IPC-D-279 EN.pdf - 第19页
3.1.11 Electrical 3.1.11.1 ESD Susceptibility and Damage Prevention All electronic components containing thin conducting or insulating films are susceptible to electrostatic discharge (ESD) damage. These components includ…

3.1.7 Environmental Stresses The operating life of a
surface mounted assembly is dependent upon a number of
factors which include intended usage, usage environments,
strength of the materials and components to withstand the
stresses imposed by the usage and the environments, mate-
rial (variables), etc. In a surface mounted assembly, the
most critical element from the life cycle viewpoint are the
solder joints and PTVs. Cyclic (or fatigue) displacements
experienced during various phases of the product’s life
cycle are responsible for consumption of useful life of
material elements.
One of the major contributors to the cyclic loading is ther-
mal cycling due to the internal power cycling and external
environmental changes. Another important contributor is
vibration during the operational use, transportation, han-
dling, etc. An estimate of the fatigue life of the solder
assembly that will be consumed by these fatigue cycles
during the product’s life cycle can be obtained by perform-
ing a cumulative damage analysis.
It should be noted that the cumulative damage analysis
requires the knowledge of fatigue characteristics of the
materials involved. Also, a thorough understanding of how
the product will be used, handled and maintained, by the
user and under what environments, is necessary. See
Appendix E.
3.1.8 Temperature/Thermal Temperature is one of the
most important parameters in the use environment that
must be considered in the SM PWA design process. Tem-
perature history is the most significant parameter affecting
the reliability of SM solder joints. For some product appli-
cations, the use environment consumes the most significant
portions of the required fatigue life; this is typically the
case where the product development cycle includes produc-
ing a prototype prior to the ‘‘final build.’’
Therefore, DfR depends to a large extent on the thermal
design for the assembly, as well as the external thermal
environment. Temperature is also important, since many
materials in electronic assemblies have properties which
change significantly with temperature.
3.1.9 Cyclic Temperature Swings Cyclic thermal excur-
sions, ∆T, cause thermal expansion mismatches due to dif-
ferent parts of the assemblies having materials with differ-
ent CTEs and/or being at different temperatures. Thus, the
