IPC-D-279 EN.pdf - 第75页
13. Klein W assink, R. J., ‘ ‘Soldering in Electronics,’ ’ 2nd ed., Electrochemical Publications, Ltd., Isle of Man, UK, 1989, pp. 215-216. 14. Sinnadurai, F . N. ‘ ‘Handbook of Microelectronics Packaging and Interconnec…
Contamination The presence of contamination on the sur-
face will increase the moisture absorption. The critical rela-
tive humidity can be lowered by the presence of contami-
nants. The nature of these contaminants will determine how
much moisture is absorbed at a given humidity level. If
these contaminants are ionic in nature, they can enhance
electrochemical reactions that occur in the presence of a
bias voltage.
Voltage The bias voltage applied across the insulator will
set-up a response in the dipolar polymer substrate. In per-
forming SIR testing, it is important that the bias voltage
chosen is realistic as it relates to the actual operating and
use conditions of the electronic assembly. Typical test
methods require 45-50 V bias because this represents a
moderate accelerating condition relative to the +/- 15 V
circuits common in telecommunication hardware. Exces-
sively high voltage tests for routine circuits can lead to
damage mechanisms and failure not representative of pro-
duct use.
C-6.0 SCREENING PROCEDURES
For the threats to reliability from low SIR and CAF forma-
tion no effective screening procedure exists. The best that
can be done is following the DfR recommendations in Sec-
tion C-3.0 and the testing of representative samples using
the test procedures discussed in Section C-5.0.
C-7.0 REFERENCES
1. Engelmaier, W., ‘‘On the Parametric Temperature/
Humidity Dependence of Insulation Resistance of
Covercoated Fine-Line Flexible Printed Wiring,‘‘ Proc.
Nat, Electronic Packaging and Production Conf,
(NEPCON West), Anaheim, CA. February 1976, p. 87.
2. ‘‘D-C Resistance or Conductance of Insulating Materi-
als,’’ ASTM D 257-78. Annual Book of ASTM Stan-
dards, ASTM, Philadelphia, PA.
3. Gorondy, E. J., ‘‘Surface Insulation Resistance Part I:
The Development of an Automated SIR Measurement
Technique,‘‘ IPC Technical Paper IPC-TP-518, The
Institute for Interconnecting and Packaging Electronic
Circuits, Lincolnwood, IL, September 1984.
4. Zado, F. M., ‘‘Effects of Non-Ionic Water Soluble Flux
Residue,’’ Western Electric Engineer, Vol. 1, No. 1,
1983.
5. Kawanobe, T., and K. Otsuka, ‘‘Metal Migration in
Electronic Components,’’ Proc. 32nd Electronic Com-
ponents Conf., San Diego, CA, May 1982, pp. 220-
228.
6. Uhlig, H. H. ‘‘Corrosion and Corrosion Control,’’ 2nd
ed., John Wiley & Sons, Inc., New York, NY, 1971,
p.322.
7. Lando, D. J., J. P. Mitchell, and T. L. Welsher, ‘‘Con-
ductive Anodic Filaments in Reinforced Polymeric
Dielectrics: Formation and Prevention,’’ Proc. 17th
Ann. Reliability Physics Symp., April 1979, pp. 51-63.
8. Augis, J. A., D. G. DeNure, M. J. LuValle, J. P. Mitch-
ell, M. R. Pinnel, and T. L. Welsher, ‘‘A Humidity
Threshold for Conductive Anodic Filaments in Epoxy
Glass Printed Wiring Boards,’’ Proc. 3rd Int, SAMPE
Electronics Conf.. June 20-22, 1989, pp. 1023-1030.
9. Ready, W. J., S. R. Stock, and L. J. Turbini, unpub-
lished results.
10. Turbini, L. J., unpublished work.
11. Cotter, M., and W. Engelmaier, unpublished results.
12. LuValle, M. J., T. L. Welsher, and J. P. Mitchell, R. J.,
‘‘A New Approach to the Extrapolation of Accelerated
Life Test Data,’’ Proc. 5th Int. Reliability and Main-
tainability Conf., Biarritz, France, 1986, pp. 630-635.
