯誤,機器停止生產。
錯誤通過: 即使發生吸取錯誤或是影像處理錯誤,也不進行補件動作而進入下一道順
序。
操作步驟
1. 在[主畫面]上選擇[維修保養 A]和[動作條件設定]鍵,顯示[動作條件設定]畫面。
2. 從畫面左中部的“自動補件”中選擇“自動補件”、“錯誤停止”或“錯誤通過”
中所使用的一種生產範本。
3. 選擇[返回]鍵,返回[主畫面]。

第 2 部 第 1 章 基本操作
Edition1.0 2-1-9 XP-142E 系統手冊
1.3.4 補件次數的變更
補件次數的設定可在零件資料上或機器上進行。但在零件資料中的設定是“0”以外時,
系統優先採用零件資料的設定。
如發生吸取錯誤或影像錯誤時,請參考在此設定的補件 次數進行補件。以 下 講述在機器
上的設定步驟。
操作步驟
1. 打開[主畫面],選擇[維修保養 A]、[動作條件設定]鍵,顯示出[動作條件設 定]畫
面。
2. 選擇在畫面左下方顯示的[補件 次數]的數位部分後,顯示出類比鍵盤,輸入 補件次
數後選擇[CR]鍵。輸入範圍 是 0~9。
3. 選擇[返回]鍵,返回[主畫面]。
1.3.5 預定生產數的設定
使用當前所選擇的生產程式,設定生產基板的數量。
如果在生產程式中已設定完生產數量時,則不 能設定預定生產數。生 產 預定數量 的設定
和在程式中的生產預定數皆 為“0”的時 候,則機器將持續生產直到中斷為止。
操作步驟
1. 在[主畫面]上選擇[維修保養 A]、 [動作條件設定]鍵,顯示出[動作條件設定]畫面。
2. 選擇在畫面上顯示的[預定生產塊數]的數位部分後,顯示出類比鍵盤 ,輸入預定的
生產塊數後選擇[CR]鍵。輸入範圍是 0~9999。
3. 選擇[返回]鍵,返回[主畫面 ]。
1.3.6 完成生產塊數復位
使完成生產塊數返回到 0。因某種原因而要使完成生產塊數復位時使用。
操作步驟
1. 打開[主畫面],選擇[維修保養 A]、[動作條件設定]鍵,顯示出[動作條件設 定]畫
面。
2. 選擇[預定生產塊數]按鈕後顯示消息對話框,設定完成生產塊數為 0 時選擇[是],
設定生產 塊數不為 0 時選擇[否]。
3. 選擇[返回]鍵,返回[主畫面]。