size of the cyclic temperature swing is proportional to the
resulting loading. The larger the ∆T, the larger the threat to
reliability.
During cyclic temperature excursions, these cycles can
have different profiles, e.g., sinusoidal, trapezoidal, saw-
tooth, square-wave, etc. These differences are important in
understanding time-dependent and rate-dependent pro-
cesses. The transient parts of the profile give the ramping
rates of the temperature change which can cause transient
temperature gradients and over-stress conditions. The
steady-state, or near steady-state, parts of the profile deter-
mine the duration of the temperature dwells which are
important for time-dependent processes like creep and
stress relaxation.
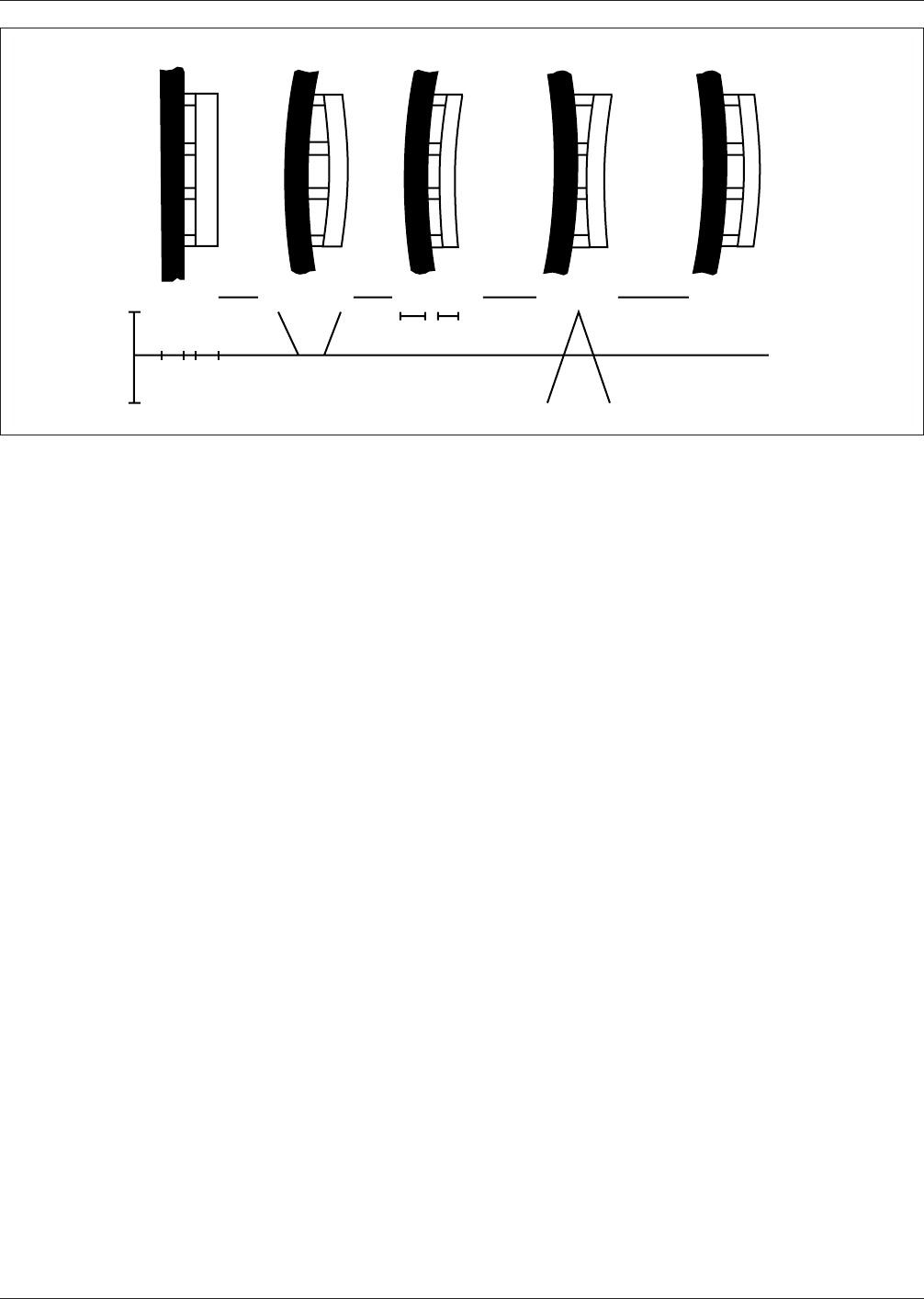
3.1.10 Thermal Shock In thermal shock, the extremely
rapid temperature changes (∼30°C/minute and above)
result in warping of the surface mount assembly. The
warpage is caused by large transient thermal gradients
induced by the rapid temperature change when the boards
are plunged into a new thermal environment. The warpages
result in tensile and shear stresses where the tensile load-
ing dominates over the steady state expansion mismatch.
Thus, even assemblies with matched coefficients of thermal
expansion will exhibit solder joint failures when subjected
to thermal shock. The thermal shock loading mechanism is
summarized in Figure 3-1.
Thermal shock conditions can arise from several sources.
Examples of these are:
1) Rapid changes in external environment, e.g., sun-to-
shade in space, missile launch, wing-mounted avion-
ics, automobile start-up from very cold.
2) Rapid changes in power dissipation.
3) Various manufacturing/repair processes, e.g., reflow,
vapor degrease, rework, etc.
The distinction between thermal shock and thermal cycling
is not always addressed in designing reliability experi-
ments. There is a fundamental difference between thermal
shock and thermal cycling. The primary differences arise
from the mechanism of loading. Thermal shock tends to
result in multiaxial states of stress dominated by tensile
overstresses and tensile fatigue. On the other hand, as pre-
viously discussed, thermal cycling results in shear loads
and failure occurs from an interaction of shear fatigue and
stress relaxation.
Thermal shock is usually performed in dual chamber
arrangements or with liquid nitrogen injection whereas
thermal cycling is performed in single chamber cycling
equipment. Dual chamber arrangements will produce tem-
perature transition rates in excess of 50°C/minute.
