XP142 系统手册.pdf - 第99页
第 3 章 生產資訊的顯示功能 第 2 部 XP-142E 系統手冊 2-3-12 Edition 1.0 伺服 OFF 時間 • 展開物件時間 內 機器因 某 種 原 因 而 使 伺服 處於 OFF( “因 發 生 異常而 使機器 停止 ”處 於 ON) 的狀態到重新處於 伺服 ON 時間為 止 的時間。但是,因“ 發 生 異常而 使機器 停止 ”不 包括 ON 零 件供 應 時間、 運 轉中的 停止 時間。 % ∶ [ 伺服 OFF…

第 2 部第3 章 生產資訊的顯示功能
Edition 1.0 2-3-11 XP-142E 系統手冊
電源 ON 時間
• 表示機器在統計時期內電源 ON 的狀態。
• 如果已指定了時間範圍,則電源 ON 時間即此時間範圍內的記錄時間。
• 如果已指定了程式,則電源 ON 時間即此時間範圍內的記錄時間。
• 如果已指定了時間範圍和程式,則電源 ON 時間即指定的程式內的記錄時間。
• 如果已指定了記錄檔案,則電源 ON 時間即此記錄檔案從開始項到結束項的合計時
間。
%∶[電源打開時間/統計時間]
條件物件外時間
• 顯示在時間範圍內統計生產資訊時未選定的其他的生產程式的開始時間~結束時間
的合計時間。
在時間單位以外統計生產資訊時為 0。
%∶[條件對象外時間/電源 ON 時間]
取出所需要的生產時間段以內的資訊
• 顯示時間範圍內統計生產時間時選定生產程式開始時間~結束時間時 間總和。
在時間單位以外統計生產資訊時與展開物件時間一致。
%∶[展開對象時間 /電源 ON 的時間]
運轉時間
• 表示在展開物件時間內機器進行自動運轉處理的時 間([自動運轉]處於“ON”)。
• 在畫面的中心顯示運轉的詳細時間。
%∶[自動運轉時間/展開對象時間]
補充零件時間
• 展開物件時間內的自動運轉中由於斷料而使機器自動停止。([因料盡而使機器自動
停止]處於 ON),即從機器因缺料停止到重新啟動運轉為止的時間,包括讀取其他程
式、關機等。
• 在自動運轉期間,當機器檢測到“因缺料而使機器停止”的瞬間就會停止生產。
• 畫面中央顯示補充零件時間的詳細說明。
%∶[機器因缺料而停止的時間/展開對象時間]
運轉中的停止時間
• 展開對象時間內的自動運轉中機器因某種原因停止到重新啟動運轉為止的時間,包
括讀取其 他程式、關機等。
• 自動運轉期間檢測到由於影像處理造成的停止的瞬間就會就會停止生產。
• 畫面中央顯示運轉中的停止時間的詳細說明。
%∶[影像處理造成的停止所引起的停止時間/展開對象時間]

第 3 章 生產資訊的顯示功能 第 2 部
