IPC-D-279 EN.pdf - 第23页
subsequent conductor temperature rise. Minimum trace spacings should be reviewed keeping in mind the influences of DC voltage and possible electro- chemical migration, AC voltage and possible corona leak- age currents, hi…

Appendix J) to reduce evaluation time and cost
c) corrosion avoidance - pertinent cleaning, component
clearance and conductor spacing issues (see Appen-
dices E, L and N and section 7.5, 7.8)
d) control of electrical transients which become more
severe with the increased speeds and power density
of SMT designs. (See section 3.1 and Appendix E
and the issues of increase in ‘‘ground bounce’’ and
signal reflection noise.)
e) thermal design and control of the critical junction and
solder joint temperatures (see section 3.2 and Appen-
dices A, B, D and E)
f) manufacturability for high yield/quality assemblies
(see section 7.8 and Appendix K) including orienta-
tion, solder thiefs
g) ESD susceptibility mitigation of components through
a combination of layout and software. (See Appendix
H)
h) Component placement and orientation for enhanced
robustness to flexing, vibration and shock during the
assembly process as well as in the use environment.
(See Appendix E) The significant IPC document for
this section is IPC-SM-782
i) the impact of the limited heat transfer available from
solder joint to internal heat ‘‘sinks.’’
3.3.1 Thermal Design and Layout Where there are ther-
mally sensitive components, heat dissipaters should gener-
ally be ‘‘downstream’’ in the air flow. Under certain condi-
tions of PWA geometry, component orientation and relative
component heights, turbulence may result in ‘‘recirculation
cells’’ conveying heat ‘‘upstream.’’
3.3.2 Thermal Design and Conformal Coating Reduced
heat extraction from the PWA (and increased junction tem-
peratures) may result if conformal coating covers heat con-
duction surfaces on the PWA edge or margin which mate
with heat sinks such as card-edge clamps and cold plates.
(See Appendix D)
3.3.3 Land Patterns Surface land patterns define the
sites where the components are to be soldered to the
printed wiring board. The design of land patterns is very
critical because it is the land pattern that not only deter-
mines the solder joint strength and hence the reliability of
solder joints but also impacts the solder defects, cleanabil-
ity, testability, and repair/rework. The very producibility or
the success of the printed board is dependent upon the land
pattern design.
There are certain general guidelines that one should
develop to cope with the variations in tolerances of compo-
nents. The selected vendor’s components must pass all
package qualification requirements. Standardization of
parts reduces the tolerances that the land pattern design
will have to support.
A second desirable requirement is that the land pattern
design be transparent to the soldering process to be used in
manufacturing. This will not only reduce the number of
land sizes in the CAD library but it will also be less con-
fusing for the CAD designer.
3.3.4 Balance About Neutral Axis Balanced conductor
plane distribution about the neutral axis results in a SM
printed board which does not ‘‘potato-chip’’ during the
high temperature exposures and results in reduced
mechanical stress on component bodies and on solder
joints.
3.3.5 Vias Via holes are used to connect surface mounted
component lands to conductor layers. They may also be
used as test targets for bed-of-nails type probes and/or
rework ports. Via holes may be tented if they are not
required for node testing or rework. When a via is used as
a test point it is required that the location of a test land be
found to match the standard grid of the test fixture.
Buried Via A plated-through hole connected to neither the
primary side nor the secondary side of a multilayer pack-
aging and interconnecting structure; i.e., it connects only
internal layers.
Blind Via A plated-through hole connected to either the
primary side or the secondary side and one or more inter-
nal layers of a multilayer packaging and interconnecting
structure.
IPC-TR-579 noted possible reliability problems for PTVs
with small diameters and/or large printed board thick-
nesses. Copper plating quality in the barrel was found to be
a significant parameter; nickel over plating in the barrel
increases the robustness of the PTV to temperature cycling.
Use of blind and buried vias can result in effective aspect
ratios (AR) much lower than the AR of PTVs in the same
substrate with the same diameter. See section 3.6.
Open or untented PTVs (no solder mask on either side of
the printed board) can allow liquid flux to be trapped with
potential for corrosion, reducing SIR, contaminating test
fixtures and causing electrochemical corrosion. (See IPC-
D-275) If solder mask is intended to plug or tent these
holes, it must do it consistently. Another method to prevent
flux from being trapped in these vias is to plug them with
solder (which wave soldering does automatically).
3.3.6 Printed Board Trace Widths and Spaces
Minimum trace widths should be reviewed keeping in mind
the influence of etching tolerances, undercutting, ‘‘Mouse-
bites,’’ and plated grain size as well as the possibility for
electromigration due to current density, Joule heating and
July 1996 IPC-D-279
11
subsequent conductor temperature rise.
