编 程 手 册.pdf - 第90页
BM122 编程手册 6.3 NC 数据的设定项目 E3 4PCC- 3A-020 -B0 6.3-1 1 6.3.4 [S&R] = 提示 = 扩展数据后,将不会显 示 [S&R] 选项 . 3. 1. S&R ( θ ) 在将要进行贴装的基板 上有一些相同 的贴装图形时, 使用 S&R 指定 步骤重复或图形重复。 01: 步骤 (0 ° ) 02: 图形 (0 ° ) 11: 步骤 (90 ° ) 1…

BM122
编程手册
6.3 NC 数据的设定项目
E34PCC-3A-020-B0
6.3-10
输入范围: 8 个字符之内
能够使用的字符:
数字:0~9 英文字母:A~Z(大写)
符号:!# $ % & ’+ - . ;= @ [ ] _ ~ ^ ‘ { }
空格:仅由空格组成的文件名不可用。
忽略文件名末尾的空格。 例)“AB ”=“AB”
字母前和字母中间的空格有效。 例)“ A”,“A B”
该注释不会影响机器的操作。

BM122
编程手册
6.3 NC 数据的设定项目
E34PCC-3A-020-B0
6.3-11
6.3.4 [S&R]
=提示=
扩展数据后,将不会显示[S&R]选项.
3.
1. S&R (θ)
在将要进行贴装的基板上有一些相同的贴装图形时,使用 S&R 指定
步骤重复或图形重复。
01: 步骤 (0°) 02: 图形 (0°)
11: 步骤 (90°) 12: 图形 (90°)
21: 步骤 (180°) 22: 图形 (180°)
31: 步骤 (270°) 32: 图形 (270°)
=注意=
对于本机器,扩展所有程序块来描述贴装数据能够提供比指定 S&R 代码更高的生产率。
不能混合步骤重复和图形重复.
务必将基准图形设定为 0° (01 或 02) 。
2. X, Y (mm)
根据基准图形指定距离。
务必把(0,0)输入到基准图形的坐标(X,Y)。
如果没有完成上述步骤(0,0),该数值的作用将等同于补偿。
输入范围: -999.99 ~ 999.99 mm
3. 跳过
指定 NC 数据中要跳过的程序块。
更改生产时,选择程序选择窗口中的跳过程序块代码。
== 详细内容请参照‘操作手册 / 生产步骤 / 转变 / 选择程序
’ .
0:复位
执行本程序(通常被指定为 0)
7:无条件的跳过
不执行本程序块。
1 ~ 6,8,9:有条件的跳过。
不执行选择程序中指定的程序块。
多重图形基板
一个多重图形基板有两个或更多同样的贴装图形,基板上有两个图形时,可称作为 ‘双重图形基板’, 如果有
4 个图形, 就称为‘四重图形基板’。
最大图形数量为: 500
=注意=
数据扩展后,不能建立含有 5,000 个以上执行程序块的程序。
使用多重图形基板的编程步骤
仅为基准图形而不是所有贴装点建立位置数据。对于其他图形,只须建立说明与基准图形的位置关系的程序
块。
=注意=
设定‘S&R’时,使用基准图形详细说明示教、标记示教和焊盘示教。
1. 2. 3.
