IPC-D-279 EN.pdf - 第63页
high-cycle regime as per Reference B-7:12 need to be per- formed in order to obtain an indication of the changes in the material properties from either strain-hardening or soft- ening during high-cycle fatigue. By using …

plating conditions. Under these conditions, in combination
with the non-uniform plating current densities that also get
worse with increasing aspect ratios, the copper deposit
quality rapidly deteriorates with increasing aspect ratios.
The resulting copper deposits within the PTV can have
significantly lower ductility and strength than the copper
deposits plated at the same time external to the PTVs, e.g.
on plating mandrels. The decline in physical properties is
frequently accompanied by increased ‘dog-boning’ and
nodule formation as well [Ref. B-7: 10].
The copper deposits from standard acid copper baths in
high-aspect-ratio PTVs, even with uniform plating in the
PTV barrels and good intrinsic tensile properties, as deter-
mined by testing foil specimens from flat plating mandrels,
perform only marginally in thermal cycling tests. For this
reason, special plating solutions have been developed, that
allow reduced plating current densities at the expense of
increased plating times, but producing significantly
improved PTV copper barrel reliability.
B-1.1.2 Pyrophosphate Copper Plating Pyrophosphate
plated copper was unfortunately not part of the IPC round
robin studies [Refs. B-7: 1, 2]. It has however been shown,
that pyrophosphate copper is less susceptible to the effects
of non-uniform plating current densities and higher PTV
aspect ratios.
B-1.2 Material Properties
B-1.2.1 Tensile Properties
The tensile properties of the
PTV copper deposits are very important, both for the per-
formance of the PTVs during subsequent processing and
use, and for the DfR for the PTVs. The properties that are
needed are: (1) the tensile strength, (2) the yield strength,
(3) the modulus of elasticity, (4) the modulus of plasticity,
and (5) the fracture ductility.
It has also been found, that the electrolytically plated cop-
per deposits have a modulus of elasticity significantly
below that of cast and rolled copper reported in material
property references. It therefore is necessary to measure the
modulus of elasticity, which can be done during the tests to
determine the yield and tensile strengths of the deposits.
The tensile strength, the yield strength, the modulus of
elasticity and the modulus of plasticity can be determined
from tensile tests. To properly determine the modulus of
elasticity, the ‘interrupted tensile test’ method should be
utilized.
It needs to be noted however, that these tensile properties
come from samples plated onto flat stainless steel mandrels
and only set the upper bounds for the strength and ductil-
ity of the copper deposit inside the PTV. The evidence is
circumstantial, but very strong, that these properties are
significantly degraded inside of high-aspect-ratio (board
thickness/PTV-diameter) PTVs [Ref. B-7: 2].
B-1.2.2 Ductility The tensile elongation is a very inaccu-
rate and subjective test for foil samples because of the
specimen geometry and the dependence on the test condi-
tions [Ref. B-7: 10, 11]. Tensile elongation for foil materi-
als is adequate for quality control and comparison pur-
poses, but it significantly underestimates the fracture
ductility of the material by about a factor of three (3) and
gives the false indication of a ductility dependence on foil
thickness.
It is for these reasons that the test cited in References
B-7:12 and 13, was developed. This test has a high dis-
crimination power in terms of quality variations of the cop-
per deposit, thus being very valuable as a process control
tool as well as providing direct input for the all-important
ductility of the copper deposit.
In order to assess the quality of the plated copper deposits,
foil samples plated onto mandrels need to be subjected to
fatigue ductility testing [Ref. B-7: 12].
It needs to be noted however, that this ductility comes from
samples plated onto flat stainless steel mandrels and only
set the upper bounds for the ductility of the copper deposit
inside the PTV. The evidence is circumstantial, but very
strong, that this property is significantly degraded inside of
high-aspect-ratio (board thickness/PTV-diameter) PTVs
[Ref. B-7: 2].
The ductility of the copper deposit in the PTV barrel can
be determined from the performance of the PTVs in accel-
erated testing resulting in low-cycle fatigue. In Table B-1
the results from two of the tests used in the Reference
B-7:2 applied to coupons from the same sample are given
together with the stresses and strain ranges resulting from
the thermal cycling/shock excursions. Also given is the
minimum ductility resulting from the first failures in the
tests using Eq. #1 in Section B-2.0 together with the initial
tensile strength.