Minimum trace spacings should be reviewed keeping in
mind the influences of DC voltage and possible electro-
chemical migration, AC voltage and possible corona leak-
age currents, high humidity and possible electrochemical
migration, low air pressure and possible corona leakage
currents/premature voltage breakdown, and conductive or
corrosive contamination from the ambient. See IPC-D-275,
IPC-SM-782, and IPC-TR-476 and IEC 664.
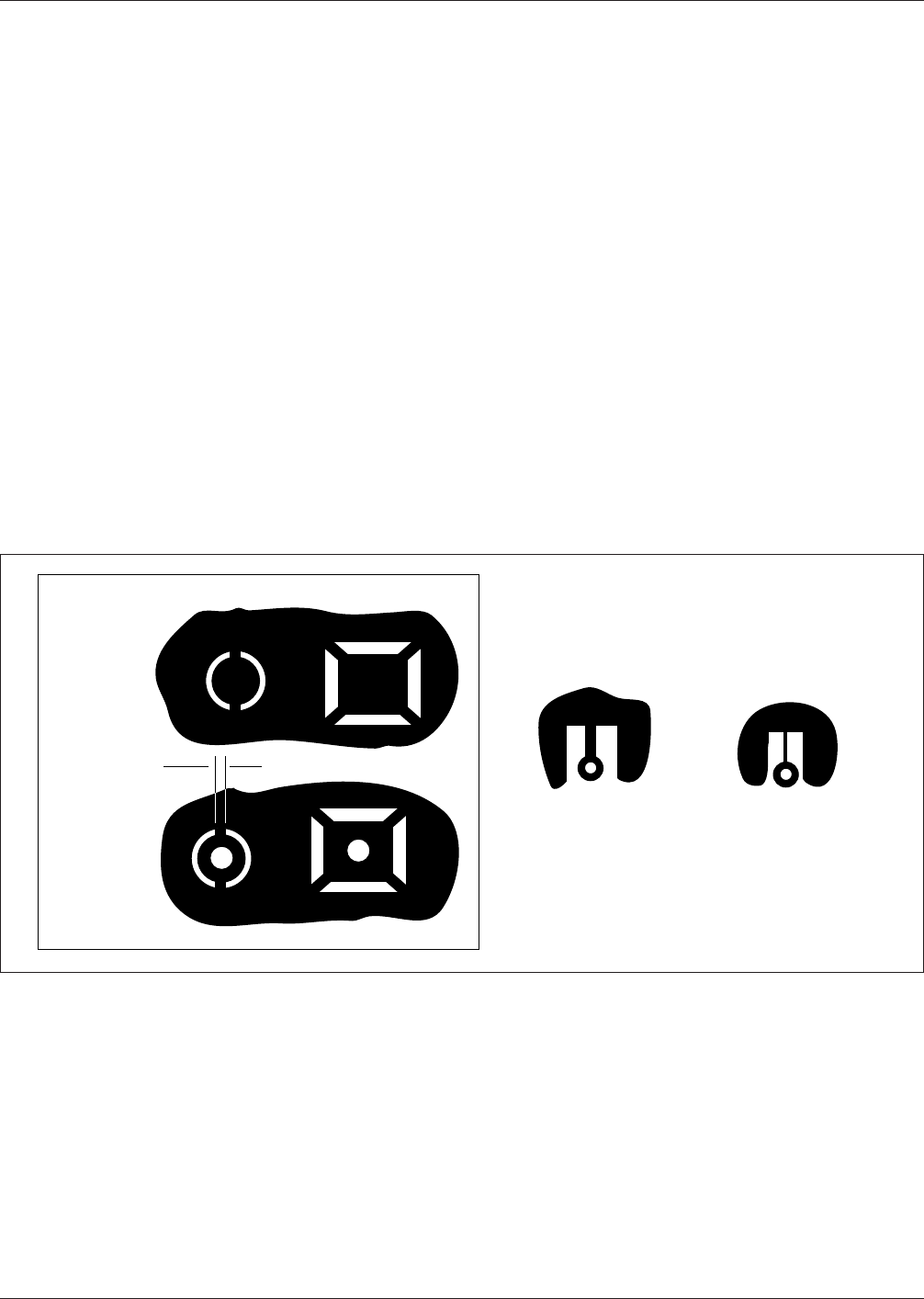
3.3.7 PTH and PTV Thermal Isolation/Relief Large con-
ductor areas such as ground planes, power planes and ther-
mal planes ‘‘heatsink’’ PTH and PTVs to which they con-
nect. During the soldering or reflow process, the reduction
in local temperature can result in ‘‘cold’’ solder joints,
bridging or icicling and may require increased time at tem-
perature to affect a proper and reliable solder joint. Ther-
mal relief inner lands such as those depicted in Figure 3-2
provide a measure of thermal resistance between the exter-
nal soldered lands and the heatsinking plane. The results
are lower required reflow temperatures, less printed board
stress, and more consistent solder joints.
