IPC-D-279 EN.pdf - 第74页
Contamination The presence of contamination on the sur- face will increase the moisture absorption. The critical rela- tive humidity can be lowered by the presence of contami- nants. The nature of these contaminants will…

DC voltage gradients, since electronic circuitry is
most prone to CAF formation under these condi-
tions;
7) Avoid testing conditions which create failure mecha-
nisms and failure modes which will not be observed
during normal operating life and use conditions.
C-4.0 CRITICAL FACTORS FOR EMERGING ADVANCED
TECHNOLOGIES
The emerging advanced technologies are characterized by
denser packaging resulting in ever finer conductor line
widths and spacings. Without changes in the material and
the operating environment, which for economical and prac-
tical reasons are not likely, finer lines and spacings result
in reduced insulation resistance and increased threat of
CAF formation. The DfR principles listed in Section C-3.0
need to be kept in mind in the design and application of
these emerging technologies.
C-5.0 VALIDATION AND QUALIFICATION TESTS
C-5.1 SIR Test Procedures
The most commonly used
test vehicle for measuring SIR is an interdigitated comb
pattern. These patterns exist in a variety of configurations
with spacing between conductors ranging from 0.15 mm to
1.25 mm. SIR tests are carried out at elevated temperature
and humidity levels; however, some tests are performed
with a bias voltage applied throughout the duration of the
test, while others are performed without electrical bias
being applied.
Bias voltages applied during testing ranges from 10 V to as
much as 500 V. Periodically a test voltage of typically 100
V, for the electrically biased tests with reversed polarity, is
applied to measure the insulation resistance. In the case of
the electrochemical migration tests required by Bellcore
[Ref. C-7: 18] the bias voltage and the test voltage have the
same polarity.
SIR tests are normally performed at accelerated conditions
with elevated temperature and humidity levels. The test
conditions range from 35°C/95%RH to 85°C/85%RH with
test durations varying from 100 to 500 hours. Pass criteria
also vary from 100 MΩ to 200 MΩ. The electrochemical
migration test requires that any decline in insulation resis-
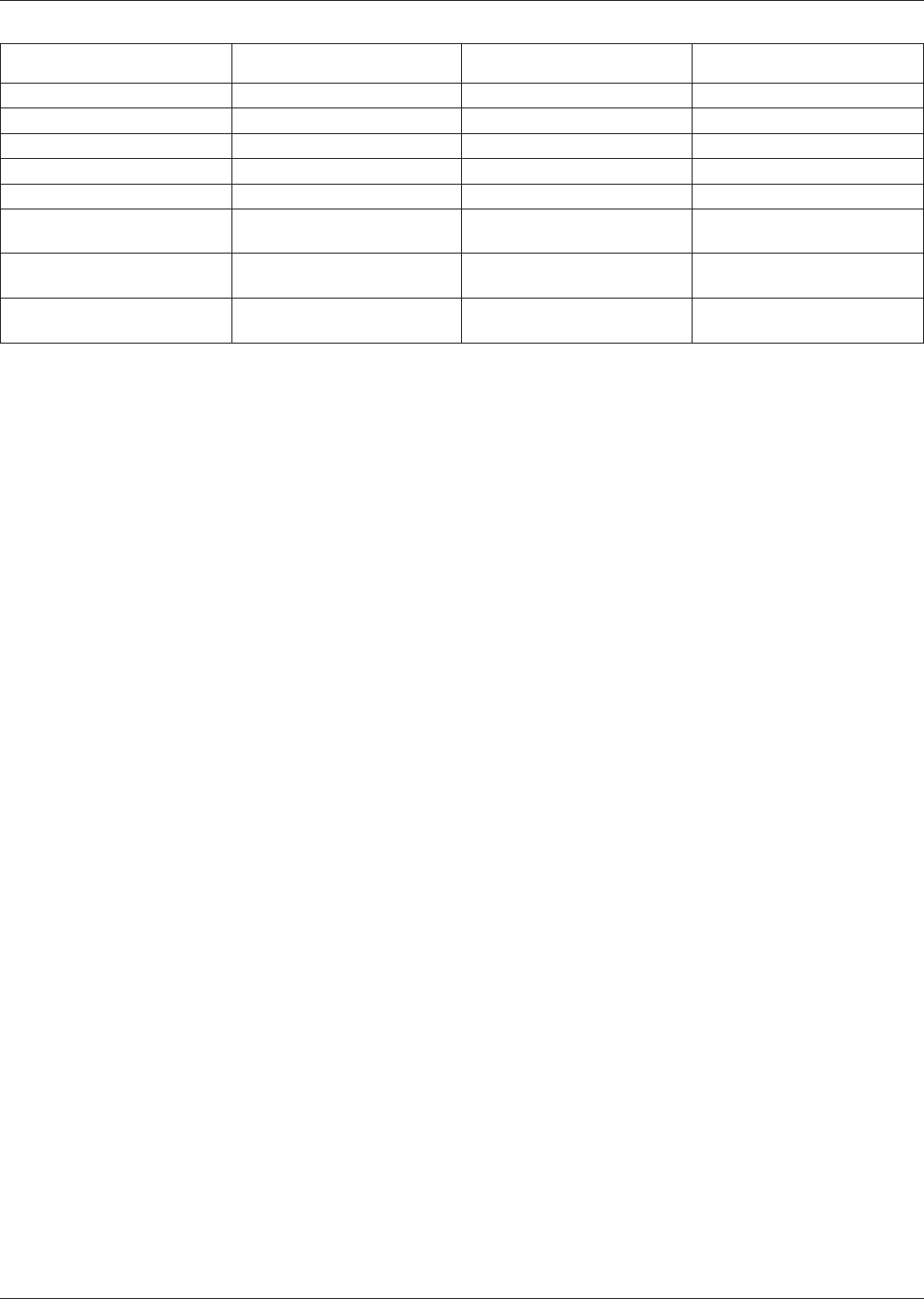
tance be less than a decade for the sample to pass. Table
C-1 compares the variation in the test conditions for the
IPC SIR test [Ref. C-7: 19] for soldering flux and the
Bellcore SIR and migration tests [Ref. C-7: 14].
The variation in the test parameters, as illustrated in Table
C-1, results in a large variation in observed SIR data. As
indicated previously, the insulation resistance is an extrin-
sic property of the material sample under investigation.
