IPC-D-279 EN.pdf - 第25页
dif ferent locations within an electronic assembly are typi- cally at dif ferent temperatures. Matching the CTEs at a joint is no guarantee of freedom from the problem because electronic components are their own heat sou…
inside the land area. If a ‘‘pads-only’’ approach is not fea-
sible, then it is crucial that solder mask be applied for sur-
face mount designs to act as a dam to solder migration.
The ‘‘pads-only’’ approach has several advantages worth
noting:
• the construction is compatible with soldering pro-
cesses, conformal coatings and common cleaning sol-
vents.
• The electrical and dielectric performance is no differ-
ent than the remainder of the P/I structure. Stenciling
of solder paste is improved.
• Application of solder mask to flexible and flex-rigid
P/I structures may be difficult.
• Resolution of this approach is the same as the resolu-
tion of copper etching.
3.3.11 Components with Reduced Clearances (Traces
Under)
Excessively thick solder mask, particularly dry
film over traces under components with small clearance,
can contribute to the formation of crevices which entrap
flux. In the case where the solder mask touches the bottom
of the component, if insufficient solder paste is used, it may
result in chip component draw-bridging (tombstoning),
insufficient solder fillet or lack of solder joint. (See IPC-
SM-782 and IPC-D-275.)
3.3.12 Components with Reduced Clearance and Open
Vias
Components with reduced clearance should not be
over open vias, particularly if wave soldering is used. The
vias allow flux up under the component to be entrapped in
the reduced clearance space.
Heat dissipaters should generally be ‘‘upstream’’ of tall
components to avoid recirculation cells.
Where lower junction temperature T
j
is required, consider
the following avenues particularly applicable to SMT: ther-
mal vias, thermally conductive adhesives from component
to printed board, and power and ground planes included in
the thermal design. In addition, consider the following
moves: sensitive components ‘‘upstream’’ of power dissi-
paters, power dissipaters further apart to reduce power den-
sity, power dissipaters closer to cold wall (edge of card if
card clamps are used), and power dissipaters ‘‘upstream’’
of tall components.
Long, tall components such as connectors are ideally
