IPC-D-279 EN.pdf - 第45页
Appendix A Design for Reliability (DfR) of Solder Attachments A-1.0 SURFACE MOUNT SOLDER ATTACHMENT RELIABILITY The fatigue behavior of surface mount solder joints has been investigated experimentally in numerous studies…
Cooling Techniques for Electronic Equipment, 2nd Edition,
Dave S. Steinberg; Wiley Interscience, 1991, ISBN 0-471-
52451-4. Chapter 8 addresses combined vibration and ther-
mal stresses.
Shock and Vibration, 3rd Edition, Cyril M. Harris, Editor,
McGraw-Hill, 1987 ISBN 0-070026801-0
Structural Analysis of Printed Circuit Board Systems, Peter
A. Engel, Springer-Verlag, 1993, ISBN 0-387-97939-5 or
3-540-97939-5
9.17 Accelerated Life Testing
Electronic Materials Handbook, Volume 1, Packaging,
ASM International; 1989; ISBN 0-87170-285-1 (V.1)
Applied Life Data Analysis, Nelson, W., John Wiley &
Sons, NY, 1982 ISBN 0-070026801-0
Accelerated Testing: Statistical Models, Test Plans, and
Data Analyses, Wayne Nelson; John Wiley & Sons, 1990;
ISBN 0471-552-775
Accelerated Testing Handbook, Technology Associates,
1987
Applied Reliability, Tobias, P. A., and Trindade, D., Van
Nostrand Reinhold, 1985, ISBN-0-442-28310-5
‘‘How to Plan and Analyze Accelerated Tests’’, 1900.
ASQC Basic References in Quality Control: Statistical
Techniques, Order Entry Dept., American Society for Qual-
ity Control, 310 Wisconsin Avenue, Milwaukee, WI 53203
(800) 952-6587
‘‘How to Analyze Reliability Data’’, Volume 6, 1983,
ASQC as above.
See also IPC publication on Accelerated Reliability Testing
of Surface Mount Solder Attachments
9.18 Solder, Solderability, Soldered Assembly Quality
See ANSI/IPC J-STD publications on various Solder, Sol-
derability, Solder Assembly Quality
9.19 Solder Mask and Conformal Coating
Contamination Effects on Electronic Products, Carl J. Taut-
scher, Marcel Dekker, 1991
Electronic Materials Handbook, Volume 1, Packaging,
Merrill L. Minges, Technical Chairman, ASM Interna-
tional, 1989; see particularly sections 6, 7 and 9.
See also IPC documents on Solder Mask, Conformal Coat-
ing, SIR, IR, Cleaning, Surface Mount Land Patterns/
Configurations and Design Rules
9.20 General Reliability
AT&T Reliability Manual, Klinger, Nakada and Menendez
Editors, VNR, 1990, ISBN 0-442-31848-0.
Handbook of Reliability Engineering and Management,
2nd Edition Ireson, Coombs and Moss, Editors, McGraw-
Hill, 1996, ISBN 0-07-012750-6
Practical Reliability Engineering, 3rd Edition, Patrick D. T.
O’Connor, John Wiley & Sons, 1995, ISBN 0-471-96025
X
Handbook of Electromechanical Product Design, P. L. Hur-
ricks, Longman Scientific & Technical, 1994, ISBN 0-470-
04083-3
July 1996 IPC-D-279
33

Appendix A
Design for Reliability (DfR) of Solder Attachments
A-1.0 SURFACE MOUNT SOLDER ATTACHMENT
RELIABILITY
The fatigue behavior of surface mount solder joints has
been investigated experimentally in numerous studies. The
results of the studies that were carried out in a manner to
assure the same damage mechanism as the mechanism
operative in typical electronic products have yielded a
mathematical solder fatigue model. This model has been
expanded and augmented to its current form, presented in
this section, as additional test results became available.
The model is for uncoated solder attachments. The com-
plexity and vast differences in conformal coatings make it
impossible to develop a generic model that considers all
the variables. Products with conformal coatings should be
evaluated using test vehicles having the same coating and
test vehicles without the coating in order to assess the
impact of the coating on reliability.
A-2.0 DAMAGE MECHANISMS AND FAILURE
The reliability of electronic assemblies depends on the reli-
ability of their individual elements and the reliability of the
mechanical thermal, and electrical interfaces (or attach-
ments) between these elements. One of these interface
types, surface mount solder attachment, is unique since the
solder joints not only provide the electrical interconnec-
tions, but are also the sole mechanical attachment of the
electronic components to the printed board and often serve
critical heat transfer functions as well.
A solder joint in isolation is neither reliable nor unreliable;
it becomes so only in the context of the electronic compo-
nents that are connected via the solder joints to the printed
board. The characteristics of these three elements - compo-
nent, substrate, and solder joint - together with the use
conditions, the design life, and the acceptable failure prob-
ability for the electronic assembly determine the reliability
of the surface mount solder attachment.