This property will be affected by the test pattern, tempera-
ture, humidity, bias voltage and duration chosen for the test
as well as the contamination associated with prior process-
ing steps. This contamination may result in electrochemical
corrosion.
SIR readings are sensitive to and affected by a number of
factors.
The variation in the test parameters, as illustrated in Table
C-1, results in a large variation in observed SIR data. As
indicated previously, the insulation resistance is an extrin-
sic property of the material sample under investigation.
This property will be affected by the test pattern, tempera-
ture, humidity, bias voltage and duration chosen for the test
as well as the contamination associated with prior process-
ing steps. This contamination may result in electrochemical
corrosion.
SIR readings are sensitive to and affected by a number of
factors.
C-5.1.1 Factors Affecting SIR Readings
Geometry
The geometry of the test pattern is of primary
importance. When a bias voltage is applied, an interdigi-
tated comb pattern experiences a distributed resistance due
to the number of parallel traces over which the measure-
ment is taken. The length of the interacting conductors
divided by the separation between conductors is defined as
the number of squares. In comparing data from two differ-
ent comb patterns, the readings are sometimes reported as
ohms/square.
Humidity When a monolayer of water is absorbed onto
the surface of an epoxy/glass printed board, the water mol-
ecules hydrogen-bond to the epoxy making them essen-
tially immobile. These hydrogen-bonded water molecules
can exist as either continuous coatings or as discrete
islands [Ref. C-7: 20]. As subsequent water layers are
added, thicker films are formed allowing the dissolution of
contaminants and the formation of hydrated ions which can
move under the influence of an electric field [Ref. C-7: 21].
Conductivity measurements made on aluminum oxide
revealed that for films with thicknesses of less than three
(3) monolayers, the surface conductivity is two orders of
magnitude below that of bulk water [Ref. C-7: 22]. The
surface conductivity increased asymptotically with the
increase in the number of monolayers with equilibrium
being reached above 20 monolayers. Evidence indicates
that there is a critical relative humidity at which a com-
pound exhibits a surge in moisture absorption [Ref. C-7:
23,24]. For example, it has been demonstrated that den-
dritic growth of gold on alumina surface is dependent upon
the relative humidity and that there existed a threshold for
gold migration to occur [Ref. C-7: 25]. It has been shown,
that the critical relative humidity for epoxy coatings is 70%
and that the epoxy degrades over time when exposed to
humid environments [Ref. C-7: 26].
