XP142 系统手册.pdf - 第130页
第 3 章 編輯器 第 3 部 XP-142E 系統手冊 3-3-14 Edition 1.0 專案說明 選擇 範圍 ( 平臺 - 料站 No .) 顯示平臺 - 料站 No. 。 在順序資料中供料器跳過為“ 1 ”時顯示 紅色 。 零件編號 設定在料站上裝載的零件的零件編號 ( 最 多可輸 入 30 個 字 元 ) 。 次料站 No. 次料站是 防止 因料 盡而頻繁停 機、 當使用的料站零件料 盡 後可以從 另外 的料站吸取 而預 先…
第 3 部 第 3 章 編輯器
Edition 1.0 3-3-13 XP-142E 系統手冊
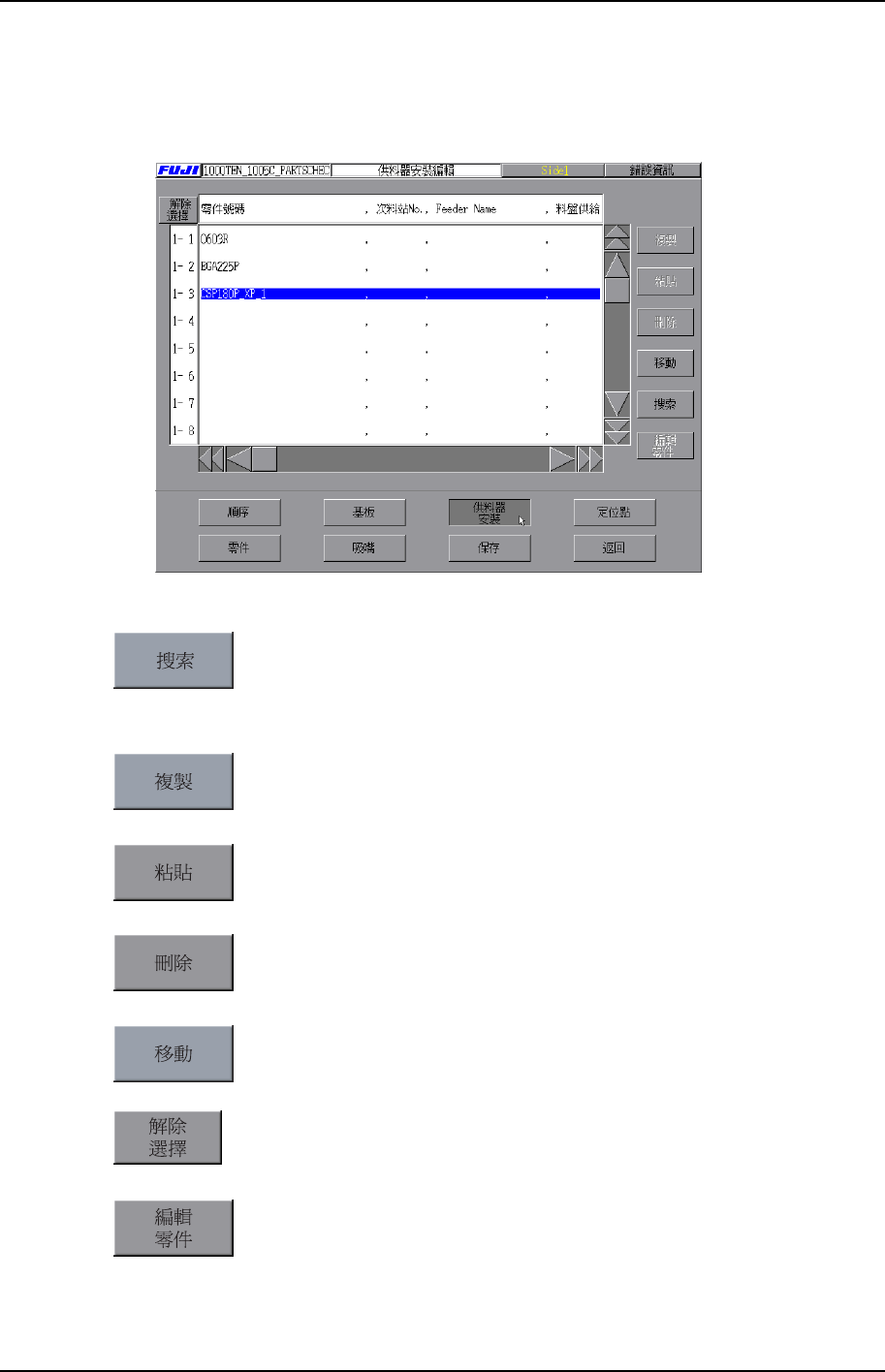
3.4 供料器安裝的編輯
供料器安裝的編輯用於設定在哪個料站安裝哪個零件的資訊的編輯器。
XP2S2163T
操作鍵說明
以下所示按下鍵是對於位於畫面左側領域所選擇的行進行處理:
在供料器內搜尋指定的字串或資料。
複製所選擇行的資料到剪貼板上。
在所選擇行之前插入剪貼板上的資料。
刪除所選擇行並將後面的行自動上移。
可以移動或更換供料器位置。
解除所有的選擇。
在零件編輯畫面中所選擇的行上編輯貼裝的零件。