Single chambers generally do not produce transition rates
even close to 30°C/minute which is the rate necessary to
induce thermal shock. The results of these two types of
testing are generally incompatible. Finally, thermal shock
testing for purposes of evaluating surface mount solder
joint reliability is only appropriate if thermal shock is
indeed a field condition encountered by the product.
In some specifications, the definitions of thermal cycling
and thermal shock are not fully differentiated; the rates of
change are more closely associated with what we are call-
ing thermal shock.
July 1996 IPC-D-279
7
3.1.11 Electrical
3.1.11.1 ESD Susceptibility and Damage Prevention
All electronic components containing thin conducting or
insulating films are susceptible to electrostatic discharge
(ESD) damage. These components include those fabricated
in high speed technologies (MOS, bipolar, GaAs), thin film
technologies (resistors, integrated circuits, magnetic heads,
MOS capacitors), and in future, wafer scale integration and
multichip modules.
3.1.12 EMC/EMI The electromagnetic spectrum is usu-
ally divided into categories ranging from the long-
wavelength radiation from power lines through radio, infra-
red, visible, ultraviolet, and x-rays, to gamma rays at the
short-wave end. All electromagnetic waves consist of an
electric field and a magnetic field. The relative magnitude
of these fields depend on the emitter (EM source), wave
propagation medium, and the proximity of the emitter to
the subject assembly.
Many electronic circuits are susceptible to electromagnetic
radiation and must be shielded to ensure proper operation.
One of the most important effects of the electromagnetic
radiation in the environment is electromagnetic interfer-
ence (EMI). EMI is the electro-magnetic disturbances that
impair the desired signal. In practice, EMI is often divided
into two categories: conducted EMI and radiated EMI.
Conducted EMI is an interfering signal resulting from an
undesirable voltage or current coupled into a signal or
other pertinent conductor. Radiated EMI is an interfering
signal resulting from an electric and/or magnetic field
amplitude and frequency spectra intentionally or uninten-
tionally radiated by an electrical source. Examples of radi-
ated emission sources are radio and TV transmitters, light-
ning, digital system noise from electronic control systems,
etc. In military applications, an important effect is the inter-
action of electromagnetic radiation with electroexplosive
devices used as detonators. Improper EMI could acciden-
tally initiate the explosion.
EMC is the ability of electronic systems to operate in the
intended electromagnetic environment at designed levels of
performance and efficiency. The most direct approach to
protection is, in most cases, to avoid the limited region in
which high radiation levels are found. When exposure can-
not be avoided, shielding is the important protective mea-
sure. The material selected for shielding can be an impor-
tant factor. Ideal materials include steel, copper and nickel
coating. In the design process, apertures for cooling venti-
lation and cable connections on the shielding box should be
properly designed so that the EMI will have no influence
inside the shielded space.
3.1.13 Mechanical Shock and Vibration Shock and
vibration are common accelerators of failure in electronic
packaging. The most frequent vibration-induced failures in
surface mount are:
1. Flexing of leads and interconnects.
2. Dislodging or damaging of parts and structures.
Methods have been developed to counter the destructive
effects of shock and vibration. Generally, isolation of a
printed board against the effects of shock and vibration
requires that the natural frequency of the printed board be
substantially lower than the undesired frequency of vibra-
tion to avoid the resonance.
The basic system level isolators available are:
1. Natural or synthetic rubber, used to damp the vibra-
tion.
IPC-279-03
Figure 3−1 SMT Assembly Response to Thermal Shock
THERMAL
STEADY
STATE
THERMAL
STEADY
STATE
+ 125°CAT – 65°C
+ 125°C
AT
– 65°C
IPC-D-279 July 1996
8

2. Metallic isolators including springs, metal meshes or
wire rope; the latter provide smooth friction damp-
ing.
There are also other isolators such as viscous dampers
which are velocity-sensitive. For high-frequency vibration,
viscous dampers tend to become ineffective.