A-2.1 Solder Joints and Attachment Types
Solder joints are anything but a homogeneous structure. A
solder joint consists of a number of quite different materi-
als, many of which are only superficially characterized. A
solder joint consists of:
(1) the base metal at the printed board
(2) one or more intermetallic compounds (IMC)—
solid solutions—of a solder constituent—
typically tin (Sn)—with the printed board base
metal
(3) a layer from which the solder constituent form-
ing the printed board-side IMC(s) has been
depleted
(4) the solder grain structure, consisting of at least
two phases containing different proportions of
the solder constituents as well as any deliberate
or inadvertent contaminations
(5) a layer from which the solder constituent form-
ing the component-side IMC(s) has been
depleted
(6) one or more IMC layers of a solder constituent
with the component base metal, and
(7) the base metal at the component.
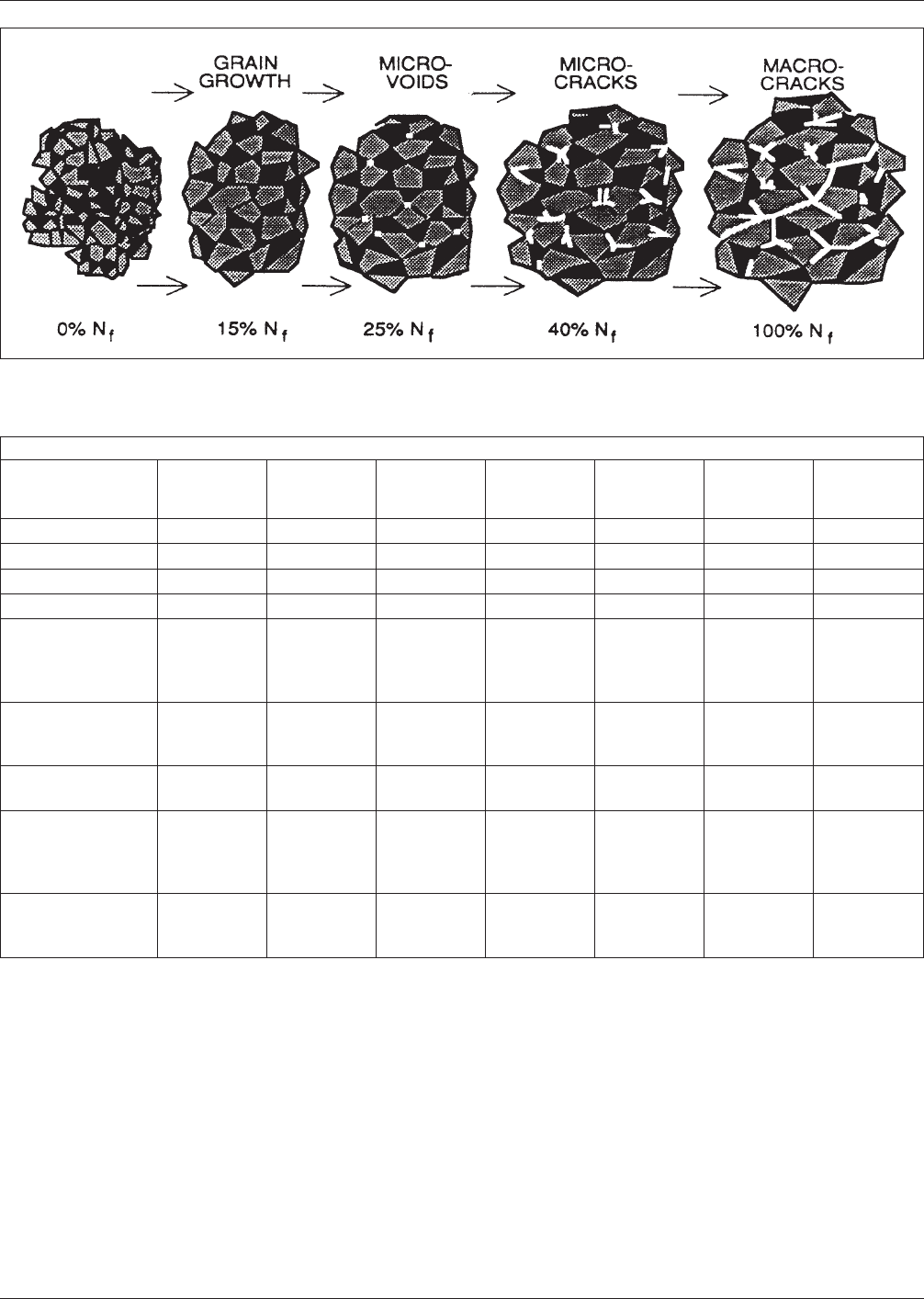
The grain structure of solder is inherently unstable. The
grains will grow in size over time as the grain structure
reduces the internal energy of a fine-grained structure. This
grain growth process is enhanced by elevated temperatures
as well as strain energy input during cyclic loading. The
grain growth process is thus an indication of the accumu-
lating fatigue damage. At the grain boundaries contami-
nants like lead oxides are concentrated; as the grains grow
these contaminants are further concentrated at the grain
boundaries, weakening these boundaries. After the con-
sumption of ~25% of the fatigue life micro-voids can be
found at the grain boundary intersections; these micro-
voids grow into micro-cracks after ~40% of the fatigue
life; these micro-cracks grow and coalesce into macro-
cracks leading to total fracture as is schematically shown in
Figure A-1.
