XP142 系统手册.pdf - 第61页
第 1 章 基本操作 第 2 部 XP-142E 系統手冊 2-1-24 Edition1.0 各 子 基板的說明 · [ 生產 ] :按 照 設 定的生產程式進行生產。 可從 子 基板 跳過編輯 器上 改 變目 前的狀態。 按後顯示出 [ 機上 跳過 ] 。 · [Program Skip] : 由 生產程式 編輯 器 設 定的 子 基板 跳過 狀態。 屬 於 該 子 基板的貼 裝順序將不被 執 行。不 能 從 子 基板 跳過編 輯 …

第 2 部 第 1 章 基本操作
Edition1.0 2-1-23 XP-142E 系統手冊
1.10.1 子基板跳過
使用主跳過定位點,可以縮短拼板生產時的週期時間。使用者在生產程式上對子基板
No.0 設定主跳過定位點後。生產時機器會首先檢查有無主跳過定位點。操作者事先在
子基板位置上設定跳過定位點後,機器由此確定要進行生產的基板上是否存在需要跳過
的基板,為了判斷哪一塊基板需要跳過而對所有的子基板跳過定位點進行讀取。在沒有
檢出時主 跳過定位點時,機器不進行沒有必要的子基板定位點的讀取,而立即進行所有
基板的貼裝。由此省去了不必要的讀取定位點的作業時間。有 關 跳過 定位點的設定方法,
請參照監控電腦的有關手冊。
1.10.2 由跳過定位點進行子基板跳過
檢測出跳過定位點時,生產中將會自動跳過所對應的子基板。在使用主跳過定位點時,
機器在檢測出主跳過定位點後進行在各個子基板設定子基板跳過定位點的檢驗,判斷對
哪塊子基板進行跳過,對 沒有檢驗出子基板跳過定位點的子基板貼裝零件後排出基板。
1.10.3 由子基板跳過編輯器進行的子基板跳過
使用子基板跳過編輯器可不更改生產程式就任意跳過基板。
操作步驟
1. 從主畫面的[生產]或者從[生產]→[自動]中選擇[子基板跳過編輯]。
XP2S2248T

第 1 章 基本操作 第 2 部
XP-142E 系統手冊 2-1-24 Edition1.0
各子基板的說明
· [生產]:按照設定的生產程式進行生產。可從子基板跳過編輯器上改變目前的狀態。
按後顯示出[機上跳過]。
· [Program Skip]:由生產程式編輯器設定的子基板跳過狀態。屬於該子基板的貼
裝順序將不被執行。不能從子基板跳過編 輯器上改變狀態。