There are two approaches that may be taken when shock
and vibration are present: either isolate the printed board or
design it to withstand the shock and vibration. Studies have
shown that the ideal goal is to design equipment to be
resistant to shock and vibration, rather than to isolate it
from these forces.
Because the surface mount components are generally
smaller compared to the through-hole counterparts, they
are more vibration resistant due to the lower inertia. As the
PWA vibrates, the components mounted on the board are
subject to stress from two different effects. First, the mass
of the components is subjected to an acceleration that pro-
duces a force. The body of the component is kept in equi-
librium with reactive forces developed in the leads. Sec-
ond, the printed board flexes, which tends to bend the leads
back and forth at their joints with the board. Because of the
shorter lead lengths in SMT, the mechanical stress induced
by shock and vibration in leads is considerably smaller
compared to that in through-hole leads.
To detect/precipitate the flaws, stress screening with ran-
dom vibration should be performed. Usually, stress screen-
ing should be designed so that it causes minimal damage to
properly designed printed boards. This requires careful
determination of the screening intensity.
Depending upon the applications, the frequency ranges are
very different. For instance, the range for submarine elec-
tronic equipment is about 4-34 Hz, but for avionics the
range is 15-2000 Hz.
The following considerations must be included in the
analysis design for shock and vibration:
1. The location of the surface mount components rela-
tive to the supporting structure (i.e., edge, corner, or
center of the supporting structure).
2. The orientation of the components with respect to the
anticipated direction of the shock or vibration forces.
3. The maximum deflection of the printed board.
Mechanical shock to, and flexure of, a SM Printed Wiring
Assembly can occur during its life cycle. Each incident
could be characterized by the energy to be absorbed by the
assembly, the shock peak amplitude, duration and time rate
of change for correlation to sample shock testing:
• PWA struck by tooling during assembly (component
insertion or placement, riveting, testing, test fixtures,
probing, or depanelling)
• PWA installed into a card carrier or motherboard
• PWA dropped on a hard bench or floor
• Assembly dropped on a hard bench or floor
• Boxed product bounced and jolted during transporta-
tion
• Boxed product dropped on a hard bench, floor, truck
bed
• Product (in use) dropped on a hard work surface or
floor
• Product (in use) struck by passing equipment
• Product stored in racks, PWA fixtures, or rework sta-
tion grips.
• PWA subjected to combined environmental stress in
field use.
The assessment of the potential quality/reliability degrada-
tion of a printed wiring assembly (PWA) resulting from
exposure to the use environment cannot always be deter-
mined by considering each environmental stress in isola-
tion. For instance, consider the non-linear combined effects
of severe thermal and vibration stress application. A given
magnitude of random vibration at elevated temperature
(near or above T
g
) may produce increased PWA flexure
because of increased board softness or flexibility. Simulta-
neously, solder joint pull strength is decreased at the
elevated temperature. The result may be overload, that is, a
PWA configuration for either the elevated temperature or
the vibration applied at room ambient temperatures may
fail prematurely in service when exposed to the two factors
together. Board stiffness and damping as discussed in sec-
tion 4.0 are key factors to be considered. The adequacy of
a proposed design may require combined-environment
stress testing of prototypes prior to full-scale production.
See also the references by Steinberg and Engel regarding
vibration, shock and thermomechanical effects on PWA,
section 9.16.
3.1.14 Insulation Resistance
The emerging advanced technologies are characterized by
denser packaging resulting in ever finer conductor line
widths and spacings. Without changes in the material and
the operating environment, which for economic and practi-
cal reasons are not likely, finer lines and spacings result in
reduced insulation resistance and increased threat of CAF
(conductive anodic filament) formation. The DfR principles
listed in Appendix C need to be kept in mind in the design
and application of these emerging technologies.
The damage mechanisms work generally in two distinct
regions: at the surface and in the bulk of the electronic
assemblies, particularly the printed board. The measured
insulation resistance will depend upon the nature of the
laminate, solder mask and/or conformal coating under
investigation. It will also depend upon the degree of cure
of the polymers and for printed boards on the quality of the
drilling process for the plated-through holes (PTHs) and
vias (PTVs), and will be affected by soldering flux/paste
July 1996 IPC-D-279
9