3.3.8 Test Pads Test pads are required for bare-board
test; see also IPC-ET-652. Previous techniques used to
implement digital PWA testability such as massive addition
of test nodes, become less feasible with the smaller dimen-
sions of SMT PWAs and the number of test nodes required
for components with 100-400 terminations; the mechanical
force exerted by test pins is sufficient to flex and break
components and solder joints.
Testability is a particular issue for field repair activities
where the full capabilities of the SM PWA may not be
exercised due to test equipment limitations or lack of avail-
able test time; Built-in-Test-Equipment, Built-in-Test,
Built-in-Self-Test (BITE, BIT or BIST) capabilities could
be invaluable in these circumstances or may be the only
alternatives. See section 8 and Appendix J.
Solder mask overlap or residue on test pads (whether by
design or by loss of process control) reduces test reliabil-
ity. (See IPC-D-275, and IPC-SM-782)
Provide adequate margin between the land and solder
mask.
Conformal coating on test pads results in diminished test
accessibility; testability buss methodologies and structures
may be required to permit effective and efficient fault cov-
erage. (See IPC-SM-782)
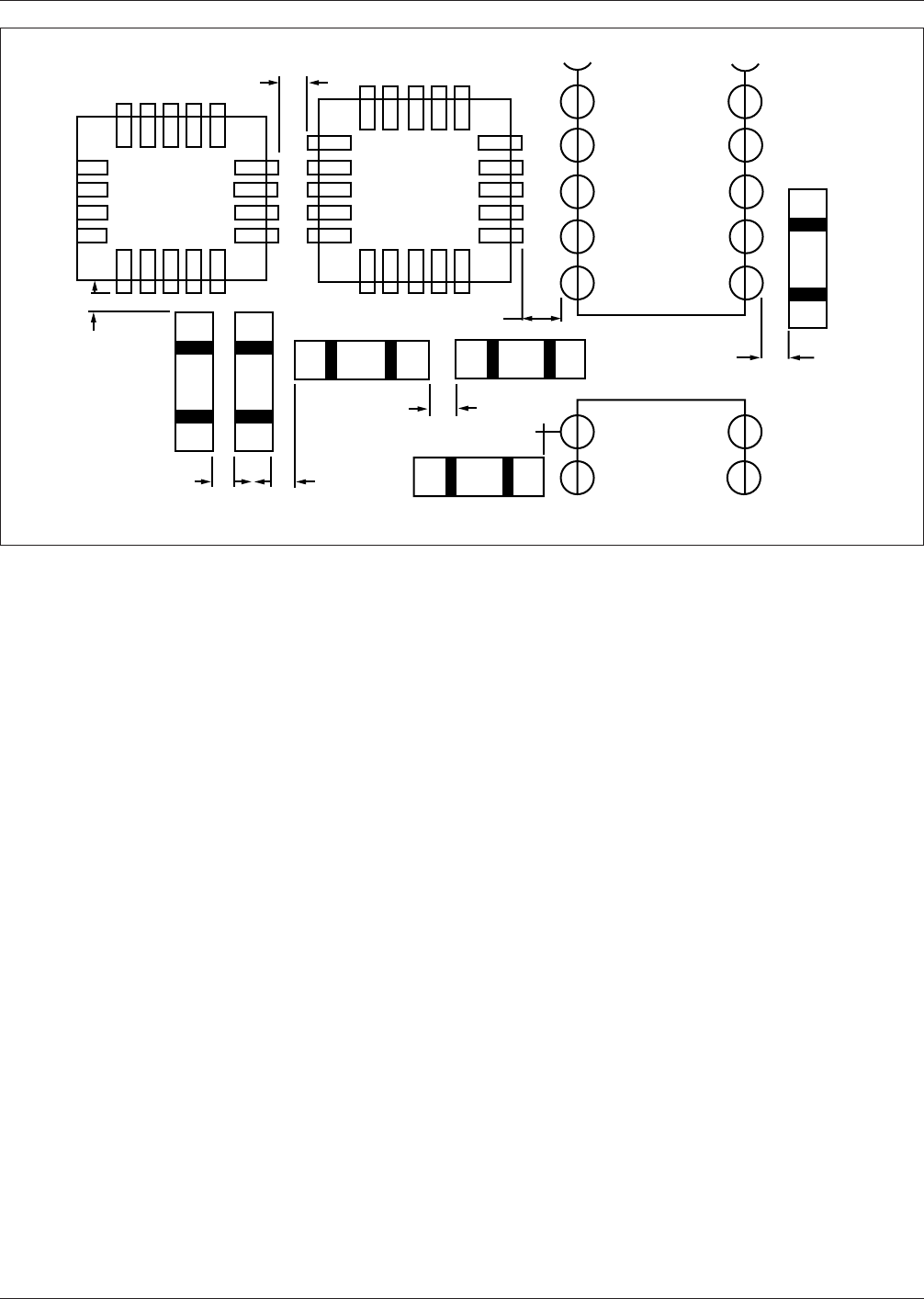
3.3.9 Spacing Between Parts The designer should pro-
vide for manufacturability, inspectability, testability and
repairability of SMT assemblies. A minimum interpackage
spacing is required to satisfy all these manufacturing
requirements. Some designs require that surface mount
components be positioned as tightly as possible (brick-
walled); these designs do not allow solder joint inspection.