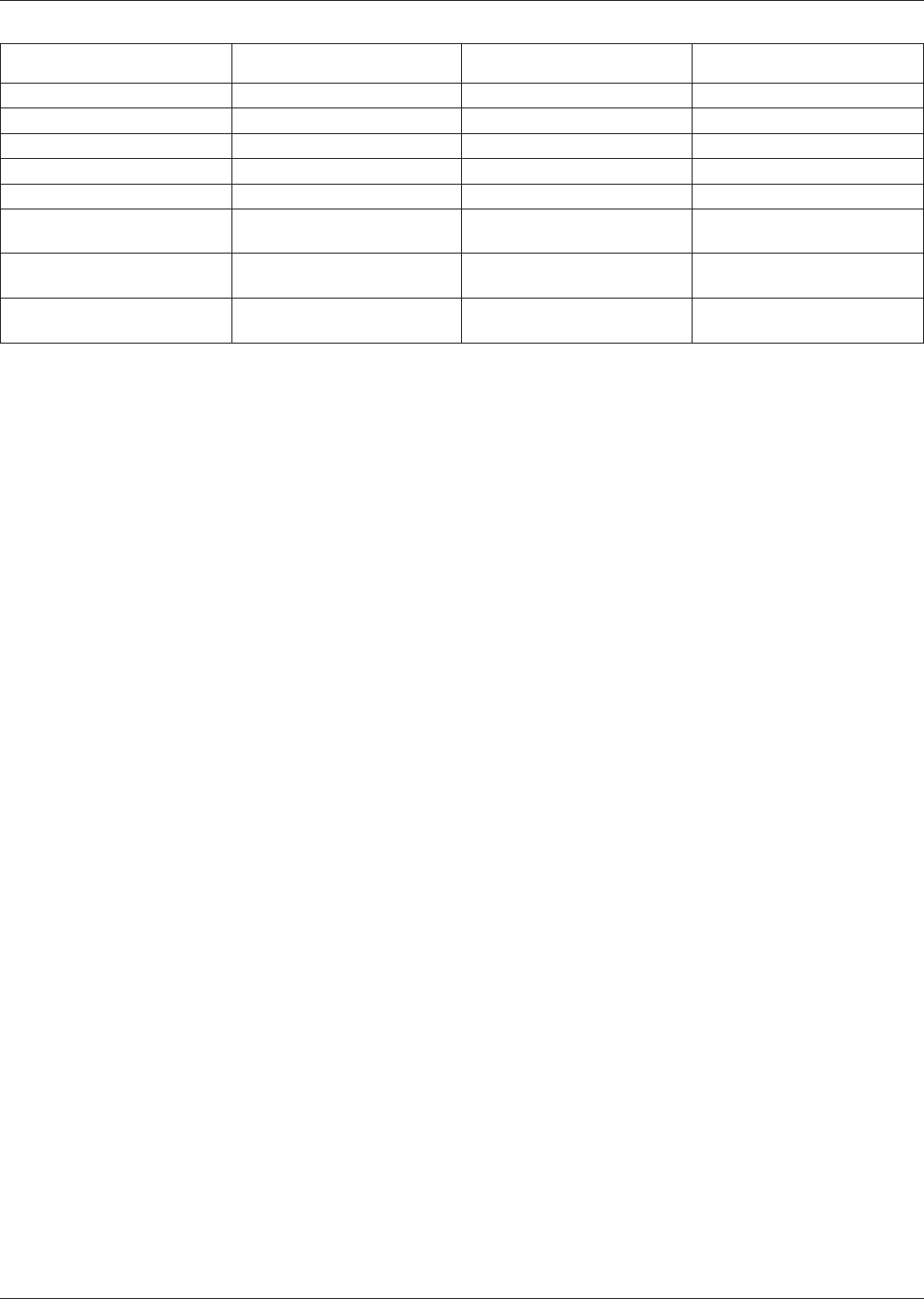
Table C−1 SIR Test Parameters for Some Industry Tests
Parameters
IPC-TM-650
Solder Flux
Bellcore
SIR
Bellcore
Electromigration
Test Voltage 100 V 100 V 45 to 100V
Bias Voltage 50 V 50 V 10 V
Polarity Reverse Reverse Same
Environment 85°C/85%RH 35°C/85%RH 85°C/85%RH
Duration 7 days 4 days 500 hours
Lines/Spacing 0.4/0.5 mm 0.64/1.27 mm
0.32/0.32 mm
0.32/0.32 mm
Number of Squares ~1000 ~100
~500
~500
Failure Criteria 100 MΩ 10
5
MΩ
2x10
4
MΩ
SIR less than 1 decade
decline
July 1996 IPC-D-279
63

13. Klein Wassink, R. J., ‘‘Soldering in Electronics,’’ 2nd
ed., Electrochemical Publications, Ltd., Isle of Man,
UK, 1989, pp. 215-216.
