IPC-D-279 EN.pdf - 第120页
Appendix K Design for Manufacturability and Assembly Checklist K-1.0 SUMMARY Definition of manufacturability: a measure of the ease or simplicity with which a product can be manufactured or assembled. These guidelines dea…

can also be used as a process control measure once the
process is under control.
J-8.0 ISSUES AND CONCERNS OF TESTING
J-8.1 Test Equipment
The tester used with certain high-
density assembly technologies may itself have limitations
which must be considered. As single line conductor pitch
continues to fall, it becomes increasingly difficult to probe
all points, even if they are located on an outer layer. Probe
points on the test head become increasingly fragile. Copla-
narity of the test head and assembly is also a concern.
J-8.2 Test Points The distribution of test points routed
on or brought to an outside layer is also an issue. If they
are clustered together, too much pressure may be brought
to bear on a small area of fragile substrate. In particular,
dense circuits may have difficulty placing test points for all
desired nodes on an outside layer.
J-8.3 Costs Cost issues also need to be considered.
Reducing the test probe grid below 1.25 mm results in
more expensive test fixtures. Test probes with these spac-
ings are quite fragile and may require frequent placement.
Clam shell fixtures, which can simultaneously probe both
sides of an assembly, if required, are also costly. In addi-
tion, clam shell fixtures may be subject to timing problems
since back side wires in the test fixtures may be longer than
front side ones.
J-8.4 CAD/CAE Software A host of issues are associated
with the hardware and software platform on which CAD/
CAE software runs. They are beyond the scope of this
document. However, suffice it to say that CAD/CAE soft-
ware vendors must be attentive to the changing trends in
technologies; even with a large installed base, proprietary
platforms are already proving to be obsolete.
IPC-D-279 July 1996
108
Appendix K
Design for Manufacturability and Assembly Checklist
K-1.0 SUMMARY
Definition of manufacturability: a measure of the ease or
simplicity with which a product can be manufactured or
assembled.
These guidelines deal with Design for Manufacturability
(DfM) primarily at the detailed component and process
levels and the focus is on doing things right, particularly
with respect to improving quality and reliability; if the
DfM process is used early in the design process, the focus
can be on doing the right things in terms of system organi-
zation and setting testability expectations. More benefits
are derived from early use of conceptual design and DfM
processes.