第 3 章 編輯器 第 3 部
XP-142E 系統手冊 3-3-14 Edition 1.0
專案說明
選擇範圍 (平臺-料站 No.)
顯示平臺-料站 No.。
在順序資料中供料器跳過為“1”時顯示紅色。
零件編號
設定在料站上裝載的零件的零件編號(最多可輸 入 30 個字元)。
次料站 No.
次料站是防止因料盡而頻繁停機、當使用的料站零件料盡後可以從另外的料站吸取而預
先準備的設定。
注意)1. 使用此功能時,如下所示必須以環狀指定。
1-14 1-15 1-16 1-14
XP2S2164T
No.
AAA
AAA
AAA
15
16
14
1-14
1-15
1-16
注意) 2. 此設定不適合兩個不同供料平臺上的次料站。
(例) 1-14→2-15→1-14
供料器名稱 (當前不支持)
以最大不超過 20 個字元設定使用的供料器名。
料盤供應方向 (當前不支持)
是料盤托架上的料盤的安裝方向的設定。
0∶0 度 0∶90 度
2∶180 度 0∶270 度
注解
以最大不超過 30 個字元設定注解。生產中出現錯誤畫面時,顯示供料平臺 No.、料站
No.和注解。
第 3 部 第 3 章 編輯器
Edition 1.0 3-3-15 XP-142E 系統手冊