The measured mandrel ductility was about 30%. Thus, the
ductility in the PTV barrels as given in Table B-1 indicates
a significantly lower deposit ductility as compared to the
ductility of the deposit on the MLB surface.
B-1.2.3 Fatigue Behavior It has been found that
annealed electrolytic acid copper strain-hardens upon the
application of cyclic strain loads during fatigue tests [Ref.
B-7: 11]. This results in high-cycle fatigue lives that are
longer than expected based on the initial material proper-
ties.
Conversely, annealed pyro-phosphate-plated copper strain-
softens as the result of the application of the cyclic strains
during the fatigue testing. Therefore, fatigue life tests in the
July 1996 IPC-D-279
51
high-cycle regime as per Reference B-7:12 need to be per-
formed in order to obtain an indication of the changes in
the material properties from either strain-hardening or soft-
ening during high-cycle fatigue. By using larger bend man-
drel diameters than are used for the fatigue ductility test,
the samples are subjected to high-cycle fatigue to assess
the material behavior of the copper plating under extended
fatigue loading.
B-1.3 Damage Mechanisms and Failure
B-1.3.1 PTV Quality
The quality of the PTVs, together
with the severity of the thermal expansion loading, is the
critical aspect in the reliability of PTVs.
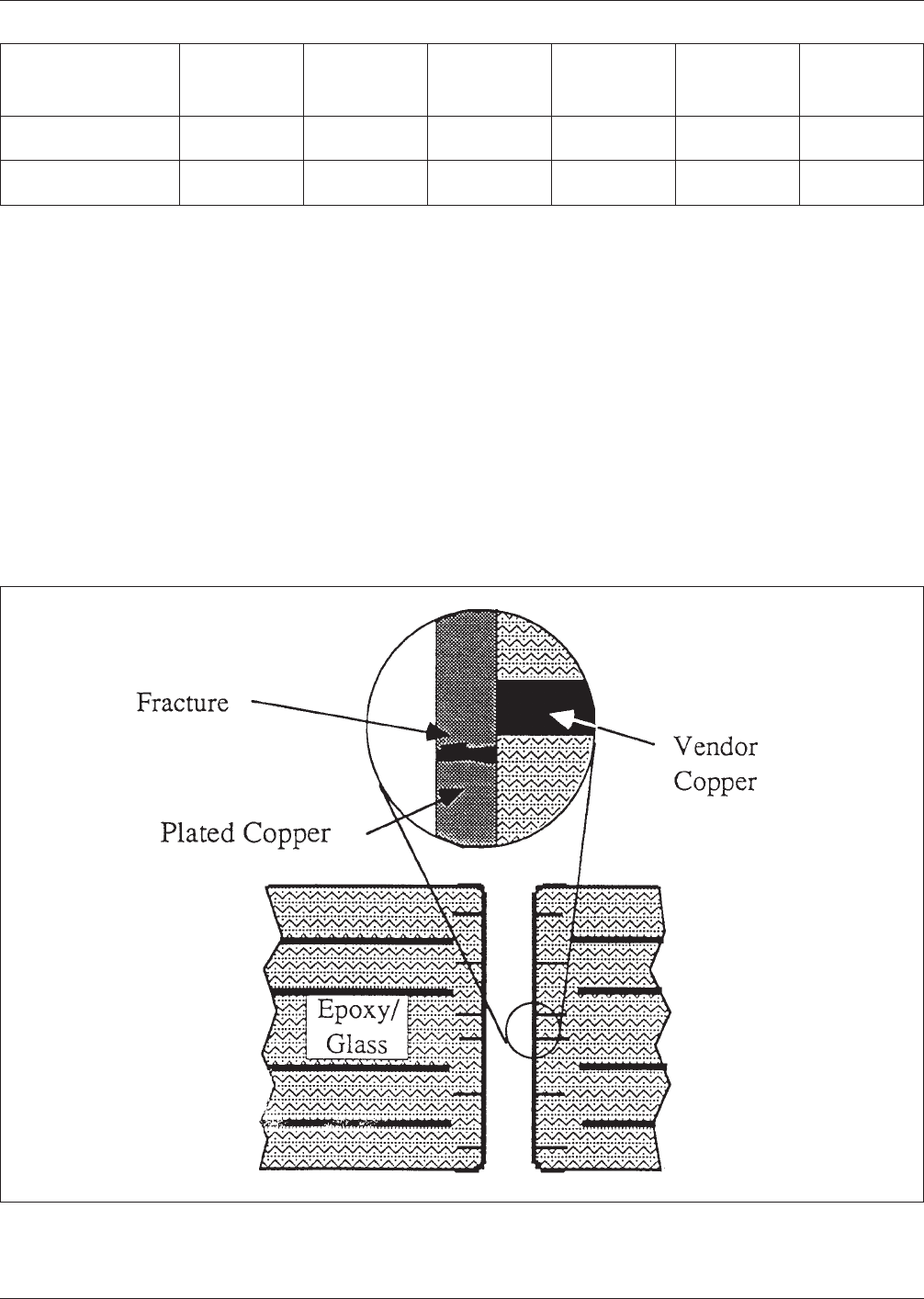
Even good quality PTVs will eventually fail and will typi-
cally do so as the result of a PTV barrel fracture near the
center of the barrel as is illustrated in Fig. B-1.
