XP142 系统手册.pdf - 第58页
第 2 部 第 1 章 基本操作 Edition1.0 2-1-21 XP-142E 系統手冊 機器資訊 顯示機器資訊畫面 ( 自動生產 初 始畫面 ) 。 吸嘴 / 料 站 統 計 資訊 顯示吸嘴 / 料 站 統 計 資訊畫面。 子 基板 跳過信息 顯示不 更 改 生產程式 就能跳過 任 意 的 子 基板的 編輯 器。 排 出位置復位 在中 型 不 良零件 排 放盤處將 廢棄零件 的位置 暫 時 清 除。 影像 監 視 進行 影像 處…
第 1 章 基本操作 第 2 部
XP-142E 系統手冊 2-1-20 Edition1.0
XP2S2243T
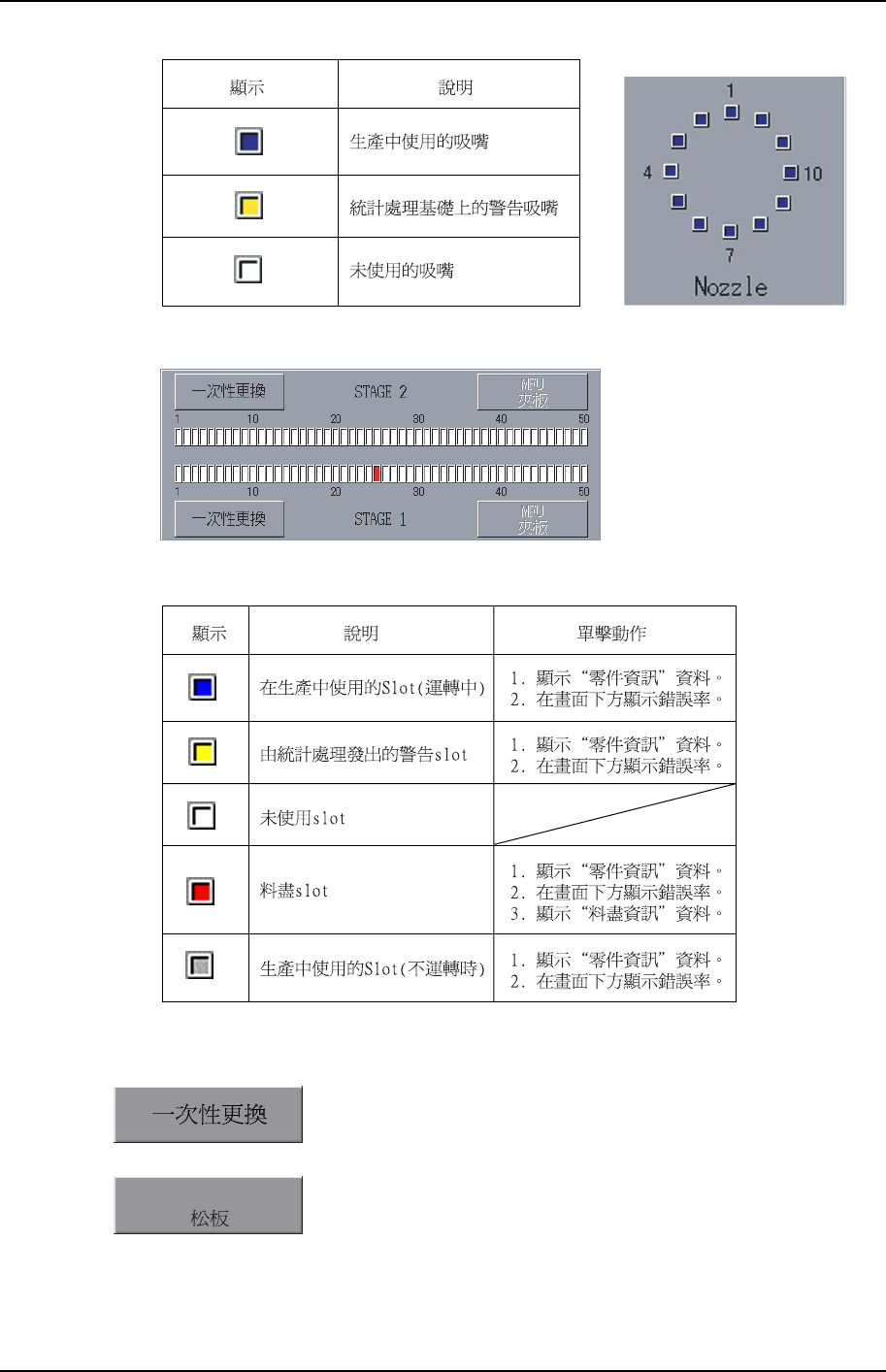
顯示各吸嘴的狀態。
XP1S2168T
顯示供料平臺
XP2S2244T
顯示 Slot 的狀態
MFJ
選擇此按鍵,使平臺上所有 Slot 進入零件安裝 狀態。
MFU 松板。
XP1S2256

第 2 部 第 1 章 基本操作
Edition1.0 2-1-21 XP-142E 系統手冊
機器資訊
顯示機器資訊畫面(自動生產初始畫面)。
吸嘴/料站統計資訊
顯示吸嘴/料站統計資訊畫面。
子基板跳過信息
