编 程 手 册.pdf - 第101页
BM122 编程手册 6.4 进料器数据的设定项目 E3 4PCC- 3A-030 -B0 6.4-2 +Y : 远方 方向: 从机器正面观看右端和 远端为正。 (不管是前供料车还是 后供料车) +X : 右 输入该位移 3. 元件名 输入补充说明以识别元 件。可以是空 白。 = 注意 = 使用条形码系统时,务 必输入元件名 。 字符数: 20 字符以内 能够使用的字符 种类: 数字: 0 ~ 9 英文字母: A~ Z (大写)…
BM122
编程手册
6.4 进料器数据的设定项目
E34PCC-3A-030-B0
6.4-1
6.4. 进料器数据的设定项目
E34PCC-3A-030-B0
6.4.1 概要
进料器数据规定 Z 轴料架中哪个元件的排列。
该排列将分配给机器中带有管理元件单独数据的元件代码的各个进料器的位置编号(Z 轴编号)结合起来。
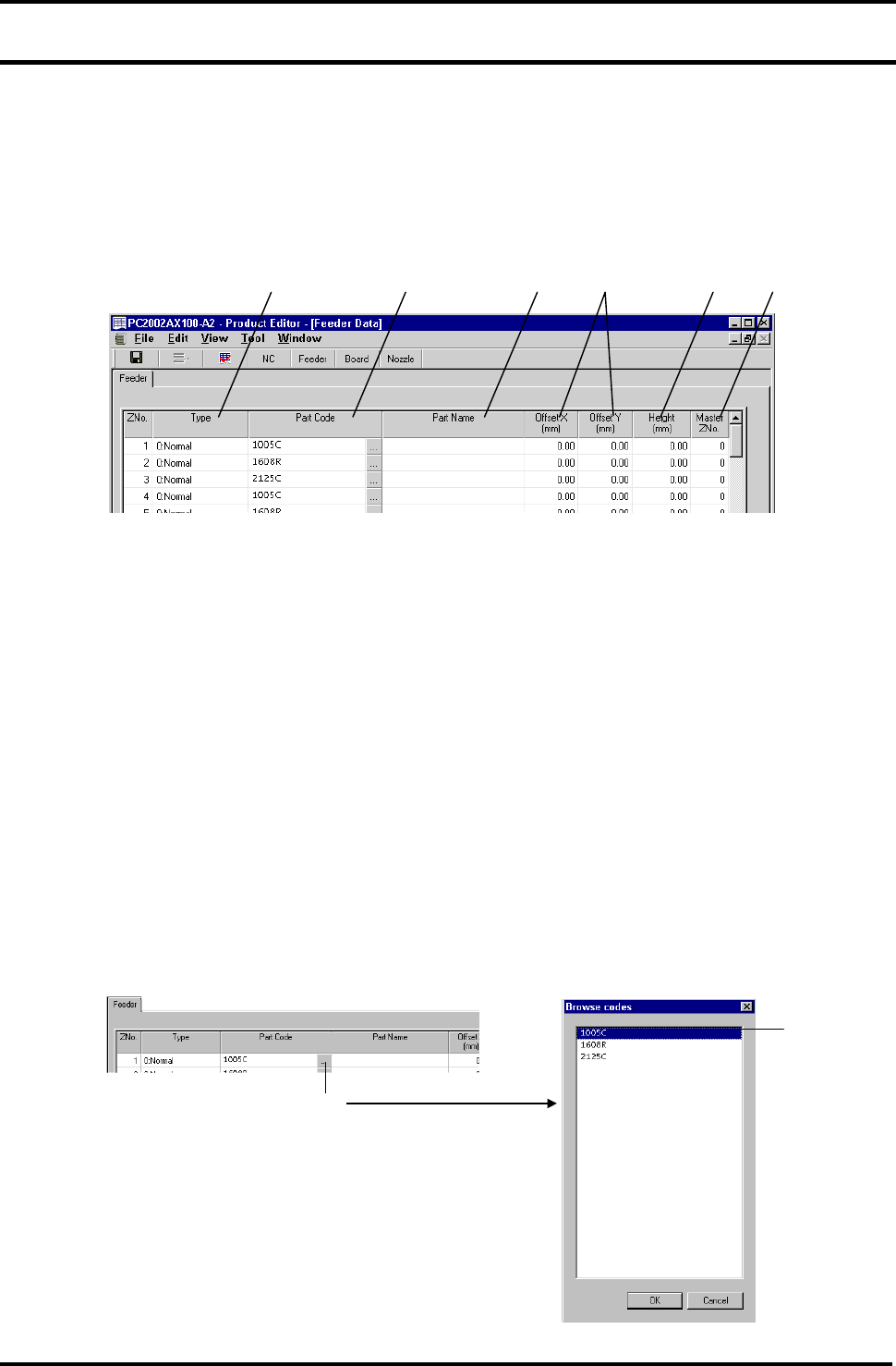
6.4.2 [Feeder](进料器)
[Feeder](进料器)
1.