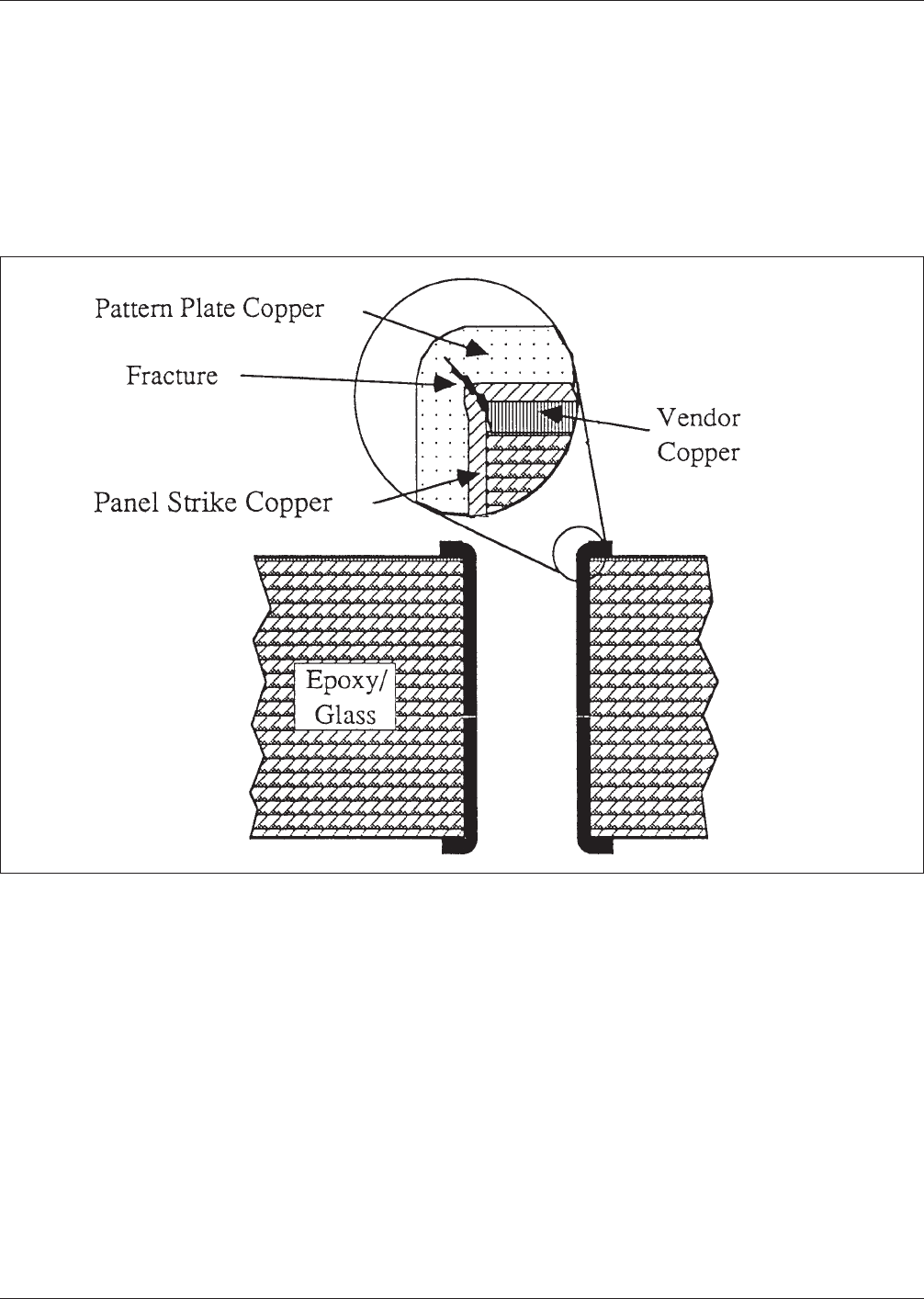
PTV failures can also occur as the result of PTV shoulder
fractures (see Fig. B-2) and internal land fractures. Failures
of these types typically are the consequence of an inad-
equate material choice for the vendor copper foils [Ref.
