XP142 系统手册.pdf - 第76页
第 2 部 第 1 章 基本操作 Edition1.0 2-1-39 XP-142E 系統手冊 1.19 日 期和時 間 的 設 定 可從機器主 功能 表中 設 定 日 期和時 間 。 操作步驟 1. 在 [ 主畫面 ] 上, 依次選擇 [ 維修 保 養 B] 和 [ 日 期和時 間 ] , 顯示出 [ 日 期和時 間 ] 畫面。 2. 輸入新的 日 期和時 間 的 設 置。 3. 設 定的內 容 正確時,依次選擇 [ 對時 ] 、 […
第 1 章 基本操作 第 2 部
XP-142E 系統手冊 2-1-38 Edition1.0
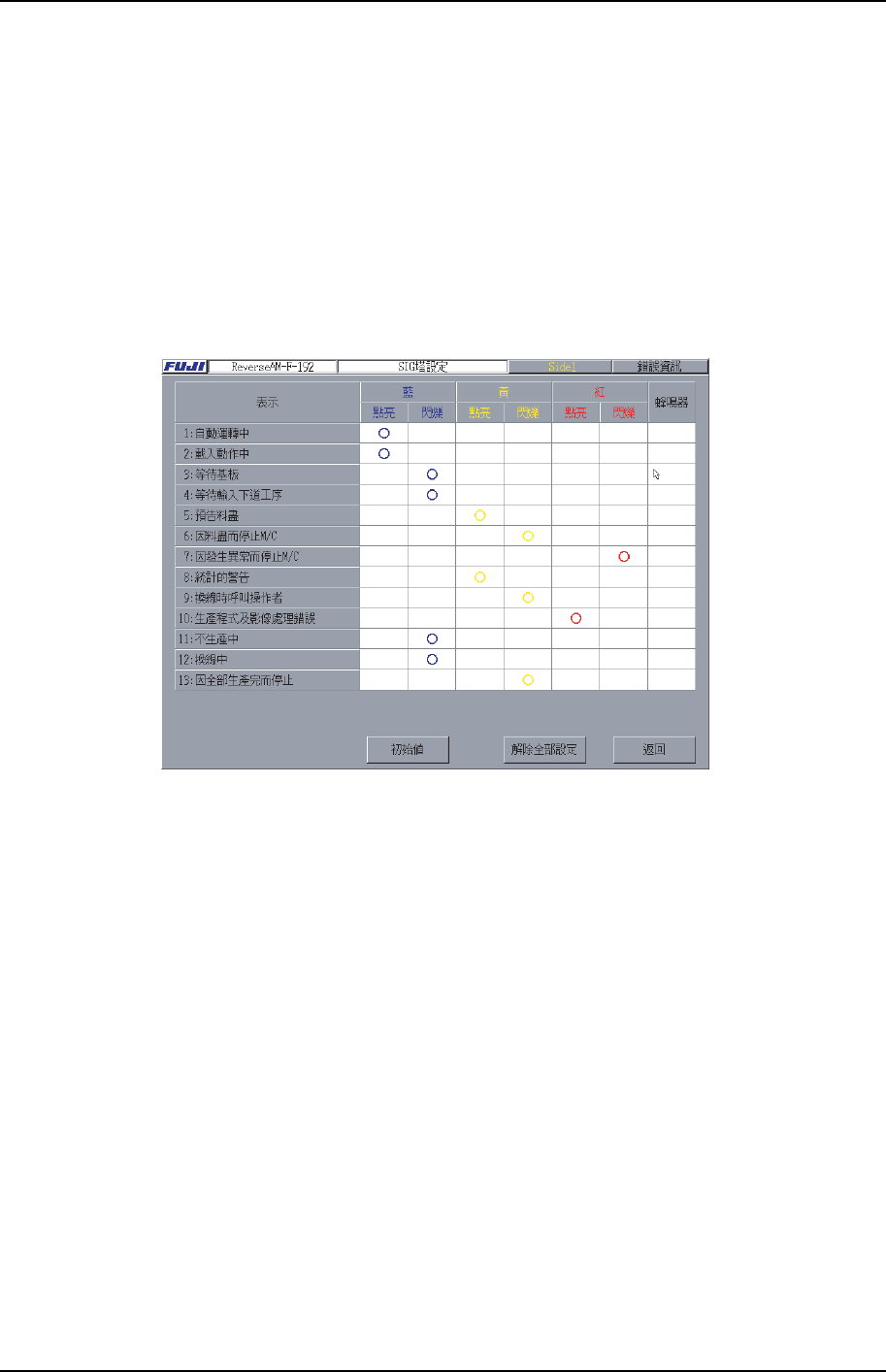
1.18 信號塔的設定
可從機器主功能表中指定信號塔的設置:燈亮/燈閃爍。
操作步驟
1. 在[主畫面]上依次選擇[維修 保養 B]和[SIG 塔設定],螢幕上將 會顯[SIG 塔設定]
畫面。
2. 對各項分別設定信號塔的顏色、點亮/閃爍、蜂鳴器等。已設定的專案顯示為“○”。
3. 設定的內 容正確時,選擇[返回]後結束設定操作。
XP2S2147T
※ [14∶料站變更警告]為選項。

第 2 部 第 1 章 基本操作
Edition1.0 2-1-39 XP-142E 系統手冊
1.19 日期和時間的設定
可從機器主功能表中設定日期和時間。
操作步驟
1. 在[主畫面]上,依次選擇[維修保養 B]和[日期和時間],顯示出[日期和時間]畫面。
2. 輸入新的日期和時間的設置。
3. 設定的內 容正確時,依次選擇[對時]、[對時]、[返回]鍵,結束 設定操作。
XP2S2018T