1. 类型
指定 Z 轴料架中的装置种类。
0:常规(标准元件进料器)
1:回收传送带 1(32mm 宽)
2:回收传送带 2(55mm 宽)
4:缠带(缠带式料盒)不可用
2. 元件代码
代码用于从元件程序库中再次取出有关的元件数据。
字符数:16 字符以内
能够使用的字符:
数字:0 ~ 9 英文字母:A~ Z(大写)
符号:!# $ % & ’+ - . ;= @ [ ] _ ~ ^ ‘ { }
空格:仅由空格组成的文件名不可使用。
忽略文件名末尾的空格。 例)“AB ”=“AB”
字母前或字母之间的空格有效。 例)“ A”,“A B”
1) 点击元件代码旁的<Browse> (浏览)按钮。
2) 选择代码。
2. 3. 4. 1. 5. 6.
1)
2)
BM122
编程手册
6.4 进料器数据的设定项目
E34PCC-3A-030-B0
6.4-2
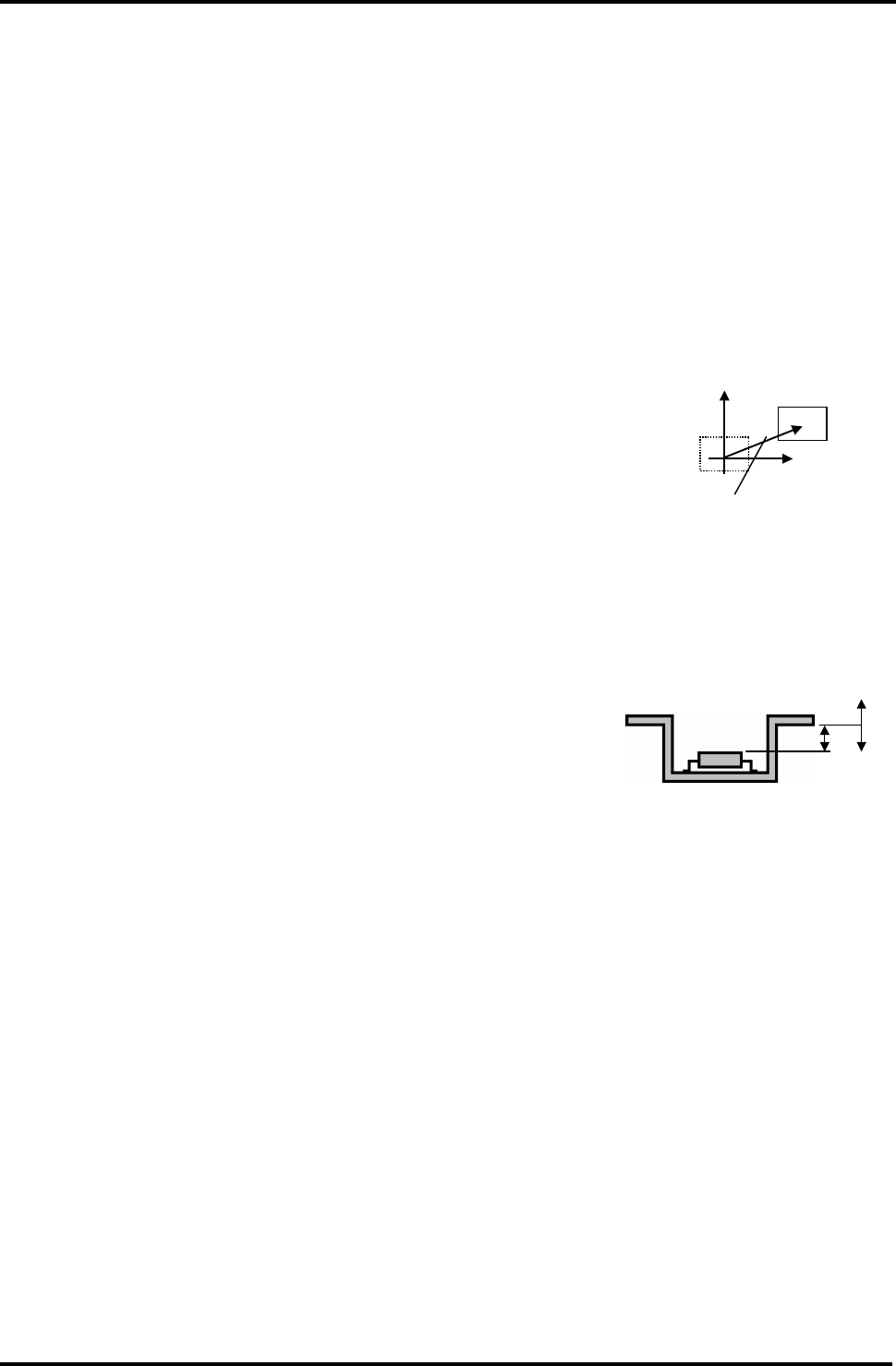
+Y : 远方
方向:
从机器正面观看右端和远端为正。
(不管是前供料车还是后供料车)
+X : 右
输入该位移
3. 元件名
输入补充说明以识别元件。可以是空白。
=注意=
使用条形码系统时,务必输入元件名。
字符数:20 字符以内
能够使用的字符种类:
数字:0 ~ 9 英文字母:A~ Z(大写)
符号:!# $ % & ’+ - . ;= @ [ ] _ ~ ^ ‘ { }