Section Topics:
• Minimize number of parts
• Minimize number of part numbers
• Design for robustness (Design of Experiments)
• Eliminate adjustments
• Design for efficient and adequate inspection and test-
ing (testability)
• Eliminate engineering changes on released products
• Make assembly easy and foolproof (Poka-Yoke)
• Use repeatable, well-understood processes
• Choose parts that can survive (are compatible with)
process operations including rework, repair and main-
tenance
• Choose or design process for compatibility with sus-
ceptible parts
• Layout parts for reliable process completion
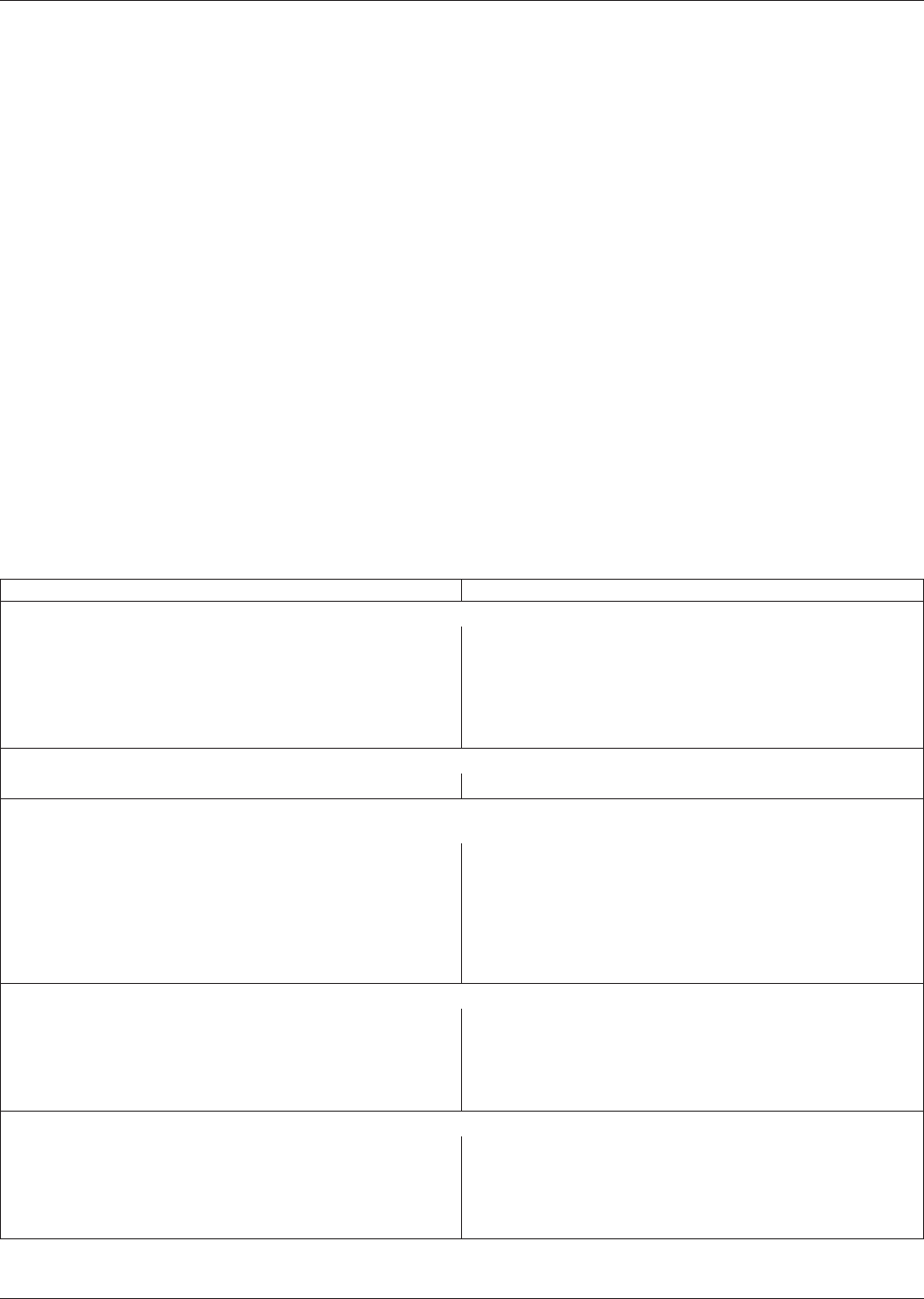
Table K-1 Checklist for Design for Manufacturability and Assembly
GUIDELINE AREA OF QUALITY/RELIABILITY IMPROVEMENT
Minimize Number of Parts
Fewer part and assembly drawings
Less complicated assemblies
Fewer parts to hold to required quality characteristics
Fewer parts to drift or fail
Fewer solder attachments to make or fail
‘Design Guidelines for Quality Improvement’
Fewer documents to control
Lower assembly error rate
Higher consistency of part quality
Higher reliability
Minimize Number of Parts
Fewer variations of like parts Lower assembly error rate
Design for Robustness (Design of Experiments)
Low sensitivity to component variability
PTH, via aspect ratio (AR) < 5:1 temperature
or use blind/buried vias
Use standard or preferred parts (EIA/JEDEC registered)
Use compatible SM land patterns (IPC-SM-782)
Higher first-pass yield and less degradation of
performance over time
Less sensitivity to cycling and thermal shock, lower failure rate
Fewer new failure modes and mechanisms
Fewer suppliers to manage
Widen process window
Increase assembly yield
Eliminate Adjustments
No assembly adjustment errors
Eliminate adjustable components with high failure rates
Eliminate change in adjustments under vibration and shock
Provide adjustments and compensation through software
Consider digitally switched resistor network
Higher first-pass yield
Lower failure rate
Design for Efficient and Adequate Inspection and Testing (Testability)
Less mistaking ‘‘good’’ for ‘‘bad’’ product and vice versa
Less effort to locate defects
Better control over rework/repair
Truer assessment of quality, less unnecessary rework
Faster diagnosis to root cause
Less service/maintenance time
More ‘‘up’’ time
Less part damage
July 1996 IPC-D-279
109
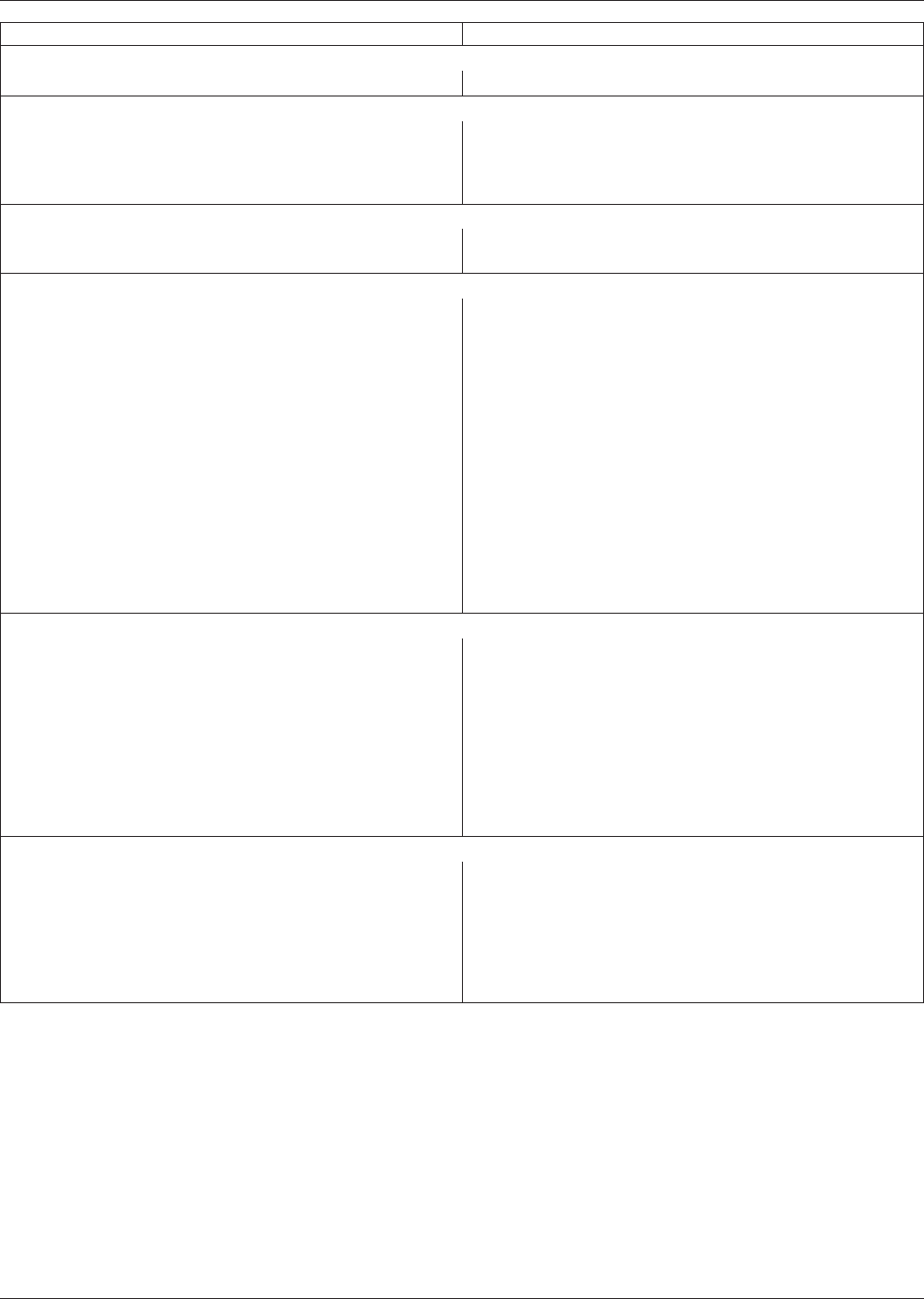
GUIDELINE AREA OF QUALITY/RELIABILITY IMPROVEMENT
Eliminate Engineering Changes on Released Products
Fewer errors due to changeovers & multiple revisions/versions Lower assembly error rate
Make Assembly Easy and Foolproof (Poka-Yoke)
