IPC-D-279 EN.pdf - 第119页
can also be used as a process control measure once the process is under control. J-8.0 ISSUES AND CONCERNS OF TESTING J-8.1 Test Equipment The tester used with certain high- density assembly technologies may itself have …

There are also issues associated with the type of test equip-
ment used. Each tester has capabilities and limits which
can affect its ability to check product functionality. These
should be catalogued on-line and automatically enforced so
that all test programs developed will work properly with
the target test equipment. There are several software prod-
ucts available which streamline test vector generation and
simplified simulation can be useful. The major methods of
improving testability follow in the sections below.
J-7.1 Ad Hoc Techniques Test access pins, multiplexers,
control gates, test buses, embedded test software and other
cases where specific approaches are used to improve the
controllability, observability, and partitioning.
J-7.2 Structured Techniques Scan methods such as
level sensitive scan design (LSSD), scan set, and random
access scan alter sequential storage elements within the
device logic to act as serial shift registers. These scan tech-
niques allow automatic test generation and can be com-
bined with boundary-scan and built-in-self-test (BIST)
approaches for a very comprehensive approach to test.
J-7.2.1 Boundary-Scan Boundary scan is a structure
digital DFT technique which places a serial access path
(scan path) around the periphery (boundary) of the device
logic. Its main purpose is to provide test access for verify-
ing the integrity of interconnects at the assembly level by
means of a 4-wire serial bus. The boundary-scan architec-
ture allows three main types of testing.
1. External Test: This mode allows verifying the inter-
connections between the IC and external test equip-
ment or other ICs, including the circuit traces, bond
wires backplanes, and connectors. Open circuit,
bridging fault or stack fault conditions can also be
detected.
2. Internal Test: Internal test allows individual compo-
nents to be tested as though they were free-standing
devices. The large serial vectors required and lengthy
run time are drawbacks to this method. A more effec-
tive means of internal test is boundary-scan coupled
with at speed BIST circuitry.
3. Sample Mode: This feature allows monitoring of
device I/O pins during normal operation of the sys-
tem without affecting circuit operation.
Although boundary-scan is primarily aimed at dc type test-
ing the basic IEEE 1149.1/JTAG architecture can be
extended to achieve other test methods.
J-7.2.2 BIST BIST is synonymous with built-in-test
(BIT) and self-test. It can be defined as the capability of a
system to test itself with little or no external test equip-
ment, or manual intervention techniques are used to create
on-chip hardware for input stimulus generation and output
response evaluation. Functional and structural techniques
that allow circuit modified registers can be used to provide
stimulus and response capability.
J-7.2.3 Boundary-Scan Coupled with BIST Boundary-
scan coupled with BIST provides a hierarchical approach
to testing from the wafer level to system level. Test rou-
tines developed by the IC manufacturers can be reused at
all successive higher levels of assembly.
J-7.3 Resistive Testing with Flying Probes The most
straight forward method of testing is with two moving
probes using resistance to detect faults. This method elimi-
nates dependence on expensive fixtures and provides a
simple, straightforward way of testing. Probe tip designs,
mechanical stage accuracy, and pad damage issues must be
dealt with.
J-7.4 Capacitance Testing Capacitance testing is done
with a single moving probe. New capacitance measure-
ments are made with reference to an external conductive
reference plate or an internal substrate conductive plane.
The speed advantage over resistance testing is obvious
since the number of tests required is equal to the total
number of net nodes on the substrate, a linear function of
complexity.
J-7.5 Combined Resistance/Capacitance Testing To
eliminate lengthy resistance test time and improve the qual-
ity of the test method, combining both capacitance and
resistance testing can be used. When capacitance and resis-
tance instrumentation are combined for testing, it only
takes a software change to perform other tests and diagnos-
tics.
J-7.6 Glow Discharge Glow discharge testing provides a
way of optically detecting opens and shorts. The substrate
under test is placed in a chamber which is evaluated and
then back-filled with an inert gas such as argon. A single
moving probe contacts one node of each network to apply
a voltage to the net which then appears on all top surface
nodes of the net. The visible glow of each node is viewed
through a window in the top of the changer by a scanning
photometer.