IPC-D-279 July 1996
62
Contamination The presence of contamination on the sur-
face will increase the moisture absorption. The critical rela-
tive humidity can be lowered by the presence of contami-
nants. The nature of these contaminants will determine how
much moisture is absorbed at a given humidity level. If
these contaminants are ionic in nature, they can enhance
electrochemical reactions that occur in the presence of a
bias voltage.
Voltage The bias voltage applied across the insulator will
set-up a response in the dipolar polymer substrate. In per-
forming SIR testing, it is important that the bias voltage
chosen is realistic as it relates to the actual operating and
use conditions of the electronic assembly. Typical test
methods require 45-50 V bias because this represents a
moderate accelerating condition relative to the +/- 15 V
circuits common in telecommunication hardware. Exces-
sively high voltage tests for routine circuits can lead to
damage mechanisms and failure not representative of pro-
duct use.
C-6.0 SCREENING PROCEDURES
For the threats to reliability from low SIR and CAF forma-
tion no effective screening procedure exists. The best that
can be done is following the DfR recommendations in Sec-
tion C-3.0 and the testing of representative samples using
the test procedures discussed in Section C-5.0.
C-7.0 REFERENCES
1. Engelmaier, W., ‘‘On the Parametric Temperature/
Humidity Dependence of Insulation Resistance of
Covercoated Fine-Line Flexible Printed Wiring,‘‘ Proc.
Nat, Electronic Packaging and Production Conf,
(NEPCON West), Anaheim, CA. February 1976, p. 87.
2. ‘‘D-C Resistance or Conductance of Insulating Materi-
als,’’ ASTM D 257-78. Annual Book of ASTM Stan-
dards, ASTM, Philadelphia, PA.
3. Gorondy, E. J., ‘‘Surface Insulation Resistance Part I:
The Development of an Automated SIR Measurement
Technique,‘‘ IPC Technical Paper IPC-TP-518, The
Institute for Interconnecting and Packaging Electronic
Circuits, Lincolnwood, IL, September 1984.
4. Zado, F. M., ‘‘Effects of Non-Ionic Water Soluble Flux
Residue,’’ Western Electric Engineer, Vol. 1, No. 1,
1983.
5. Kawanobe, T., and K. Otsuka, ‘‘Metal Migration in
Electronic Components,’’ Proc. 32nd Electronic Com-
ponents Conf., San Diego, CA, May 1982, pp. 220-
228.
6. Uhlig, H. H. ‘‘Corrosion and Corrosion Control,’’ 2nd
ed., John Wiley & Sons, Inc., New York, NY, 1971,
p.322.
7. Lando, D. J., J. P. Mitchell, and T. L. Welsher, ‘‘Con-
ductive Anodic Filaments in Reinforced Polymeric
Dielectrics: Formation and Prevention,’’ Proc. 17th
Ann. Reliability Physics Symp., April 1979, pp. 51-63.
8. Augis, J. A., D. G. DeNure, M. J. LuValle, J. P. Mitch-
ell, M. R. Pinnel, and T. L. Welsher, ‘‘A Humidity
Threshold for Conductive Anodic Filaments in Epoxy
Glass Printed Wiring Boards,’’ Proc. 3rd Int, SAMPE
Electronics Conf.. June 20-22, 1989, pp. 1023-1030.
9. Ready, W. J., S. R. Stock, and L. J. Turbini, unpub-
lished results.
10. Turbini, L. J., unpublished work.
11. Cotter, M., and W. Engelmaier, unpublished results.
12. LuValle, M. J., T. L. Welsher, and J. P. Mitchell, R. J.,
‘‘A New Approach to the Extrapolation of Accelerated
Life Test Data,’’ Proc. 5th Int. Reliability and Main-
tainability Conf., Biarritz, France, 1986, pp. 630-635.
