编 程 手 册.pdf - 第103页
BM122 编程手册 6.4 进料器数据的设定项目 E3 4PCC- 3A-030 -B0 6.4-4
BM122
编程手册
6.4 进料器数据的设定项目
E34PCC-3A-030-B0
6.4-3
6.
主 Z 轴编号.
在提供元件时使用 Z 变更功能设定该编号。
变更元件供给(Z 变更)
如果 Z 轴料架上包含相同元件的某一个进料器发生元件用尽,本功能将自动使用一个备用进料器继续
生产。
在备用进料器的“主 Z 轴编号”栏里输入将用作为主要进料器的 Z 轴编号。
能够设定多个备用进料器,且能够按照 Z 轴编号从小到大的顺序使用进料器。
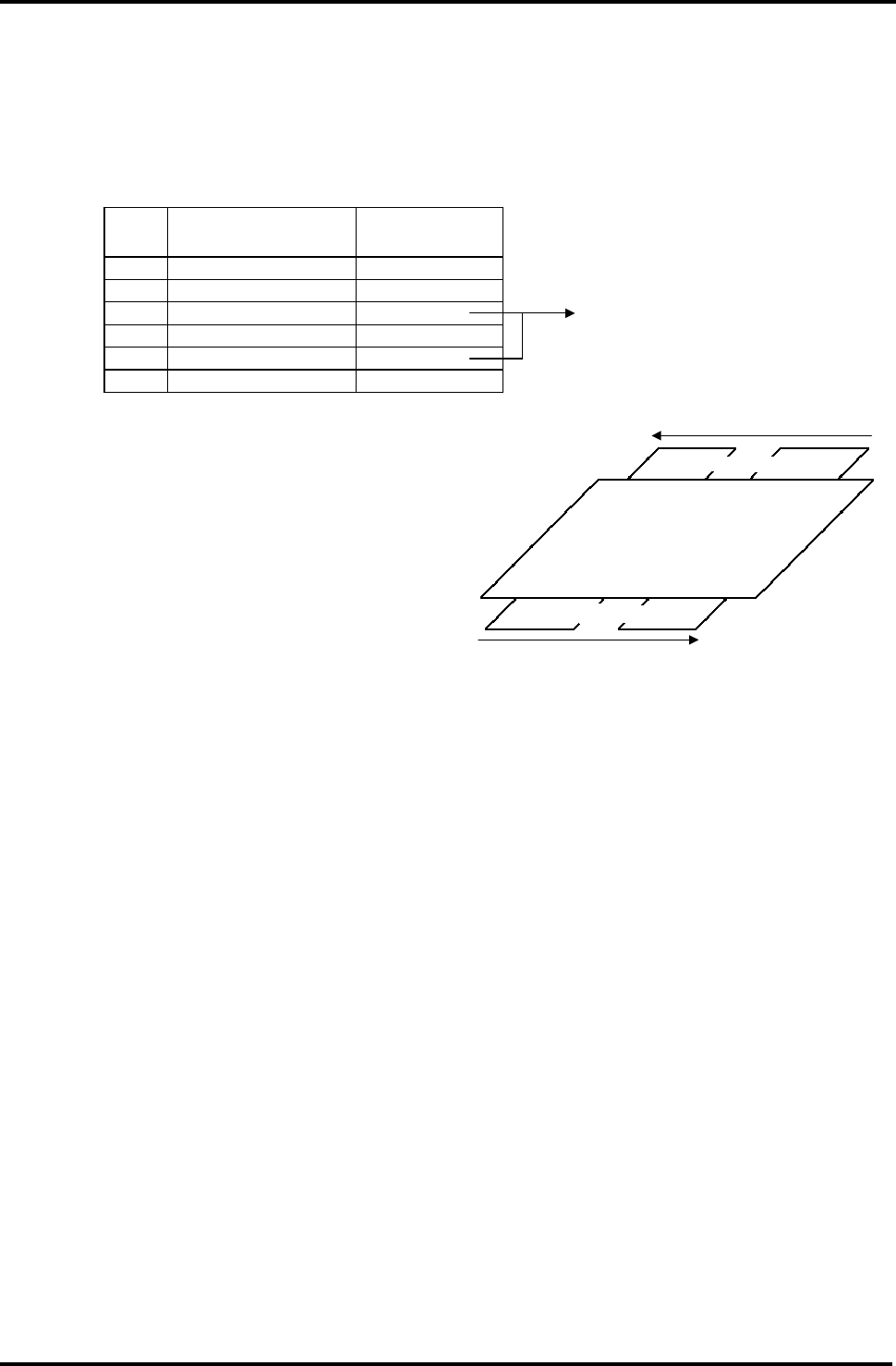
Z 轴
编号
元件代码 主 Z 轴编号
1 1005R 0
2 0
3 1005R 1
4 0
5 1005R 1
6 0
=注意=
当使用 Z 的变更功能时,只可以设定主要 Z 编号的元件跳过。不可以指定前面进料器(Z1 ~ Z80)和后
面进料器(Z81 ~ Z160)之间的主要 Z 编号。
=提示=
在主要 Z 编号的进料器中的用尽元件被更换之后,可以进行下列两项操作。
== 详细内容请参照 ‘参考手册 / 机器设定 / 操作数据的设定 / [条件 2]’。
1) 使用主要的进料器
更换元件后,在指定为主要 Z 轴编号的进料器中继续生产。
2) 继续使用备用的进料器
在更换了进料器中的元件之后,不返回到主要 Z 轴编号进料器,而是使用备用进料器继续生产。