· [手動跳過]子基板:由子基板跳過編輯器設定的子基板跳過狀態。屬於該子基板的
貼裝順序將不被執行。可從子基板跳過編輯器上改變目前的狀態。按後顯示生產。
· [BS 定位點跳過]:作 為子基板跳過定位點的讀取結果,被判斷為跳過的屬於該子
基板的貼裝順序將不被執行。不能從子基板跳過編輯器上改變目前的狀態。
2. 在讀取跳過定位點中設定是否執行讀取。
[執行讀取] :讀取跳過定位點。
[忽略] :不執行跳過定位點的讀取。
3. 在子基板號碼及狀態裏顯示出各子基板的狀態,可根據需要對其進行編輯。
[刪除手動跳過] :從[手動跳過]狀態返回到[生產]狀態。
[跳入子基板 No。] :在顯示的類比鍵盤上輸入子基板的號碼,其子基板號
碼以及狀態顯示在前列。
4. 完成必要的編輯後,選擇[關閉]以保存設定。
1.11 影像系統
1.11.1 影像顯示器的顯示
觸摸屏中內藏了顯示器。選擇[自動]畫面右下角的[影像監視]後,切換到影像監視畫面。
1.11.2 檢查有無零件
對於符合以下條件的零件,通過影像處理來檢查吸嘴是否吸取了零件。
· Vision Type 是 10、18、20、100、124、180 中的一個。
· 是用吸嘴處理的零件。
· 可一次性取入影像的尺寸。
屬於零件吸取後的影像處理,當檢查出亮 R 度強於吸嘴,面積在 0.25mm×0.30mm 以
上的物體時,機器則判斷為吸嘴已將零件吸取。
第 2 部 第 1 章 基本操作
Edition1.0 2-1-25 XP-142E 系統手冊
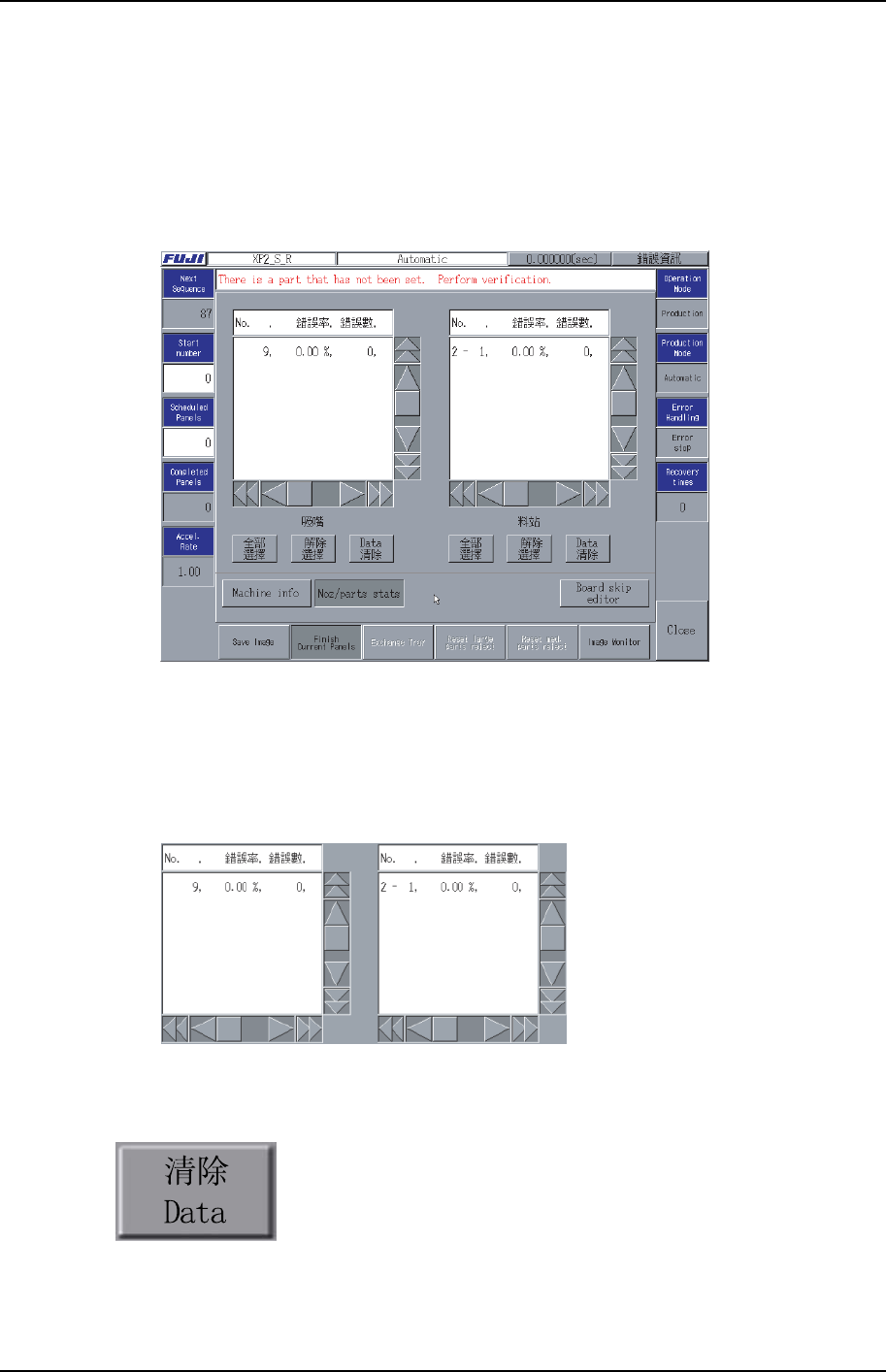
1.11.3 吸嘴站的統計資訊
通過前述動作條件設定中的統計資訊設定可顯示吸嘴/料站的錯誤狀況的資料。機器自
動運轉過程中也可確認這個資料。
要在機器自動運轉過程中閱讀資料,請從[自動]畫面中選 擇[吸嘴/料站統計資訊]。
XP2S2249T
[資料顯示一覽表]
顯示吸嘴·料站的錯誤率最高的前 5 位。(其他的可通過操作捲軸顯示。 )
一覽表裏的顯示專案包括吸嘴·料站以及[No,錯誤 率,錯誤數,總吸取數]。
XP2S2250T
[統計資料手動復位]
將選擇的吸嘴/料站統計資料進行復位的指令。
在機器的自動運轉過程中處於無效狀態。