空格:仅由空格组成的文件名不可使用。
忽略文件名末尾的空格。 例)“AB ”=“AB”
字母前或字母之间的空格有效。 例)“ A”,“A B”
4. 补偿 X/Y
用于校正进料器吸着位置的位移。
补偿通常设置为 0。
输入范围:X=-99.99 ~ 99.99mm
Y= -2.0 ~ 99.99mm
=提示=
元件的供给位置有较大位移时,使用该选项。
根据元件识别的结果,可对不大的位移进行自动校正。
对于形状奇特的元件,如果中心位置不能吸着时,使用元件编辑器窗口的吸着位置补偿功能。
==请参照‘编程手册 / 建立元件程序库 / 识别数据的设定 / 识别参数’
5. 高度 (mm)
在进料器的高度方向,用来校正吸着位置的位移。
高度通常设置为 0。
根据元件编辑窗口的“
Posture Angle”(供给形状)和
”Pickup”(吸着) Height/thickness/Depth(高度/厚度/深度),自动计
算吸嘴实际下降的高度。
输入范围:-6.00 ~ 9.99mm
+
-
BM122
编程手册
6.4 进料器数据的设定项目
E34PCC-3A-030-B0
6.4-3
6.
主 Z 轴编号.
在提供元件时使用 Z 变更功能设定该编号。
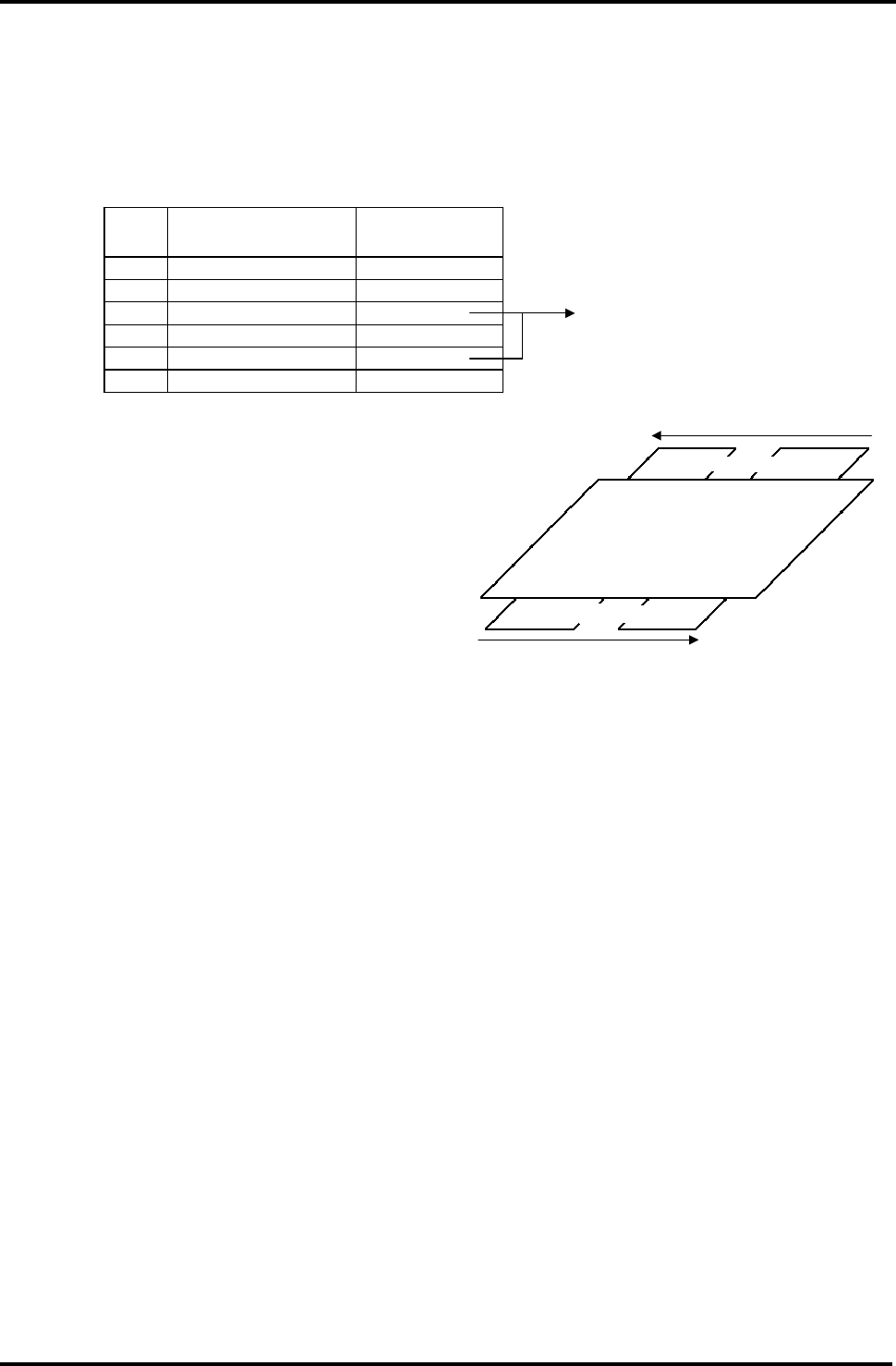
变更元件供给(Z 变更)
