编 程 手 册.pdf - 第202页
BM122 编程手册 8.10 贴装位置示教 E34PCC-3F-0 60-B0 8.10-3 贴装位置示教窗口(主窗口) 2. 1. 以 [mm] 移动 表示在 X 和 Y 方向移动照相机。 点击 <RE SET>( 复位 ) 以指定目前位置作为基准位 置。坐标 (X, Y) 重新设置为 (0, 0) 。 = 提示 = 照相机视野的中心不一 定总是设在元 件的中心。 按照以下方法更改基准 位置,并在此 位置进行示教。 …
BM122
编程手册
8.10 贴装位置示教
E34PCC-3F-060-B0
8.10-2
1.
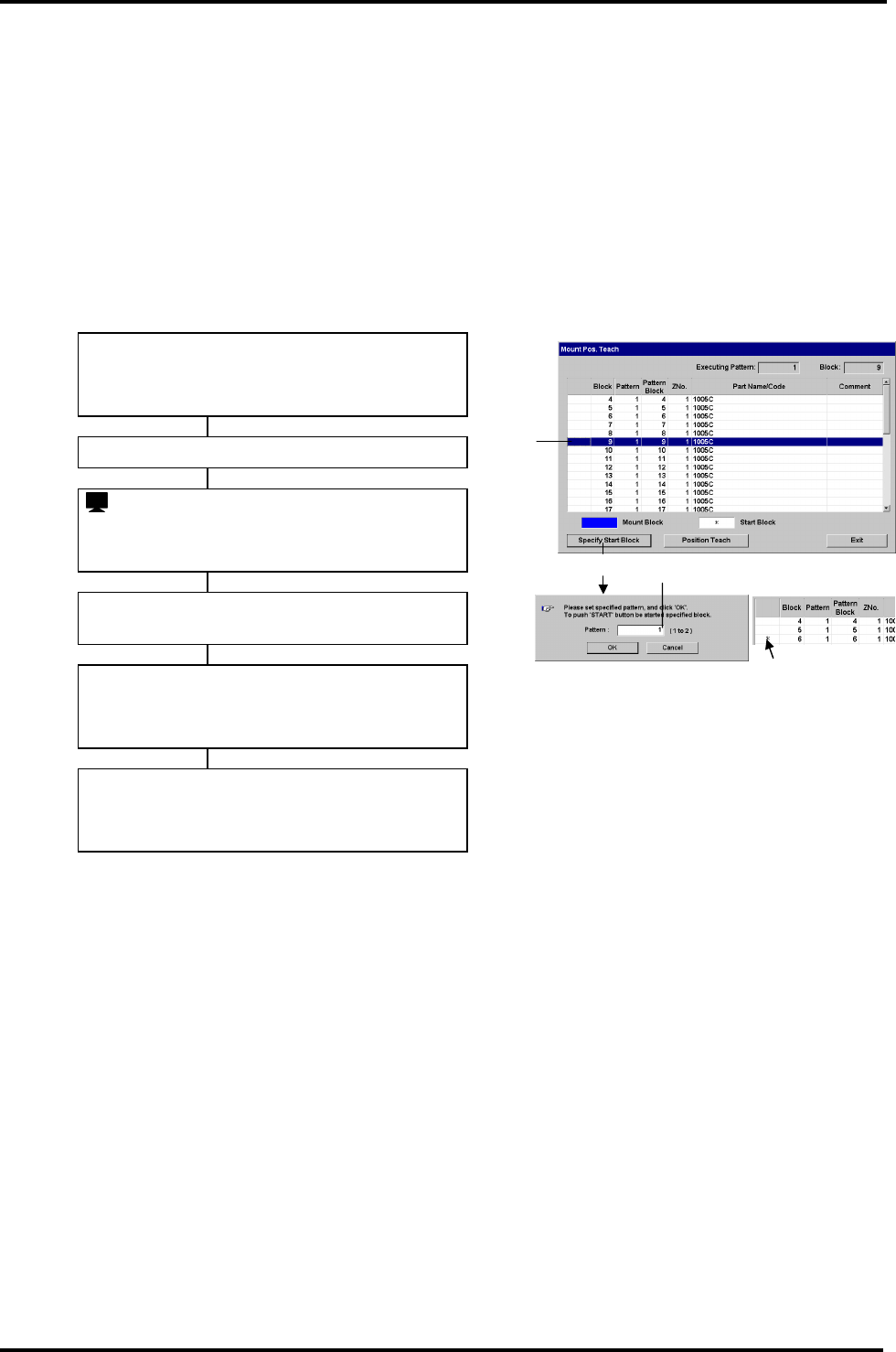
1. 贴装程序块列表
显示选定的生产程序的 NC 数据文件。
不显示跳过的或不能贴装的程序块。
不显示贴装程序块(程序块指定标记)以外的程序块。
2. 执行图形/程序块
表示当前的图形和程序块
3. 反转显示
当前程序块行以蓝色反转显示。
本程序块在贴装位置示教时是目标程序块。
程序块不在贴装程序块列表中时,将不显示。
4.