顯示不更改生產程式就能跳過任意的子基板的編輯器。
排出位置復位
在中型不良零件排放盤處將廢棄零件的位置暫時清除。
影像監視
進行影像處理的監視。
1.7 完成目前的基板
生產中的基板(在主搬運軌道上)的生產結束後,在進入排出搬運軌道 時可以使機器自動
停止的運轉。
操作步驟
1. 在機器自動運轉過程中,依次選擇[自動]和[完成目前的基板]。並 且、取消這個功
能時,請選擇[完成目前的基板]。
2. 生產中的基板的生產結束後,在進入排出搬運軌道時機器會自動停止運轉。
1.8 料盡料站的補充
生產過程中發生[料盡]、[影像處理錯誤]等問題時,機器會顯示出錯誤資訊畫面。關閉
錯誤資訊畫面後,只要進行料盡的料站的零件補充(料站檢查),就可以再次開始自動運
轉。
此外,所謂料站檢查是指選擇 1.6 內的[運轉中的畫面顯示]中的[更換完成]、[一次性更
換完成]鍵,使機器進入零件安裝狀態。
運行料站檢查的條件可由固 有值“__DeviceSetChkUse”設定。
0:不進行料站檢查。關閉錯誤 畫面後,所有料站自動進入零件安裝狀態。
1、2: 只有發生料盡、吸取錯誤的料站才需要進行料站檢查。發生影像處理錯誤
的料站會自動進入零件安裝狀態。
3: 發生料盡、吸取錯誤、畫像處理錯誤的料站全部需要進行料站檢查。
第 1 章 基本操作 第 2 部