1.20 觸摸屏的校準
在按觸摸屏時,選擇的部分和其他地方顯示出指示符時,請進行修正。
操作步驟
1. 在[主畫面]上依次選擇[維修 保養 A]和[觸摸屏校 準]鍵。停止操作時,請選擇[取消]。
2. 選擇左上角和右下角的十字記號。
第 1 章 基本操作 第 2 部
XP-142E 系統手冊 2-1-40 Edition1.0
1.21 接收 MCS/2 生產程式
機器能通過 RS-232C 從 MCS/2 主電腦系統中傳送生產程式。
操作步驟
1. 在 MCS/2 主電腦中,備有用於 CP-6(M)、CP-642(M)或 CP-643(M)的生產程式。
本機器可從 MCS/2 模擬識別 CP-6(M)、CP-642(M)或 CP-643(M)。
備註) 由於本機器只有 2 台 MFU 單元(100 個料站/8 毫米料帶寬度計算),超出這個容量
的料站資料將無法使用。此外、在 MCS/2 主系統中有關編制程式和生產線設定等,
請參考專用手冊。
2. 在[主畫面]上,依次選擇[程式]、[接受 MCS/2 程式]。
3. 通過 MCS/2 傳送生產程式。
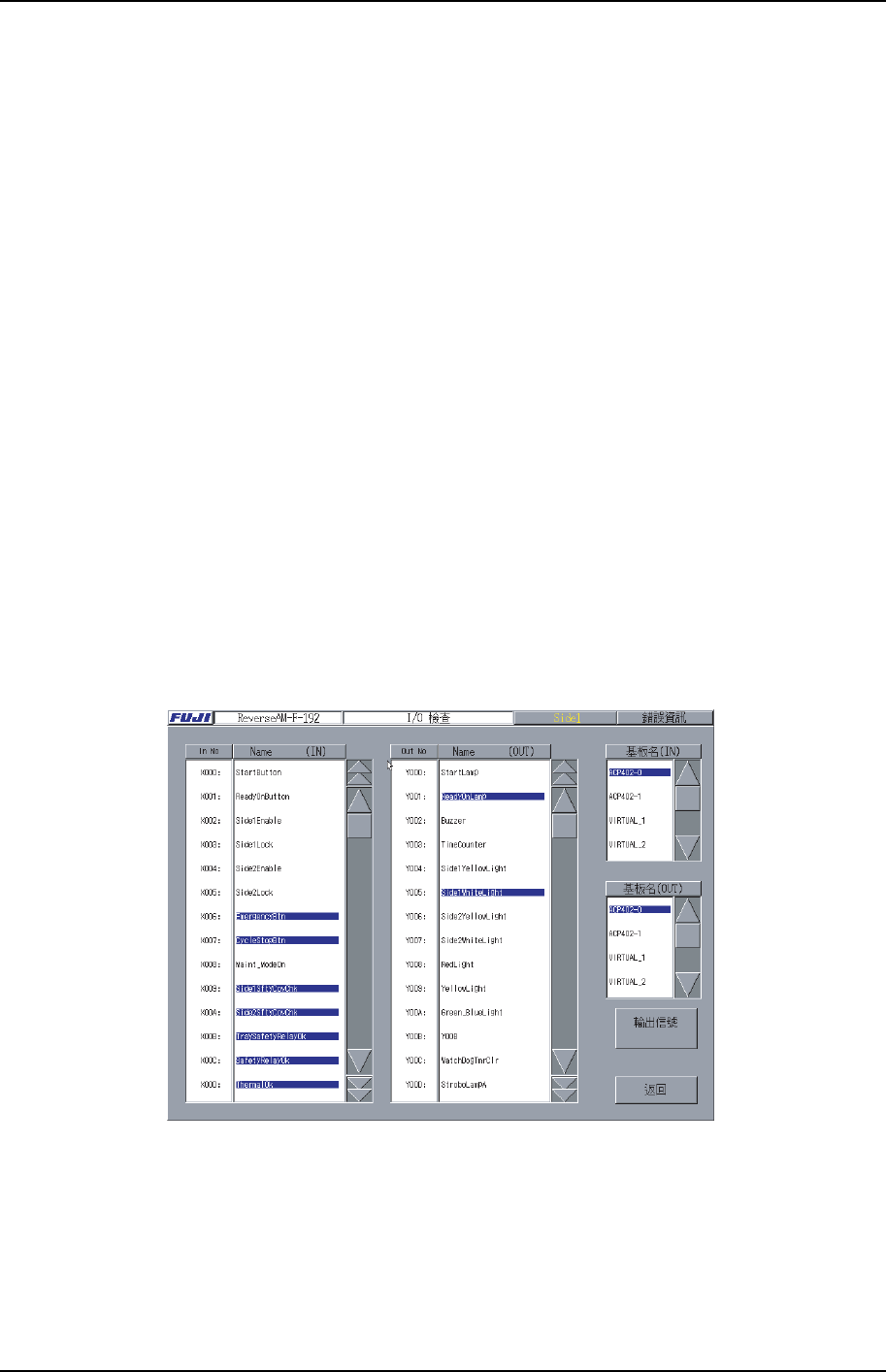
1.22 I/O 檢查
在 I/Q 檢查畫面上顯示輸入·輸出信號的狀態。另外,也能用手動操作 信號燈 和汽缸等。
操作步驟
1. 在[主畫面]上,依次選擇[維修 保養 A]和[I/Q 檢查],顯示出[I/Q 檢查]畫面。
2. 在輸出側進行手動操作時,選擇[Out No]的專案將顯示變為藍色後,選擇[輸出信
號 ON]鍵。要停止輸出信號時,請選擇[輸出信號 OFF]。
XP1S2059T
3. 選擇[返回]後返回[主畫面]。