B-7: 14] used for the laminates or some processing error.
Of the ∆T≈180°C thermal excursion during the soldering
process, ∆T≈100°C is below T
g
at a mismatch in the
Table B-1 Estimates of Tensile Properties of Copper Deposit Inside the PTVs [Reference B-7:10]
Test
∆T
[°C]
Fatigue Life
N
f
[cycles]
Barrel Stress
σ
[MPa/ksi]
Strain Range
∆ε
max
(eff)
[%]
Copper
Strength
S
u
[MPa/ksi]
Minimum
Ductility
D
f
[%]
IEC Hot Oil
Thermal Shock
235 32 219/31.8 4.5 281/40.7 20.6
Temperature
Cycle/Shock
190 150 177/25.7 2.2 281/40.7 23.3
Figure B−1 Cross-Section Schematic of a PTV With a Barrel Fracture Near the Center of the MLB
IPC-D-279 July 1996
52
CTEs of ∆α≈20-69 ppm/°C, whereas ∆T≈80°C is above T
g
at a mismatch in the CTEs of ∆α≈168-331 ppm/°C. This
results, for a 1.60 mm thick MLB, in an expansion mis-
match between ~25 and 50 µm, providing the severe load-
ing conditions that can lead to fractures in the PTV barrels
or shoulders as well as the cracking of inner copper layers
near the MLB surface.
The most typical failure mode, however, is the fracture of
the PTV copper barrel, which is the primary subject here.
In Section B-2.0 on reliability modeling, an attempt is
made to distinguish between three different quality aspects
of PTVs. One of these is related to the quality of the PTV
walls as the result of the drilling and desmear processes,
and two to the plating quality in terms of the plating uni-
formity ‘dog-boning’ and the reduced material properties in
the center of the PTV.
B-1.3.2 Impact of Assembly Processes and ESS Proce-
dures
The most severe stress condition and threat to reli-
ability for PTVs takes place during the solder reflow pro-
cesses necessary to make circuit board assemblies. Because
of the large differences in the CTEs for the copper and the
MLB resin, the larger the temperature excursions the larger
is the resulting thermal expansion mismatch causing
stresses in the PTV copper barrel and shoulders.
The large temperature excursions during the soldering and
solder reflow processes combine with the difference in the
CTE between the glass-reinforced epoxy layers surround-
ing the PTV and the plated copper of the PTV barrel to
create tensile stresses in the copper barrel and bending
stresses at the PTV shoulder due to the PTV land rotating
as a result of the large z-direction (the direction perpen-
dicular to the plane of the MLB) expansion of the epoxy.
The CTE of FR-4 in the z-direction is typically 38-97
ppm/°C below the glass transition temperature, Tg, and
186-349 ppm/°C above T
g
[Refs. B-7: 15-20], whereas
electrodeposited copper foils have a CTE of about 17±2
ppm/°C.
Environmental Stress Screening (ESS) procedures, in order
to be effective, need to resemble solder reflow excursions
in their severity. Therefore, ESS cycles have a similar
impact as do solder reflow excursions.
It is during these excursions to solder reflow temperatures
during solder reflow operations or ESS procedures that
PTV barrel cracks can initiate due to overstressing and
Figure B−2 Schematic Cross-Sectional View of a PTV with a Shoulder Fracture in a printed board
July 1996 IPC-D-279
53