XP-142E 系統手冊 2-3-12 Edition 1.0
伺服 OFF 時間
• 展開物件時間內機器因某種原因而使伺服處於 OFF(“因發生異常而使機器停止”處
於 ON)的狀態到重新處於伺服 ON 時間為止的時間。但是,因“發生異常而使機器
停止”不包括 ON 零件供應時間、運轉中的停止時間。
%∶[伺服 OFF 時間/展開對象時間]
待機時間
• 展開物件時間內機器沒有運轉的 狀態 (“待機時間”處於 ON)到取消此狀態(“待機
時間”處於 OFF)的時間。
%∶[準備時間/展開對象時間]
因完成生產數後而停止
結束設定的生產量的運轉到按下在確認完成對話框的[OK]鍵的時間(“因完成生產
數後而停止”處於 ON)。
• 在自動運轉期間,機器檢測到生產塊數完成而停止的瞬間就會停止生產。
%∶[生產塊數完成而停止/展開物件時間]
運轉詳細時間
順序處理中
• 在按下[啟動]按鈕後,顯示機器的自動運轉處理的時間。
• 是從[自動運轉時間]中減去[載入動作中的時間]+[等待基板 時間] + [等待輸入次工序]
的時間。
• 是在自動運轉期間,實際順序處理時間的比例。
%∶[自動運轉時間—(載入動作中的時間 + 等待基板時間+等待輸入次工序)/運轉
時間]
在裝載動作中
• 在自動運轉中,為搬運基板的載入運轉 ON 時間([在裝載動作中]為 ON)。
%∶[載入動作中的時間/總操作時間]
等待基板
• 在自動運轉期間,儘管機器的主搬運軌道處於取入基板的狀態,但前一道工序沒
有基板([等待基板]處於 ON)時的等待時間。
%∶[等待基板時間/總操作時間]
等待輸入次工序
• 在自動運轉期間,儘管機器的主搬運軌道處於排出基板的狀態,但前一道工序沒
有基板([等待輸入次工序]處於 ON)時的等待時間。
%∶[等待下一步指令的時間/總操作時間]
第 2 部第3 章 生產資訊的顯示功能
Edition 1.0 2-3-13 XP-142E 系統手冊
補充零件詳細時間
確認等待時間
• 顯示出影像錯誤的對話框到按下[料盡]鍵的時間 。
%∶[確認等待時間/零件補充時間]
補充時間
• 顯示從確認等待時間的末端到重新啟動運轉的一段時間。其間包括讀取其他程式 、
關機等。
%∶[補充零件中時間/零件補充時間]
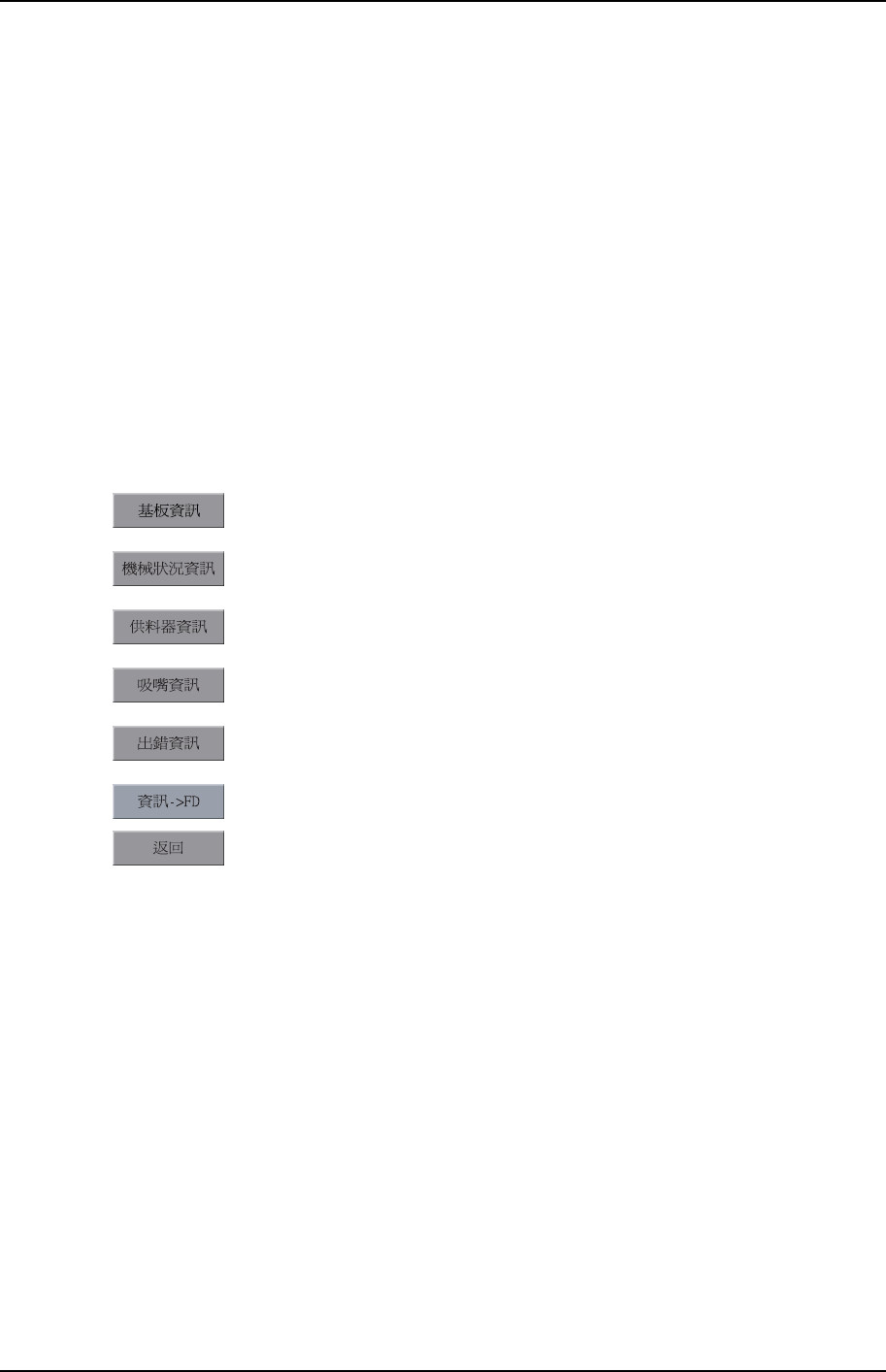
操作按鍵說明
移到基板資訊畫面。
移到機器狀態資訊畫面。
移到供料器資訊畫面。
移到吸嘴資訊畫面。
移到錯誤資訊畫面。
將全部的生產資訊保存到軟碟上。
關閉此畫面,返回生產資訊顯示條件的設定畫面或記錄檔的選擇畫
面。