J-7.7 Automatic Optical Inspection (AOI) AOI can
detect feature defects that might cause electrical opens and
shorts. AOI is computational intensive and generally uti-
lizes highly specialized image analysis data processors to
achieve acceptable inspection time. A major issue involves
achieving adequate image contrast to reduce the inspection
problem to a binary (black/white) image. AOI and non-
contact probing are desirable in situations where hard prob-
ing can cause damage which reduces process yields. AOI
July 1996 IPC-D-279
107

can also be used as a process control measure once the
process is under control.
J-8.0 ISSUES AND CONCERNS OF TESTING
J-8.1 Test Equipment
The tester used with certain high-
density assembly technologies may itself have limitations
which must be considered. As single line conductor pitch
continues to fall, it becomes increasingly difficult to probe
all points, even if they are located on an outer layer. Probe
points on the test head become increasingly fragile. Copla-
narity of the test head and assembly is also a concern.
J-8.2 Test Points The distribution of test points routed
on or brought to an outside layer is also an issue. If they
are clustered together, too much pressure may be brought
to bear on a small area of fragile substrate. In particular,
dense circuits may have difficulty placing test points for all
desired nodes on an outside layer.
J-8.3 Costs Cost issues also need to be considered.
Reducing the test probe grid below 1.25 mm results in
more expensive test fixtures. Test probes with these spac-
ings are quite fragile and may require frequent placement.
Clam shell fixtures, which can simultaneously probe both
sides of an assembly, if required, are also costly. In addi-
tion, clam shell fixtures may be subject to timing problems
since back side wires in the test fixtures may be longer than
front side ones.
J-8.4 CAD/CAE Software A host of issues are associated
with the hardware and software platform on which CAD/
CAE software runs. They are beyond the scope of this
document. However, suffice it to say that CAD/CAE soft-
ware vendors must be attentive to the changing trends in
technologies; even with a large installed base, proprietary
platforms are already proving to be obsolete.
IPC-D-279 July 1996
108
Appendix K
Design for Manufacturability and Assembly Checklist
K-1.0 SUMMARY
Definition of manufacturability: a measure of the ease or
simplicity with which a product can be manufactured or
assembled.
These guidelines deal with Design for Manufacturability
(DfM) primarily at the detailed component and process
levels and the focus is on doing things right, particularly