See figure 3-3 and section 8.0.
3.3.10 ‘‘Pads-Only’’ Design For this reason, many mul-
tilayer military and space applications utilize a ‘‘pads-
only’’ outer layer design. By submerging all conductors
and power planes in the inner-layers, only the land areas
are exposed on the board surface. Connection to the sub-
layers is then accomplished by small plated and filled vias
IPC-279-04
Figure 3−2 Thermal Relief in Ground Planes
Land Before
Drilling
Land
After Drilling
Wide Straps Narrow Straps
Web Width
▼
▼
IPC-D-279 July 1996
12
inside the land area. If a ‘‘pads-only’’ approach is not fea-
sible, then it is crucial that solder mask be applied for sur-
face mount designs to act as a dam to solder migration.
The ‘‘pads-only’’ approach has several advantages worth
noting:
• the construction is compatible with soldering pro-
cesses, conformal coatings and common cleaning sol-
vents.
• The electrical and dielectric performance is no differ-
ent than the remainder of the P/I structure. Stenciling
of solder paste is improved.
• Application of solder mask to flexible and flex-rigid
P/I structures may be difficult.
• Resolution of this approach is the same as the resolu-
tion of copper etching.
3.3.11 Components with Reduced Clearances (Traces
Under)
Excessively thick solder mask, particularly dry
film over traces under components with small clearance,
can contribute to the formation of crevices which entrap
flux. In the case where the solder mask touches the bottom
of the component, if insufficient solder paste is used, it may
result in chip component draw-bridging (tombstoning),
insufficient solder fillet or lack of solder joint. (See IPC-
SM-782 and IPC-D-275.)
3.3.12 Components with Reduced Clearance and Open
Vias
Components with reduced clearance should not be
over open vias, particularly if wave soldering is used. The
vias allow flux up under the component to be entrapped in
the reduced clearance space.
Heat dissipaters should generally be ‘‘upstream’’ of tall
components to avoid recirculation cells.
Where lower junction temperature T
j
is required, consider
the following avenues particularly applicable to SMT: ther-
mal vias, thermally conductive adhesives from component
to printed board, and power and ground planes included in
the thermal design. In addition, consider the following
moves: sensitive components ‘‘upstream’’ of power dissi-
paters, power dissipaters further apart to reduce power den-
sity, power dissipaters closer to cold wall (edge of card if
card clamps are used), and power dissipaters ‘‘upstream’’
of tall components.
Long, tall components such as connectors are ideally
placed parallel to the airflow. Placement of these compo-
nents perpendicular to the airflow results in the generation
of recirculation cells which reduce the heat transfer from
heat dissipaters or which increase heat transfer to heat sen-
sitive components.
3.4 Coefficient of Thermal Expansion (CTE) and CTE-
Mismatch
Electronic assemblies consist of a multitude of
elements of different materials. These materials have differ-
ent coefficients of thermal expansion (CTE), of which some
are listed in Appendix G. Some CTEs also vary with tem-
perature. Because of external temperature variations and
internal heat generation and different thermal resistances,
IPC-279-05
Figure 3−3 Spacing Between Parts
1.25 mm
0.63 mm
1.5 mm
0.63 mm
1.0 mm 1.0 mm
1.25 mm
1.5 mm
July 1996 IPC-D-279
13