XP-142E 系統手冊 2-1-22 Edition1.0
1.9 機器的停止和重新啟動
機器的緊急停止
· 按下機器上的[緊急停止]按鈕。
·按下[緊急停止]按鈕後,切斷供應給伺服系統的 200V 電源,機器立即停止運轉。
該按鈕是鎖定式的,解除時請將其順時針旋轉。
· 重新開始運轉時,解除[緊急停止]按鈕後,請依次按下[運轉準備]以及[啟動]按鈕。
結束當前的週期後機器停止運轉
·按下[週期停止]按鈕。結束當前動作中的週期,機器停止運轉。即使按下[週期停
止]按鈕,也不能切斷 200V 電源。
· 要使機器重新啟動,請按下[啟動]按鈕。
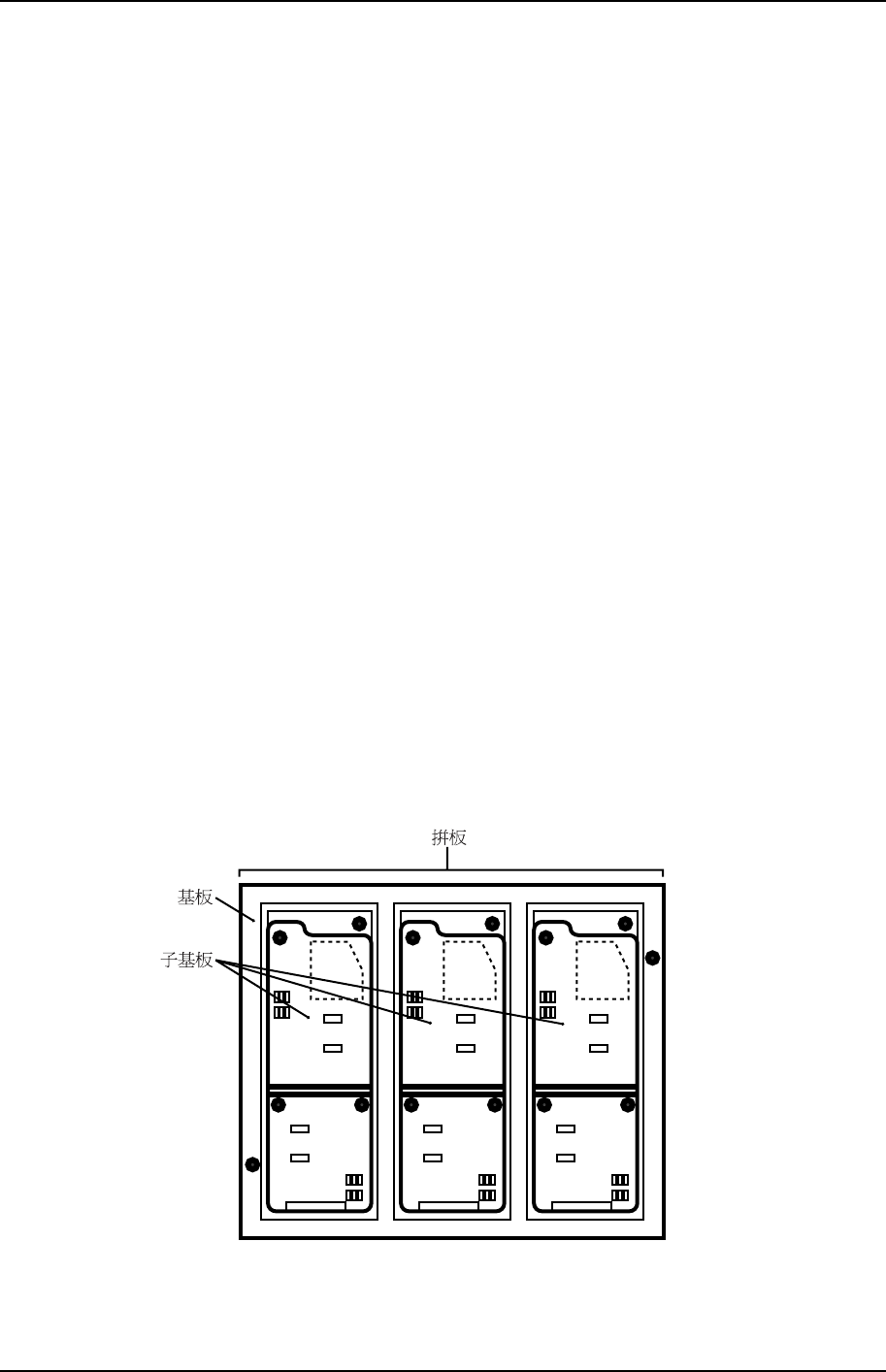
1.10 子基板跳過
在進行拼板生 產的時候,由於子基板有缺陷等原因。可 以指定某個子基板不必生產(跳
過)。使用 2 種方法設置子基板的跳過。
· 由生產程式進行子基板跳過
設定子基板跳過可在生產程式中預先設定要跳過的子基板。
· 由跳過定位點自動進行子基板跳過
· 在基板上讀取所設定的子基板跳過定位點,當機器檢驗子基板上相應的定位點時,
將自動跳過子基板的生產。有關在程式上設定子基板跳過定位點的方 法,請參照
關於在程式上讀取已設定的定位點的主機系統手冊。
XP1S2032T