XP142 系统手册.pdf - 第120页
第 3 章 編輯器 第 3 部 XP-142E 系統手冊 3-3-4 Edition 1.0 料站 No. 是零件供應單元,將裝載料帶供料器或 料盤的地方稱為料站。 請輸入可以搭載零件的料站 No. 。 (1~40 , 101 , 102 , 111 ~ 1 9 2 ) 定位點 No. 指定定位點號嗎。 只要不與其他號碼相重複, 任何號碼都可以輸入, 但只有在讀入定位 元點的順序中 才 有 效 。 (1 ~255) 主定位點 No. 設…

第 3 部 第 3 章 編輯器
Edition 1.0 3-3-3 XP-142E 系統手冊
專案說明:
選擇領域 (順序 No.)
將順序的 No.自動顯示。
子基板 No. (0~255)
是 1 塊基板(PCB)由多個具有相同類型的子基板構成時的各個子基板的識別號。生產中
使用的基板不是如上的拼板時請設定為“0”。生產的基板是拼板時,以下列方式中的一
種生成順序資料:
· 以特定的子基板 No.作為“1”並以手工輸入其子基板內的順序後,以其資料為依
據,在機器側進行擴展,自動生成所需要的其他子基板的順序。
· 手工輸入的子基板 No.以及所有子基板的順序。
順序種類
順序的種類從以下之中選擇並指定。
B: 基板跳過定位點讀取順序
D:貼裝順序
F: 基準定位點讀取順序
X 座標
請輸入基板上 X 方向的座標。
當與 FUJI 的程式原點(基板的右下角開始 X 方向為-5mm,Y 方向為-5mm 的座標)不
同的基準點開始輸入座標時,必須以基板資料的原點修正量 X 作為修正值輸 入。
(-650.00mm~650.00mm)
Y 座標
請輸入基板的 Y 方向的座標。
當與 FUJI 的程式原點(基板的右下角開始 X 方向為-5mm,Y 方向為-5mm 的座標)不
同的基準點開始輸入座標時,必須以基板資料的原點修正量 Y 作為修正值輸 入。
(-650.00mm~650.00mm)
角度
請根據需要以貼裝角度 0°為基準輸入角度。
所謂貼裝角度 0°的方向是指創建零件資料時的方向。
供料平臺 No.
裝載 MFU、MTU 等的零件供應單元的機器部分稱為供料平臺。在 XP 系列機器上,前
側是供料平臺 1,後側是供料平臺 2。請輸入裝載有零件一側的供料平臺 No.。(1,2)

第 3 章 編輯器 第 3 部
XP-142E 系統手冊 3-3-4 Edition 1.0
料站 No.
是零件供應單元,將裝載料帶供料器或料盤的地方稱為料站。
請輸入可以搭載零件的料站 No.。(1~40,101,102,111~192)
定位點 No.
指定定位點號嗎。只要不與其他號碼相重複,任何號碼都可以輸入,但只有在讀入定位
元點的順序中才有效。(1~255)
主定位點 No.
設定作為貼裝零件的主要基準的定位點 No. (1~255)。
子定位點 No.