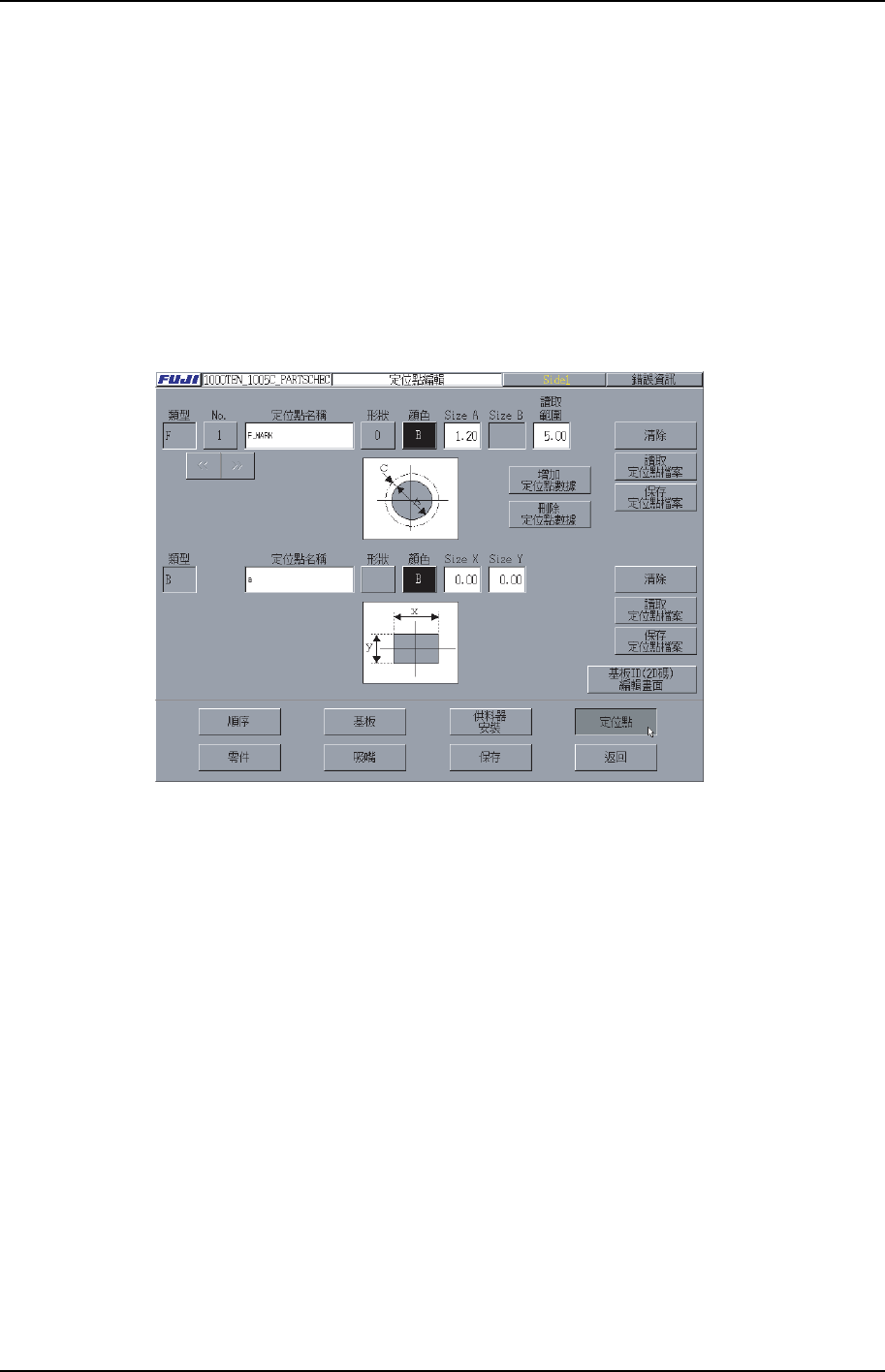
3.5 定位點編輯
定位點編輯器用於設定各種定位點的相關資料。
分為基準定位點編輯畫面和基板 ID(2D 代碼)編輯畫面。由於定 位點種類不同編輯項目
也不同,所以只設定必要的項目。設定的定位點數據可保存和讀取,所以已註冊的資訊
可以再次使用。此外,定位點數據的最大註冊數為 16。
基準定位點編輯畫面
本畫面的上方是基準定位點編輯區域、下方是子基板跳過定位點編輯區域。
XP2S2165T
· [進入基板 ID(2D Code) 編輯畫面]鍵
移動至基板 ID(2D Code)編輯畫面。
<基準定位點編輯區域>
· [No.]鍵
顯示基準定位點的編號。按下此鍵,顯示基準定位點的一覽表畫面。可在該畫面
中編輯選擇的基準定位點的資料。
注意) 該編號只能在定位點編輯畫面中使用。不記入在生產程式中。
· [定位點名]文本框
輸入定位點名。(最多可輸入 23 個字元)
· [形狀]鍵
選擇該此鍵後選擇顯示的形狀的圖,並選擇定位點形狀。
· [顏色]鍵
選擇該鍵,指定使用定位點的亮度為[白色]或者[黑色]。
· [SizeA]文本框
輸入 SizeA 的尺寸。(輸入範圍 0.20~3.50mm)