with respect to improving quality and reliability; if the
DfM process is used early in the design process, the focus
can be on doing the right things in terms of system organi-
zation and setting testability expectations. More benefits
are derived from early use of conceptual design and DfM
processes.
Section Topics:
• Minimize number of parts
• Minimize number of part numbers
• Design for robustness (Design of Experiments)
• Eliminate adjustments
• Design for efficient and adequate inspection and test-
ing (testability)
• Eliminate engineering changes on released products
• Make assembly easy and foolproof (Poka-Yoke)
• Use repeatable, well-understood processes
• Choose parts that can survive (are compatible with)
process operations including rework, repair and main-
tenance
• Choose or design process for compatibility with sus-
ceptible parts
• Layout parts for reliable process completion
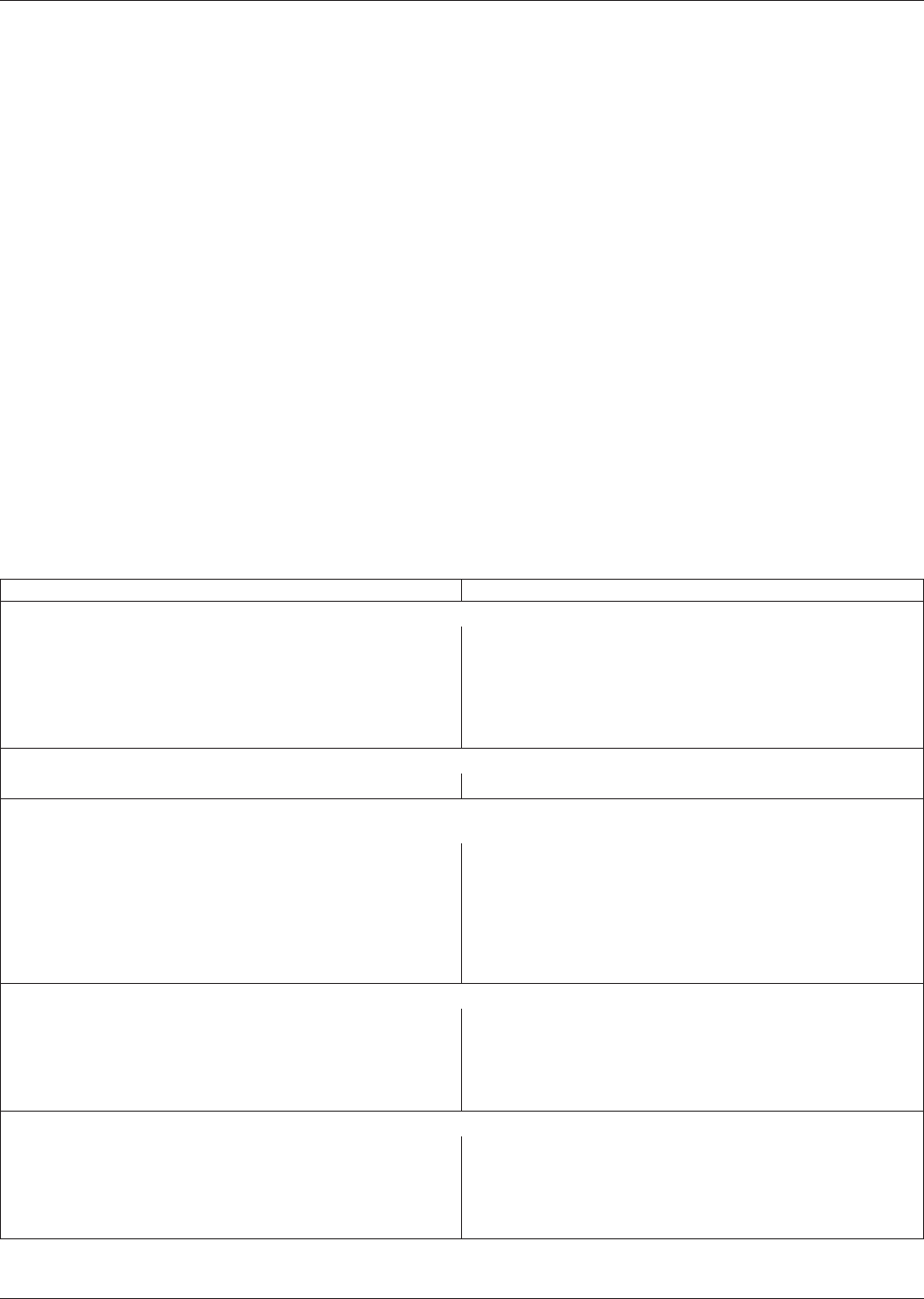
Table K-1 Checklist for Design for Manufacturability and Assembly
GUIDELINE AREA OF QUALITY/RELIABILITY IMPROVEMENT
Minimize Number of Parts
Fewer part and assembly drawings
Less complicated assemblies
Fewer parts to hold to required quality characteristics
Fewer parts to drift or fail
Fewer solder attachments to make or fail
‘Design Guidelines for Quality Improvement’
Fewer documents to control
Lower assembly error rate
Higher consistency of part quality
Higher reliability
Minimize Number of Parts
Fewer variations of like parts Lower assembly error rate
Design for Robustness (Design of Experiments)
Low sensitivity to component variability
PTH, via aspect ratio (AR) < 5:1 temperature
or use blind/buried vias
Use standard or preferred parts (EIA/JEDEC registered)
Use compatible SM land patterns (IPC-SM-782)
Higher first-pass yield and less degradation of
performance over time
Less sensitivity to cycling and thermal shock, lower failure rate
Fewer new failure modes and mechanisms
Fewer suppliers to manage
Widen process window
Increase assembly yield
Eliminate Adjustments
No assembly adjustment errors
Eliminate adjustable components with high failure rates
Eliminate change in adjustments under vibration and shock
Provide adjustments and compensation through software
Consider digitally switched resistor network
Higher first-pass yield
Lower failure rate
Design for Efficient and Adequate Inspection and Testing (Testability)
Less mistaking ‘‘good’’ for ‘‘bad’’ product and vice versa
Less effort to locate defects
Better control over rework/repair
Truer assessment of quality, less unnecessary rework
Faster diagnosis to root cause
Less service/maintenance time
More ‘‘up’’ time
Less part damage
July 1996 IPC-D-279
109