設定作為貼裝零件的子基準的定位點 No. (1~255)。
定位點名
輸入要進行讀取的定位點名。有多個定位點時請務必輸入定位點名。只在定位點讀取順
序中才有效。(最多可輸入 23 個字元)
子基板跳過
在特定的子基板上不貼裝全部零件時,請在這個欄位上選擇 1。
0:不跳過。 1:執行子基板跳過。
供料器跳過
不貼裝特定零件時,請在這個欄位上選擇 1。
當供料器跳過時,在同一個料站中的某一個順序上選擇跳過時,相應的全部順序都跳過。
0:不跳過。 1:執行供料器跳過。
順序跳過
當特定的順序有必要跳過時選擇 1。
0:不跳過 1:執行順序跳過
第 3 部 第 3 章 編輯器
Edition 1.0 3-3-5 XP-142E 系統手冊
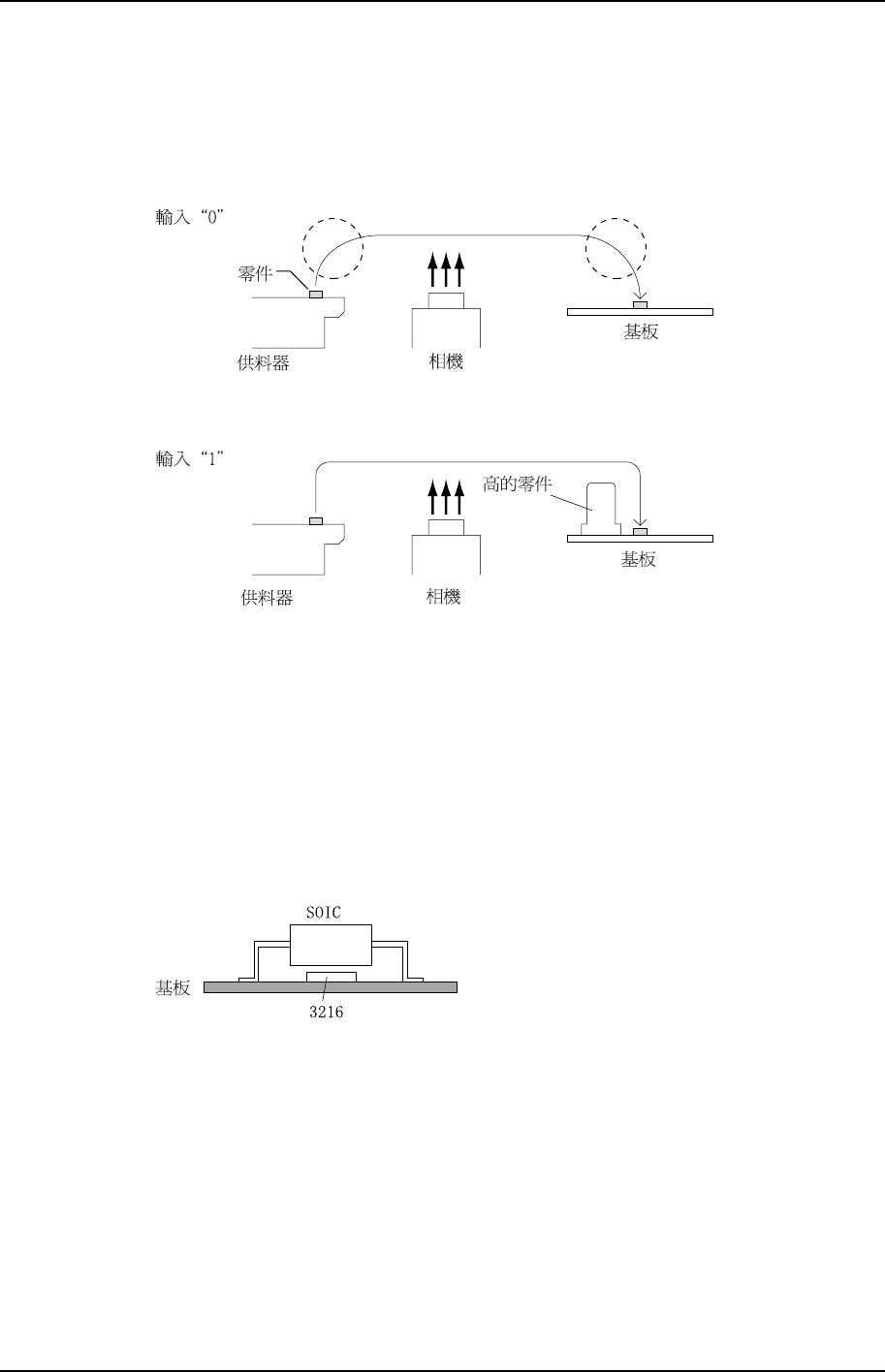
搬運範本
請參考下圖,選擇貼裝零件時的軸的動作。
(在有貼裝順序的座標一側,預先在有高的或大零件的貼裝順序時選擇「1」可以防止貼
裝時的干涉)。
MCSX312T
0:拱型移動 1:門型移動
終端
如下圖那樣貼裝的話,在貼裝 3216 時發生錯誤,若先貼裝 SOIC,則不能貼裝 3216。
在 3216 的順序的這個欄位設定 1 後,到其順序為止的零件若未被全 部貼裝則這個零件
不會被貼裝。
MCSX313T
0:不運行終端程式 1:運行終端程式