备用进料器中的元件用完后,使用主要 Z 轴编号的进料器继续生产。
当设定多个备用进料器时,在激活的备用进料器生产结束后,机器将返回到主进料器
把 1 号 Z 轴作为主进料器。
1 号 Z 轴的元件用尽时,作为备用进料器供给
元件。
进料器
进料器
1….40 41….80
160….121 120….81

BM122
编程手册
6.4 进料器数据的设定项目
E34PCC-3A-030-B0
6.4-4
BM122
编程手册
6.5 基板数据的设定项目
E34PCC-3A-040-B0
6.5-1
6.5. 基板数据部的设定项目
E34PCC-3A-040-B0
基板数据包括与基板的载入、定位相关的尺寸数据。
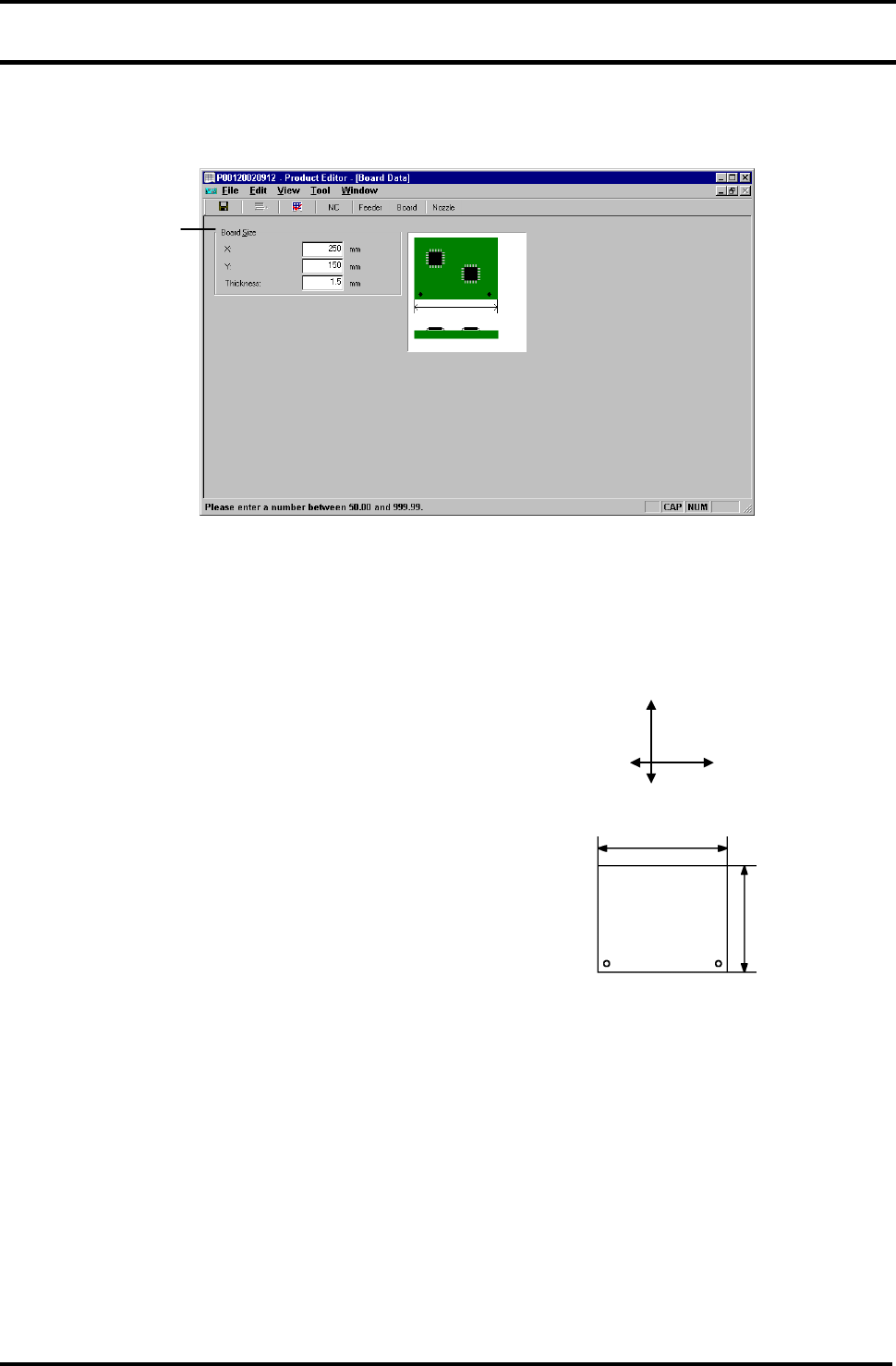
6.5.1 基板数据部
1.
1. 基板尺寸
X:,Y : mm
设定基板在 X、Y 方向上的尺寸。
使用自动宽度调整功能(选项)时,输入数值。
即使在不支持自动宽度调整功能(选项)时,因为可贴装区
域是使用这些值来确认的,也要输入正确的数值。
在选择程序或开始生产时,不正确的数值可能会产生错误。
有效输入范围:
X: 50.00 ~ 330.00 mm
Y: 50.00 ~ 250.00 mm
(数据输入范围:0.00 ~ 999.99 mm)
厚度:mm
设定基板的厚度。
该值不会影响机器的操作。
输入范围:0.00 ~ 9.99mm
1.
Y: 近- 远
方向:从机器前面观看
X: 左-右
基板尺寸 X
基板尺寸 Y