BM122
编程手册
6.3 NC 数据的设定项目
E34PCC-3A-020-B0
6.3-12
图形 1
A
1 (X1,Y1)
图形 2
A
2 (X2,Y2)
图形 1
A
1 (X1,Y1)
图形 3
A
2(X2,Y2)
图形 2 图形 4
A
3 (X3, Y3)
A
4 (X4, Y4)
0° (基准) 90°
270° 180°
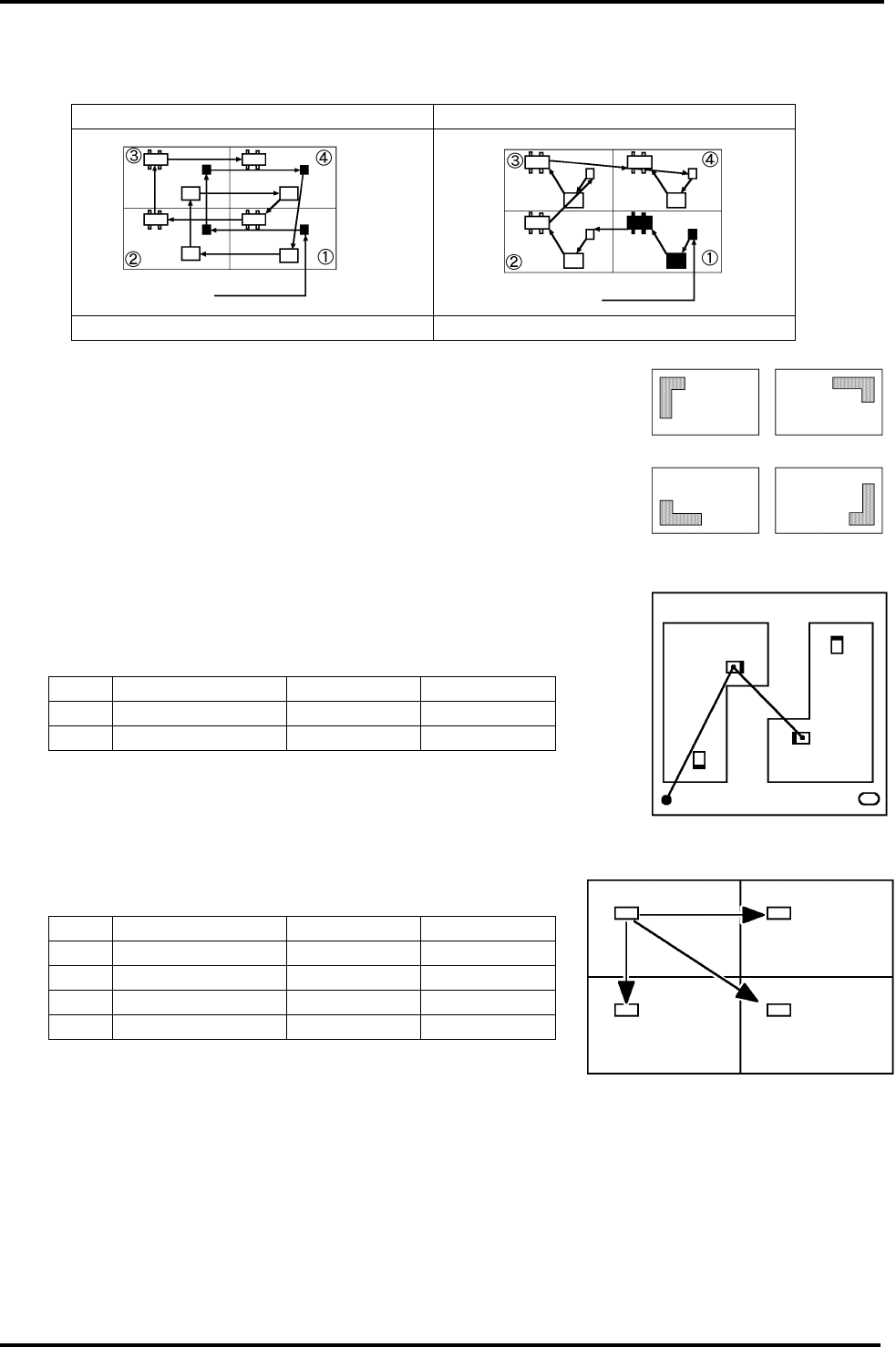
步骤重复和图形重复
下图显示了多重图形基板上的两种元件贴装顺序。
步骤重复 图形重复
根据元件类型来贴装. 一个图形一个图形的贴装.
贴装图形的转动角度
图形的转换角度表示为基准图形的角度位移。
转动角度设定是在从上往下看的顺时针方向上(正方向)增加 90°。
建立数据的例子
例. 1 条件: 双重图形,转动图形 180°
对于双重图形基板,使用两个程序块指定步骤和重复(S&R)。
编号 S&R(θ)
X(mm) Y(mm)
1
01: 步骤 (0)
0 0
2
21: 步骤(180)
X2-X1 Y2-Y1
例. 2 条件: 四重图形,转动图形 0°
对于四重图形基板, 使用四个程序块指定步骤和重复(S&R)。
编号 S&R(θ)
X(mm) Y(mm)
1
01: 步骤 (0)
0 0
2
01: 步骤 (0)
X2-X1 Y2-Y1
3
01: 步骤 (0)
X3-X1 Y3-Y1
4
01: 步骤 (0)
X4-X1 Y4-Y1
第一贴装点
第一贴装点