<Specify Start Block>指定开始程序块
允许自由设定开始贴装位置示教的程序块。
=提示= 1
仅可以为包含多个图形但未扩展的生产程序指定图形。
=提示= 2
如果使用<Start Block>(开始程序块) 按钮指定了一个开始程序块之后,尝试了<Mount Pos. Teach>(贴装位
置示教) ,你将发现该程序块已经设定,并在列表框中用星号(*)标记出来。
=提示= 3
仅在程序块以蓝色(最后贴装的程序块)高亮显示时,检查贴装位置。
对于深蓝色高亮显示的程序块,贴装程序块检查只有到程序块的贴装完成后才可进行。
在以 CON 或 EOP 模式的操作过程中,如果使用<1 Block>(1 程序块) 键引起了机器停止,那么只有对最
后安装的程序块可以进行安装程序块检查。
1)
2)
3)
4)
=提示= 2
2)
<Specify Start Block>(指定开始程序块)
: ‘Start Block’(开始程序块)
3)
指定一个图形后按下<OK>
4)
在列表中会显示一个星号
=提示= 1
1)
在列表中选择一个开始程序块,选中的程序
块行将以深蓝色反转显示。
5)
按下“开始”运行机器直到贴装了程序块
6)
蓝色反转显示将移动导贴装的程序块
=提示= 3
BM122
编程手册
8.10 贴装位置示教
E34PCC-3F-060-B0