No ‘‘force fitting’’ of parts
Parts cannot be assembled wrong
Obvious when parts are missing or wrong orientation
Assembly tooling designed into part (self-aligning/securing)
Less damage to parts, faster and better serviceability
Lower assembly error rate
Use Repeatable, Well-Understood Processes
Part quality easy to control
Assembly quality easy to control
Higher part yield
Higher assembly yield
Choose Parts that Can Survive (are Compatible with) Process Operations including Rework, Repair and Maintenance
Less damage to parts
Less part degradation or latent damage through prior
evaluation
Plastic Encapsulated Surface Mount Components -
IPC-SM-786
SM Connectors - IPC-C-408
Other SM Components - IPC’s ‘‘Solvent Compatibility’’
No silver termination finish
No nickel termination finish
No thick gold printed board or termination
Minimize number of TH components
Maximize printed board Tg (glass transition temperature)
Printed board thickness compatible with placement machine
Dry film solder mask and solder paste compatibility
Components and solder mask result in adequate clearance
to printed board
Higher yield
Higher reliability
Avoid silver leaching, weak solder joint
Increase solderability, joint strength
Increase solder joint visual yield finish
Lower defects due to solder bridging wider TH and
SM process latitude
Decrease hand loading, manual soldering
Decrease patent and latent printed board damage at high
process temperatures
Minimize solder balls
Enhanced cleaning. Higher SIR PWA robust to dendrite
formation
Choose or Design Process for Compatibility with Susceptible Parts
Less part damage or degradation
Ceramic components thermal shock < 4°C/second
Sensitive components preheated so that ∆T < 100°C
Susceptible Plastic Encapsulated Surface Mount Components
handled per IPC-SM-786
Don’t impact ceramic parts with pick and place tooling
Reflow process adjusted for thermal unbalance due to
thermal masses of parts (PGA, Heat Sinks)
Dry susceptible substrates before reflow
Component terminations not used for in-circuit testing
Higher yield
Higher reliability
Layout Parts for Reliable Process Completion
Less damage to parts during handling and assembly
Orient parts for non-interfering single axis insertion
Sequence parts for insertion for easy disassembly
Orient similar parts similarly
Parts not hanging over solder quality (own or neighboring
parts). No shadowing
Parts can automatically be placed or inserted
Higher yield, higher reliability
Less part damage
Easier rework, repair and maintenance
Fewer orientation sensitive bridging or solder joint failure
modes
Consistent solder joint
Lower assembly error rate
IPC-D-279 July 1996
110