Table C−1 SIR Test Parameters for Some Industry Tests
Parameters
IPC-TM-650
Solder Flux
Bellcore
SIR
Bellcore
Electromigration
Test Voltage 100 V 100 V 45 to 100V
Bias Voltage 50 V 50 V 10 V
Polarity Reverse Reverse Same
Environment 85°C/85%RH 35°C/85%RH 85°C/85%RH
Duration 7 days 4 days 500 hours
Lines/Spacing 0.4/0.5 mm 0.64/1.27 mm
0.32/0.32 mm
0.32/0.32 mm
Number of Squares ~1000 ~100
~500
~500
Failure Criteria 100 MΩ 10
5
MΩ
2x10
4
MΩ
SIR less than 1 decade
decline
July 1996 IPC-D-279
63

13. Klein Wassink, R. J., ‘‘Soldering in Electronics,’’ 2nd
ed., Electrochemical Publications, Ltd., Isle of Man,
UK, 1989, pp. 215-216.
14. Sinnadurai, F. N. ‘‘Handbook of Microelectronics
Packaging and Interconnection Technologies,’’ ed.,
Electrochemical Publications, Ltd., Ayr, Scotland,
1985, p. 271.
15. Lahti, J. N., R. H. Delany, and J. N. Hines, ‘‘The Char-
acteristic Wearout Process in Epoxy-Glass Printed Cir-
cuits for High Density Electronic Packaging,’’ Proc.
17th Ann. Reliability Physics Symp., April 1979, pp.
39-43.
16. Welsher, T. L., J. P. Mitchell, and D. J. Lando, ‘‘CAF
in Composite Printed-Circuit Substrates: Characteriza-
tion, Modeling and a Resistant Material,’’ Proc. 18th
Ann, Reliability Physics Symp., April 1980, pp. 235-
237.
17. Welsher, T. L., J. P. Mitchell, and D. J. Lando, ‘‘Con-
ductive Anodic Filaments (CAF): An Electrochemical
Failure Mechanism of Reinforced Polymeric Dielec-
trics,’’ Proc. Ann. Electrical Insulation and Dielectric
Phenomena Conf., 1980, pp. 234-239.
18. ‘‘Generic Physical Design Requirements for Telecom-
munications Products and Equipment,’’ Bellcore Tech-
nical Reference TR-NWT-000078, Issue 3. December
1991.
19. ‘‘Surface Insulation Resistance, Fluxes,’’ Test Method
2.6.3.3. Test Methods Manual IPC-TM-650, The Insti-
tute for Interconnecting and Packaging Electronic Cir-
cuits, Lincolnwood, IL.
20. Krumbein, S. J., ‘‘Metallic Electromigration Phenom-
ena,’’ IEEE Trans. Components, Hybrids, and Manu-
facturing Technology, Vol. 91, CHMT-11, No. 1,
March 1988, pp. 5-15.
21. Cvijanovich, G. B., and A. R. Baily, ‘‘Technical Report
on the Conductivity and Electrolytic Properties of
Adsorbed Layers of Water,‘‘ Advanced Product and
Manufacturing Technologies Dept., AMP Inc., Harris-
burg, PA.
22. Howard, R. W., ‘‘Electrochemical Model for Corrosion
of Conductors on Ceramic Substrates,’’ IEEE Trans,
Components, Hybrids, and Manufacturing Technology.
Vol. CHMT-4, No. 4, December 1981, pp. 520-525.
23. Jennings, C. W., ‘‘Effect of High Moisture Environ-
ments of Printed Wiring Board Insulation,’’ Proc.
Printed Circuit World Convention II (IPC), June 1981.
24. Sinclair, J. D., ‘‘An Instrumental Gravimetric Method
for Indexing Materials, Contaminants and Corrosion
Products According to Their Hygroscopicity,’’ J. Elec-
trochemical Society. Solid State Science and Technol-
ogy, May 1978, pp. 734-742.
25. DerMarderosian, A., and C. Murphy, ‘‘Humidity
Threshold Variation for Dendritic Growth on Hybrid
Substrates,’’ Proc, 15th Ann. Reliability Physics
Symp., April 1977, pp. 92-100.
26. Lefebvre, D. R., K. M. Takahashi, A. J. Muller, and V.
R. Raju, J. Adhesion Science and Technology, Vol. 5,
No. 3, 1991, pp. 201-227.
IPC-D-279 July 1996
64