14. Sinnadurai, F. N. ‘‘Handbook of Microelectronics
Packaging and Interconnection Technologies,’’ ed.,
Electrochemical Publications, Ltd., Ayr, Scotland,
1985, p. 271.
15. Lahti, J. N., R. H. Delany, and J. N. Hines, ‘‘The Char-
acteristic Wearout Process in Epoxy-Glass Printed Cir-
cuits for High Density Electronic Packaging,’’ Proc.
17th Ann. Reliability Physics Symp., April 1979, pp.
39-43.
16. Welsher, T. L., J. P. Mitchell, and D. J. Lando, ‘‘CAF
in Composite Printed-Circuit Substrates: Characteriza-
tion, Modeling and a Resistant Material,’’ Proc. 18th
Ann, Reliability Physics Symp., April 1980, pp. 235-
237.
17. Welsher, T. L., J. P. Mitchell, and D. J. Lando, ‘‘Con-
ductive Anodic Filaments (CAF): An Electrochemical
Failure Mechanism of Reinforced Polymeric Dielec-
trics,’’ Proc. Ann. Electrical Insulation and Dielectric
Phenomena Conf., 1980, pp. 234-239.
18. ‘‘Generic Physical Design Requirements for Telecom-
munications Products and Equipment,’’ Bellcore Tech-
nical Reference TR-NWT-000078, Issue 3. December
1991.
19. ‘‘Surface Insulation Resistance, Fluxes,’’ Test Method
2.6.3.3. Test Methods Manual IPC-TM-650, The Insti-
tute for Interconnecting and Packaging Electronic Cir-
cuits, Lincolnwood, IL.
20. Krumbein, S. J., ‘‘Metallic Electromigration Phenom-
ena,’’ IEEE Trans. Components, Hybrids, and Manu-
facturing Technology, Vol. 91, CHMT-11, No. 1,
March 1988, pp. 5-15.
21. Cvijanovich, G. B., and A. R. Baily, ‘‘Technical Report
on the Conductivity and Electrolytic Properties of
Adsorbed Layers of Water,‘‘ Advanced Product and
Manufacturing Technologies Dept., AMP Inc., Harris-
burg, PA.
22. Howard, R. W., ‘‘Electrochemical Model for Corrosion
of Conductors on Ceramic Substrates,’’ IEEE Trans,
Components, Hybrids, and Manufacturing Technology.
Vol. CHMT-4, No. 4, December 1981, pp. 520-525.
23. Jennings, C. W., ‘‘Effect of High Moisture Environ-
ments of Printed Wiring Board Insulation,’’ Proc.
Printed Circuit World Convention II (IPC), June 1981.
24. Sinclair, J. D., ‘‘An Instrumental Gravimetric Method
for Indexing Materials, Contaminants and Corrosion
Products According to Their Hygroscopicity,’’ J. Elec-
trochemical Society. Solid State Science and Technol-
ogy, May 1978, pp. 734-742.
25. DerMarderosian, A., and C. Murphy, ‘‘Humidity
Threshold Variation for Dendritic Growth on Hybrid
Substrates,’’ Proc, 15th Ann. Reliability Physics
Symp., April 1977, pp. 92-100.
26. Lefebvre, D. R., K. M. Takahashi, A. J. Muller, and V.
R. Raju, J. Adhesion Science and Technology, Vol. 5,
No. 3, 1991, pp. 201-227.