placed parallel to the airflow. Placement of these compo-
nents perpendicular to the airflow results in the generation
of recirculation cells which reduce the heat transfer from
heat dissipaters or which increase heat transfer to heat sen-
sitive components.
3.4 Coefficient of Thermal Expansion (CTE) and CTE-
Mismatch
Electronic assemblies consist of a multitude of
elements of different materials. These materials have differ-
ent coefficients of thermal expansion (CTE), of which some
are listed in Appendix G. Some CTEs also vary with tem-
perature. Because of external temperature variations and
internal heat generation and different thermal resistances,
IPC-279-05
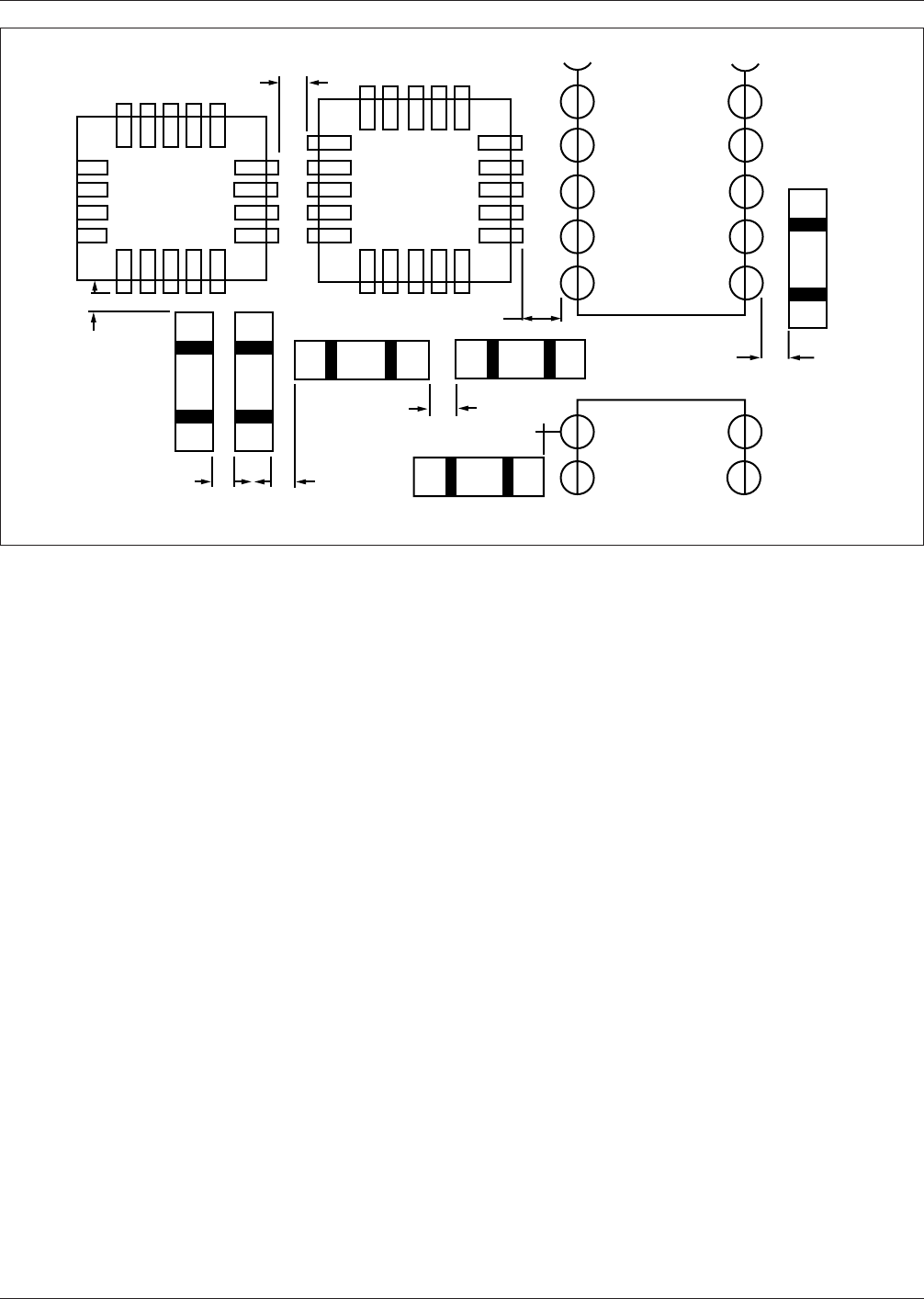
Figure 3−3 Spacing Between Parts
1.25 mm
0.63 mm
1.5 mm
0.63 mm
1.0 mm 1.0 mm
1.25 mm
1.5 mm
July 1996 IPC-D-279
13

different locations within an electronic assembly are typi-
cally at different temperatures.
Matching the CTEs at a joint is no guarantee of freedom
from the problem because electronic components are their
own heat sources and because there is a temperature differ-
ence between component and substrate. The problem is
directly related to the size of the component, the thickness
of the solder joint and the compliance of the lead. The
major problem arises from thermally induced cyclic stress
in the solder joint of the leadless ceramic chip carrier
(LLCCC) components. Some components are very easy to
assemble, test and repair; others are not. The availability of
a component, its performance data, its degree of testability,
its reliability and its compatibility with manufacturing and
assembly processes and equipment influences component
selection.
3.5 Solder Joint Reliability The reliability of the surface
mount solder attachment of components to the printed cir-
cuit boards depends on a number of different parameters.
Some of these parameters are under the direct control of
the designer, some can be influenced by the designer, and
some are beyond the control of the designer.
Also, some of these parameters have a very strong influ-
ence on reliability. Relatively small changes or inaccura-
cies in these primary parameters have a large impact on the
reliability. The impact of these parameters can be seen
from the reliability prediction Equations A-3 and A-4 in
Appendix A, Solder Joint Reliability.