8.10-3
贴装位置示教窗口(主窗口)
2.
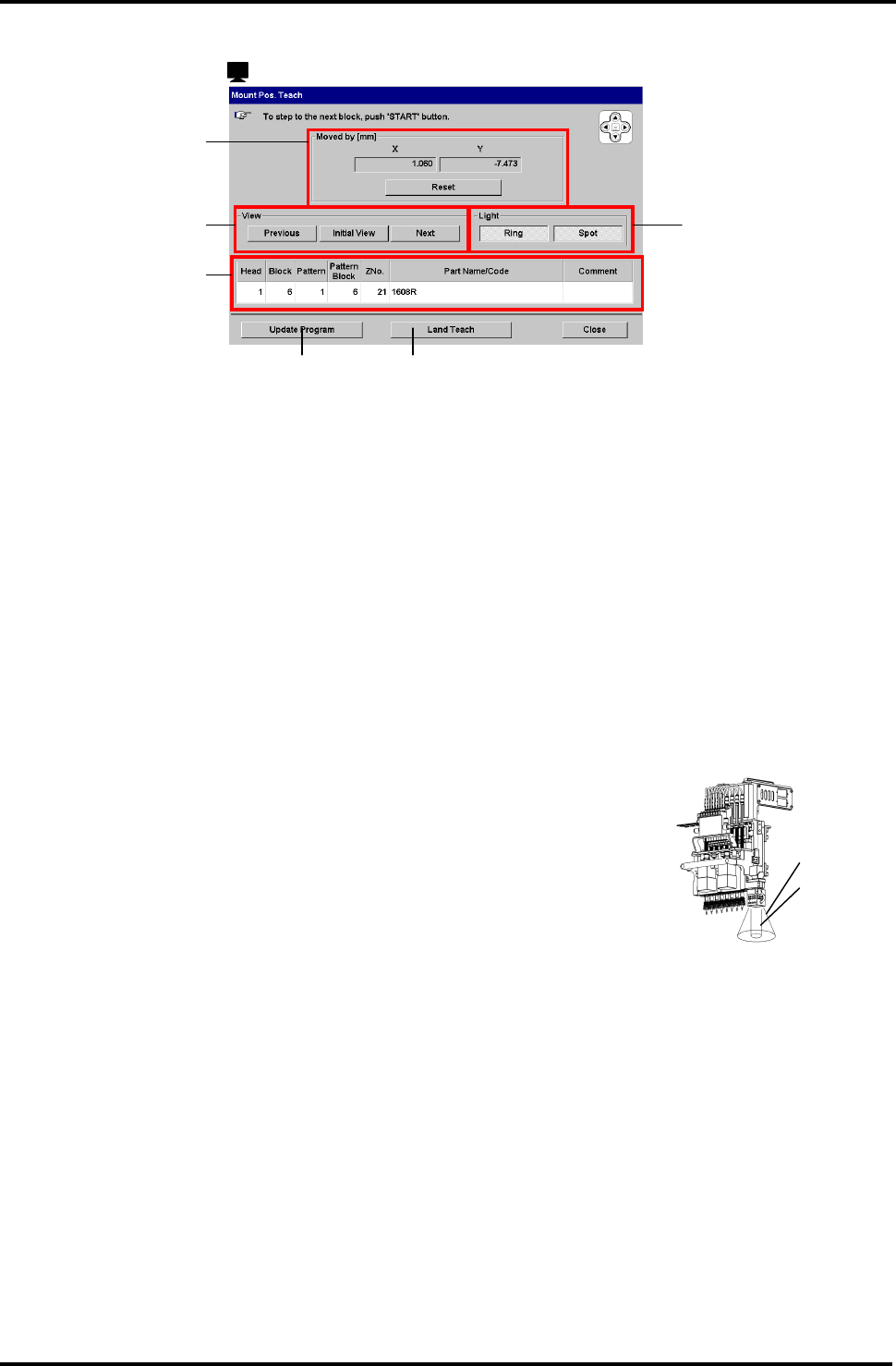
1. 以[mm]移动
表示在 X 和 Y 方向移动照相机。
点击<RESET>(复位) 以指定目前位置作为基准位置。坐标(X, Y)重新设置为(0, 0)。
=提示=
照相机视野的中心不一定总是设在元件的中心。
按照以下方法更改基准位置,并在此位置进行示教。
照相机中心和元件中心不匹配时
使得元件中心同照相机中心对齐,并点击<RESET>(复位) 。
当全部图像不能显示在监视器上,元件过大贴装位置难以确认时
把照相机中心和元件的一个角或任何其他可辨认的部分对齐,然后按下<RESET>(复位) 。
2. 视野
对于比基板照相机大的元件这些按钮将起作用。
改变视野可以对贴装位置以外的位置进行校正。
点击<Initial View>(初始视野),返回到贴装位置(元件中心)。
3. 照明
用<Ring>(散光) 和<Spot>(聚光) 来转换照明,使得识别监视器清晰的显
示。
4. 程序块数据(头—注释)
显示目前显示的图像的程序块信息。
5. <Update Program>(更新程序)
更新生产程序中的贴装位置数据。
6. <Land Teach>(焊盘示教)
打开焊盘示教的窗口。
1.
2. 3.
4.
5. 6.