IPC-D-279 July 1996
64

Appendix D
Thermal Considerations
D-1.0 GENERAL
The designer of an SM PWA will be constrained by several
external thermal factors:
A. The preference for cost and noise reasons is to cool
by free convection or by conduction of heat to the
outside atmosphere through thermally conducting
copper planes, metallic cardguides and thermally
conducting structural ribs in the system chassis.
B. The preference for contamination and corrosion con-
trol is to seal the PWA away from external air.
C. The heat densities and hotspot temperatures may
require active (forced) cooling with media such as air
or heat control fluids moved by fans or pumps.
D. The spacing between PWAs, the component spacings
and geometries, as well as air velocities may result in
either laminar or turbulent flows, affecting both heat
removal from heat dissipaters and heat transfer to
thermally sensitive components.
The primary thermal parameter which the designer must
address is the temperature of the junction or active film of
the component; both the absolute maximum or peak tem-
perature and the steady state operating temperature limits
imposed by the component manufacturer (as modified by
derating protocols) must be observed. The secondary ther-
mal parameter is the solder joint temperature since large
temperature swings in service will subject the joint to con-
ditions leading to cyclic fatigue, and long service times at
high temperatures will grow copper-tin intermetallic com-
pounds. See also IPC-SM-785, IPC-D-275, and IPC-SM-
782.
For near-eutectic tin/lead solders - the most commonly
used solders for surface mounted assemblies - good engi-
neering practices result in typical operating temperatures of
about 70°C. Higher levels of temperature are associated
with faster aging of the solder joints due to metallurgical
changes of the material structure and composition. Cyclic
variations of the joint temperature are associated with
fatigue degradation, solder being the compliant part of the
system which has to accommodate relatively large differen-
tial expansions of the different materials. The fatigue life of
the system is dictated primarily by the temperature swing,
dwell time and lead compliancy and it is less dependent on
the absolute value of temperature and the rise time neces-
sary to reach the extreme values, providing that the varia-
tion in temperature is slower than 30°C per minute. These
factors show the importance of determining the accurate
thermal conditions − both maximum static temperature and
cycling parameters − at the solder joint layer.
Variation of the external (outside of the equipment enclo-
sure) ambient temperature is one of the multitude of factors
that will determine the actual temperature cycle a specific
surface mounted device will see in operation. Very simple
equipment, powered continuously at constant power will
see the same temperature swings as the external ambient.
In some cases, the system designer introduces built-in
means of reducing the temperature swing inside the cabi-
net, such as fans activated when the inlet air temperature
exceeds certain limits or inlet air heaters which are
activated when inlet air temperature drops below certain
limits.
In many applications, the variation of the temperature
inside the electronic enclosure is generated by variations of
the power dissipated by the electronics itself. Examples of
this type of behavior are on/off periods for the system or
fluctuations in the power dissipation as in telecommunica-
tion equipment due to variations in the number of simulta-
neous calls passing through the system. Relatively large
temperature variations could be generated inside the system
between the periods with high traffic, mainly during the
working hours, and the periods with low traffic, usually
evening or night hours, even though the system is main-
tained inside an air conditioned room with practically no
ambient temperature variations. A device mounted down-
stream of a high power dissipator sees a temperature varia-
tion related to the variation of the temperature of the ther-
mal wake produced by the power dissipator even though
the temperature inside the enclosure is maintained constant.
In most applications, the temperature variations at a par-
ticular component in a system results from a combination
of system-external and system-internal temperature varia-
tions combined with power dissipation fluctuations within
the component. It follows that different devices inside the
same system might be subjected to very different tempera-
ture cycles. In order to assess the reliability of the solder
joints, the designer must perform a complete thermal
analysis at the device level.
D-2.0 THERMAL ANALYSIS AT THE DEVICE LEVEL
The best way of understanding the different factors that
impact the device temperature and implicitly the system
reliability, is to express the junction temperature on the
silicon, T
j
, as a summation of temperatures rise at different
levels of integration in the system
T
j
=T
a
+ ∆T
CA
+ ∆T
BL
+ ∆T
P
+ ∆T
TW
These factors are discussed in D-2.1 through D-2.5 below.
D-2.1 The Ambient Temperature of an Electronic Sys-
tem (T
a
) The ambient temperature of an electronic system
is defined as the average temperature monitored outside the
July 1996 IPC-D-279
65