3.5.1 Primary Design Parameters The following are
design parameters that have been identified as having a
primary (order of magnitude) influence on SM solder
attachment fatigue reliability.
3.5.1.1 Component Size The physical size of the com-
ponent determines the amount of displacement a solder
joint experiences during thermal expansion/contraction of
the component and the substrate to which it is soldered.
Larger components are larger threats to reliability. The
component size is determined by the number of I/Os and
the pitch.
3.5.1.2 Attachment Type The choice of attachment type
(leadless or leaded) determines the maximum stress level
that can be experienced in a solder joint during thermal
cycling. The stiff leadless attachments typically stress the
solder beyond the yield strength, whereas compliant leaded
attachments typically do not. This choice determines the
reliability model that needs to be applied and affects the
statistical failure distribution (Weibull slope). Leaded
attachments provide larger reliability margins, which
increase with decreasing lead stiffness. It needs to be noted
that lead compliance can vary greatly depending on the
lead geometry. Lead stiffnesses as high as 1100 N/mm for
SM connector header leads and as low as 1.5 N/mm for
fine-pitch S-leads have been determined.
3.5.1.3 Solder Joint Height The solder joint height
determines the strain level experienced in the solder joint
for a given component/substrate displacement. It results
from the solder-filled gap between the component metalli-
zation or component lead and the substrate pad. Higher
solder columns reduce the strains in the solder joints and
increase reliability. Solder joint height is not the height of
the fillet. For leaded attachments the solder joint height is
not a measurable quantity; it has been defined in terms of
the solder paste stencil thickness.
3.5.1.4 Solder Joint Area Solder joint area determines
the stresses in a solder joint resulting from a given compo-
nent/substrate displacement. It is of importance primarily
for compliant leaded attachments. Larger solder joint areas
reduce the applied stresses and increase reliability; how-
ever, the possible range of effective increase in area is very
limited.
3.5.1.5 Lead Stiffness The lead stiffness determines the
forces resulting from a given component/substrate dis-
placement. Because the corner solder joints experience the
largest displacements and the displacements are in the
direction of the component center (neutral point), it is the
diagonal lead stiffness which is of primary importance.
Lower lead stiffness results in increased reliability.
3.5.1.6 Coefficient of Thermal Expansion The linear
coefficient of thermal expansion (CTE or α) represents the
change in linear dimension of a material due to a change in
its temperature. Components and substrates consist typi-
cally of a variety of materials all having different CTEs; the
effective CTEs are a combination of the individual material
CTEs and typically are different in different directions of
components and substrates. CTEs need to be measured to
avoid possible large errors in the reliability predictions. See
Appendix G for CTE values of different materials.
3.5.1.7 CTE - Mismatch The CTE-mismatch (∆CTE or
∆α) is the difference between the coefficients of thermal
expansion (CTE) of two materials or parts joined together;
in most instances it is the CTE-mismatch between compo-
nent and substrate, the global expansion mismatch, that is
most important, while the CTE-mismatch between the sol-
der and the materials to which it is bonded (ceramic, alloy
42, Kovar ), the local expansion mismatch, plays a smaller,
but not negligible role. In some designs (ceramic compo-
nent on ceramic or silicone substrate), this local CTE-
mismatch assumes primary importance. Large CTE mis-
matches pose large reliability threats; the effect of power
dissipation within the component makes CTE matching not
IPC-D-279 July 1996
14

the optimum solution (see A-2.3 and A-3.6 for explana-
tions).
3.5.1.8 Cyclic Temperature Swing The cyclic tempera-
ture swing (∆T) of components and substrate is the differ-
ence in the maximum and minimum steady-state tempera-
tures experienced during either externally (daily) imposed
temperature variations or operationally (on/off, load fluc-
tuations) imposed variations. It needs to be realized that the
temperature swing of the components is typically not the
same as the temperature swing of the substrate due to the
power dissipated in active devices. Smaller ∆Ts result in
improved reliability. It needs to be noted that for some
applications the temperature swings during transport and
storage prior to operation can be more severe and a bigger
threat to reliability than the operating conditions.