Surface mount solder attachments exist in a wide variety of
designs. The major categories are leadless and leaded sol-
der attachments. Among the leadless solder joints a differ-
entiation has to be made between those without fillets, e.g.,
Flip-Chip C4 (Controlled Collapse Chip Connection) sol-
der joints, BGAs with C5 (Controlled Collapse Chip Car-
rier Connection) solder attachments, BGAs with high-
temperature solder (e.g., 10Sn/90Pb) balls, and CGAs with
high-temperature solder columns; and solder joints with
fillets, e.g., chip components, Metal Electrode Face compo-
nents (MELFs), and castellated leadless chip carriers. The
leaded solder attachments differ primarily in terms of their
compliancy and can be roughly categorized into compo-
nents with super-compliant leads {K
D
<~9 N/mm}, compli-
ant leads (~9 N/mm<K
D
<~90 N/mm), and non-compliant
leads {(K
D
>~90 N/mm}.
The different surface mount solder attachment types can
have significantly different failure modes. Solder joints
with essentially uniform load distributions, e.g., Flip-Chip,
BGA, CGA, show behavior as illustrated in Figure A-1.
Solder joints with non-uniform load distributions, e.g.,
those on chips components, MELFs, leadless chip carriers,
IPC-D-279 July 1996
34
and all leaded solder joints, show localized damage con-
centrations with the damage shown in Figure A-1 preced-
ing an advancing macro-crack.
The solder joints frequently connect materials of highly
disparate properties, causing global thermal expansion mis-
matches [Refs. A-9: 1-6], and are made of a material, sol-
der, that itself has often properties significantly different
than the bonding structure materials, causing local thermal
expansion mismatches [Refs. A-9: 4,7].
The severity of these thermal expansion mismatches, and
thus the severity of the reliability threat, depends on the
design parameters of the assembly and the operational use
environment. In Table A-1 guidelines as to the possible use
environments for nine of the more common electronic
applications are illustrated [Refs. A-9: 8,9]. However, it
needs to be emphasized, that the information in Table A-1
should serve only as a general guideline; for some use cat-
egories the description of the expected use environment
Figure A−1 Depiction of the Effects of the Accumulating Fatigue Damage in Solder Joint Structure
Table A−1 Realistic Representative
(1)
Use Environments, Service Lives, and Acceptable Failure Probabilities for Surface
Mounted Electronics Attachments by Use Categories [Ref. A-9: 10]
Worst-Case Environment
Use Category
Tmin
°C
Tmax
°C
∆T
(2)
°C
Dwell Time
t
D
hrs Cycles/Year
Typical Years
of Service
Accept.
Failure
Risk
(3)
,%
Consumer 0 +60 35 12 365 1-3 ~1
Computers +15 +60 20 2 1460 ~5 ~0.1
Telecom -40 +85 35 12 365 7-20 ~0.01
Commercial Aircraft -55 +95 20 12 365 ~20 ~0.001
Industrial
and Automotive
Passenger
Compartment
−55 +96 20
&40
&60
&80
12
12
12
12
185
100
60
20
~10 ~0.1
Military
Grounds and
Ship
−55 +95 40
&60
12
12
100
265
~10 ~0.1
Space leo
geo
−55 +95 3 to 100 1
12
8760
365
5-30 ~0.001
Military a
Avionics b
c
Maintenance
−55 +95 40
60
80
&20
2
2
2
1
365
365
365
365
~10 ~0.01
Automotive
under hood
−55 +125 60
&100
&140
1
1
2
1000
300
40
~5 ~0.1
& = in addition
1 Does not cover all possible use environments, but only most common.
2 ∆T represents the maximum temperature swing, but does not include power dissipation effects for components; for reliability estimations the actual local tem-
perature swings for components and substrate, including power dissipation should be used.
3 The ‘Acceptable Failure Risk’ is the percentage of product in the field that has failed, due to wearout mechanisms, at the end of the ‘Typical Years of Service.’
July 1996 IPC-D-279
35