如果 Z 轴料架上包含相同元件的某一个进料器发生元件用尽,本功能将自动使用一个备用进料器继续
生产。
在备用进料器的“主 Z 轴编号”栏里输入将用作为主要进料器的 Z 轴编号。
能够设定多个备用进料器,且能够按照 Z 轴编号从小到大的顺序使用进料器。
Z 轴
编号
元件代码 主 Z 轴编号
1 1005R 0
2 0
3 1005R 1
4 0
5 1005R 1
6 0
=注意=
当使用 Z 的变更功能时,只可以设定主要 Z 编号的元件跳过。不可以指定前面进料器(Z1 ~ Z80)和后
面进料器(Z81 ~ Z160)之间的主要 Z 编号。
=提示=
在主要 Z 编号的进料器中的用尽元件被更换之后,可以进行下列两项操作。
== 详细内容请参照 ‘参考手册 / 机器设定 / 操作数据的设定 / [条件 2]’。
1) 使用主要的进料器
更换元件后,在指定为主要 Z 轴编号的进料器中继续生产。
2) 继续使用备用的进料器
在更换了进料器中的元件之后,不返回到主要 Z 轴编号进料器,而是使用备用进料器继续生产。
备用进料器中的元件用完后,使用主要 Z 轴编号的进料器继续生产。
当设定多个备用进料器时,在激活的备用进料器生产结束后,机器将返回到主进料器
把 1 号 Z 轴作为主进料器。
1 号 Z 轴的元件用尽时,作为备用进料器供给
元件。
进料器
进料器
1….40 41….80
160….121 120….81