3.5.1.9 Cyclic Expansion Mismatch The cyclic expan-
sion mismatch, ∆(α∆T) results from the difference in the
thermal expansion of components and substrate which are
determined by the respective thermal expansion coeffi-
cients (CTE) and cyclic temperature swings (∆T). Smaller
expansion mismatches result in improved reliability.
3.5.2 Secondary Design Parameters While the effects
of secondary design parameters are, by themselves, of
second-order importance, their additional contribution to
the effects of the first-order parameters can be significant.
The effect of some of these second-order parameters might
be different in accelerated testing and actual operational
use. The effect of these secondary parameters is indirectly
included in the reliability predictions of Equations A-3 and
A-4 in Appendix A, Solder Joint Reliability, is the ‘‘non-
ideal’’ factor, F. This F-factor is empirically determined.
Design parameters having second-order effects on solder
joint reliability are as follows:
3.5.2.1 Solder/Base-Material CTE-Mismatch The large
CTE-mismatch (∆α) between the solder and some base
materials (ceramic, Alloy 42, Kovar, silicon) can make sub-
stantial contributions to the cyclic fatigue damage (see
A-2.3 and A-3.6).
3.5.2.2 Solder Joint Shape/Fillet/Volume Experimental
evidence indicates that solder joint shape/fillet/volume
have only secondary importance for reliability. In some
highly accelerated tests cyclic life improvements of about
a factor of two have been achieved, but it is not clear
whether even these small benefits would result for the
slower conditions prevalent in most product operations.
The improvements result from the time necessary for crack
propagation through the fillet.
Stress concentrations, e.g. from solder-mask-defined sol-
dering lands for ball grid arrays (BGAs), can reduce the
solder joint fatigue life by as much as a factor of three
depending upon the severity of the loading conditions.
3.5.2.3 Solder Joint Uniformity Some experiments in
which solder joints were loaded primarily in a stress-driven
mode (high cyclic frequencies, no hold times, very large
temperature swings with fast transitions) showed the need
for extreme uniformity of all the solder joints of a compo-
nent to avoid unequal stressing; accelerated tests utilizing
test conditions more closely resembling product use condi-
tions did not reveal a need for extraordinary solder joint
uniformity.
3.5.2.4 Initial Solder Joint Grain Structure Afine initial
grain structure in solder joints results in cyclic life
improvements of about a factor of two in highly acceler-
ated tests. The grain structure of solder is inherently
unstable and will grow with time. Higher temperatures and
cyclic loading accelerate the grain growth. Thus, for most
product applications a fine initial grain structure will not
result in a significant improvement of fatigue life; the sol-
der joints of accelerated test vehicles should be artificially
aged to start the tests with more product-related grain
structures.
3.5.2.5 Conformal Coating Conformal coating can have
different effects on solder joint life during thermal cycling
depending on the type of material, thickness, and location.
The advantage of conformal coating is that it slows the
absorption of water and oxygen into surface cracks. The
presence of oxides on the cracked surfaces may accelerate
the crack propagation. Oxidation layers prevent ‘‘re-
welding’’ of the solder during crack closure.
On the negative side, conformal coating may add another
material with a very high thermal coefficient of expansion
which may influence reliability. This addition can be sig-
nificant especially if the coating wicks under components,
filling the gap between the printed board and component.
In addition, conformal coating can become rigid below the
glass transition temperature. This condition can exert con-
siderable stress on the components and solder joints during
the thermal cycles.
Because of the large variation in conformal coating mate-
rial properties, thickness applied, methods of application,
etc., the effect of conformal coating, in general, needs to be
evaluated empirically for each application.
3.5.2.6 Compliant Substrate Surface Layers Compliant
layers at substrate surfaces can provide additional reliabil-
ity margins, but by themselves are not adequate to counter-
act the effects of large expansion mismatches.
3.5.2.7 Solder Composition The most widely used sol-
der compositions are eutectic (63/37) and 60/40 tin-lead
solder. Solder compositions other than these can have
July 1996 IPC-D-279
15