: ‘Mount Pos. Teach Window (Main)’ 贴装位置示教窗口(主窗口)
Ring
Spot
散光
聚光
BM122
编程手册
8.10 贴装位置示教
E34PCC-3F-060-B0
8.10-4
焊盘
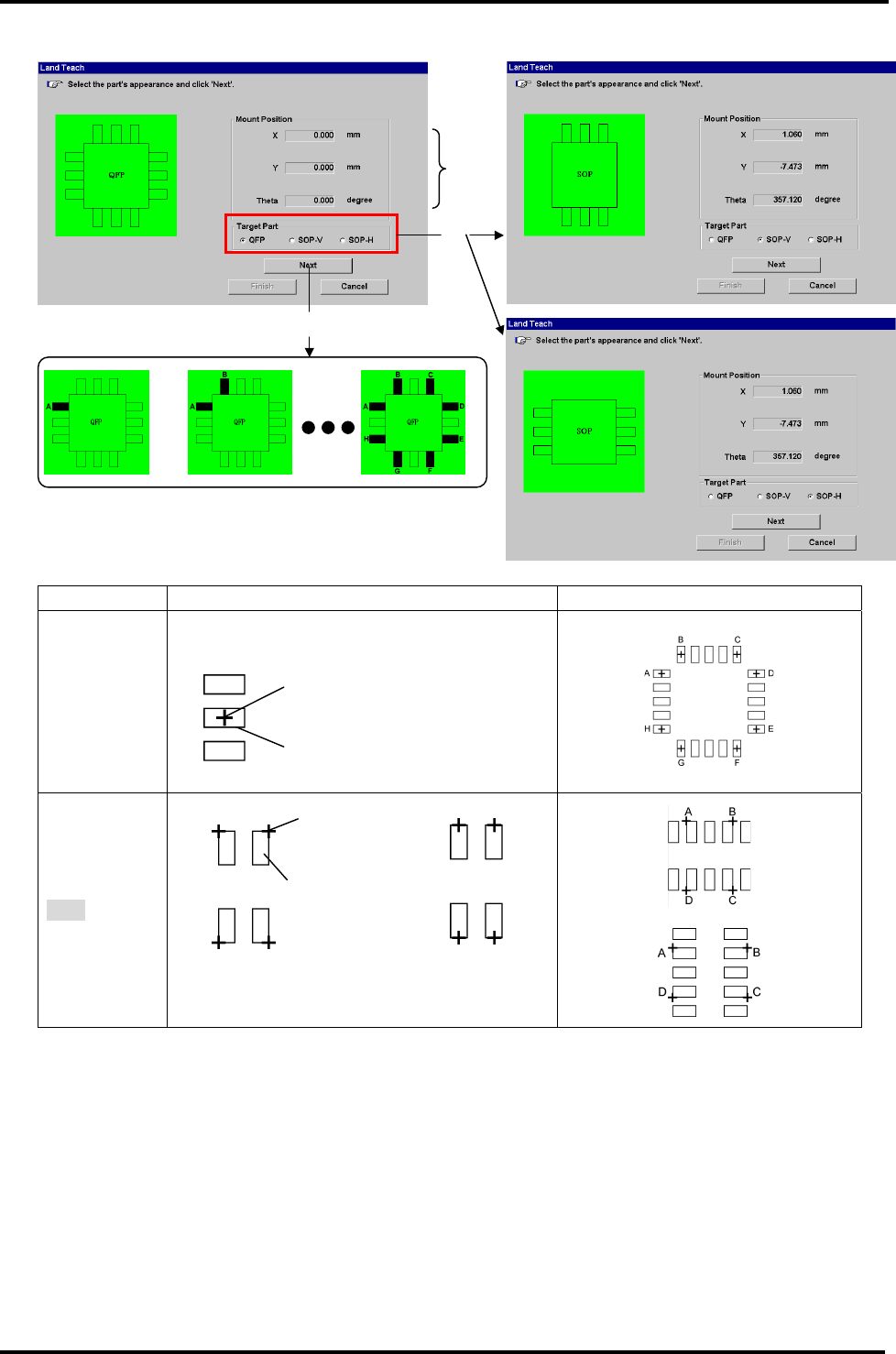
焊盘示教窗口
如何对准照相机位置
如何对准照相机位置 示教顺序
QFP
将照相机中心和焊盘中心对齐
SOP
1.X, Y, θ
示教过程中,表示和品种程序有关的程序块的贴装位置、贴装角度。
示教全部焊盘后,会显示从焊盘位置计算出的贴装位置和贴装角度。
2. 目标元件
指定焊盘的方向
3. <下一步>
进入下一个焊盘示教窗口。
2.
1.
3.
照相机中心
焊盘
照相机中心
焊盘的外部角
焊盘的巾中心和
外侧的边