编 程 手 册.pdf - 第85页
BM122 编程手册 6.3 NC 数据的设定项目 E3 4PCC- 3A-020 -B0 6.3-6 基板 0 ° 180 ° 270 ° 90 ° 后 Z 轴料架上的元件供给方 向。 角度指定到 180 ° 时 : 2. Z 轴编 号 指定将要吸着的元件的 进料器。 各进料器分配一个 Z 编号表示其在 Z 轴料架上的一 个特定位置。 输入范围:见右图显示 的进料器编号 . 3. θ ( ° ) 在基板上贴装元件时, 要指定θ轴的 角…
BM122
编程手册
6.3 NC 数据的设定项目
E34PCC-3A-020-B0
6.3-5
不允许元件存在的区域。
3 mm
3 mm
元件贴装位置
PCB 原点
基板
元件
X (+)
Y (+)
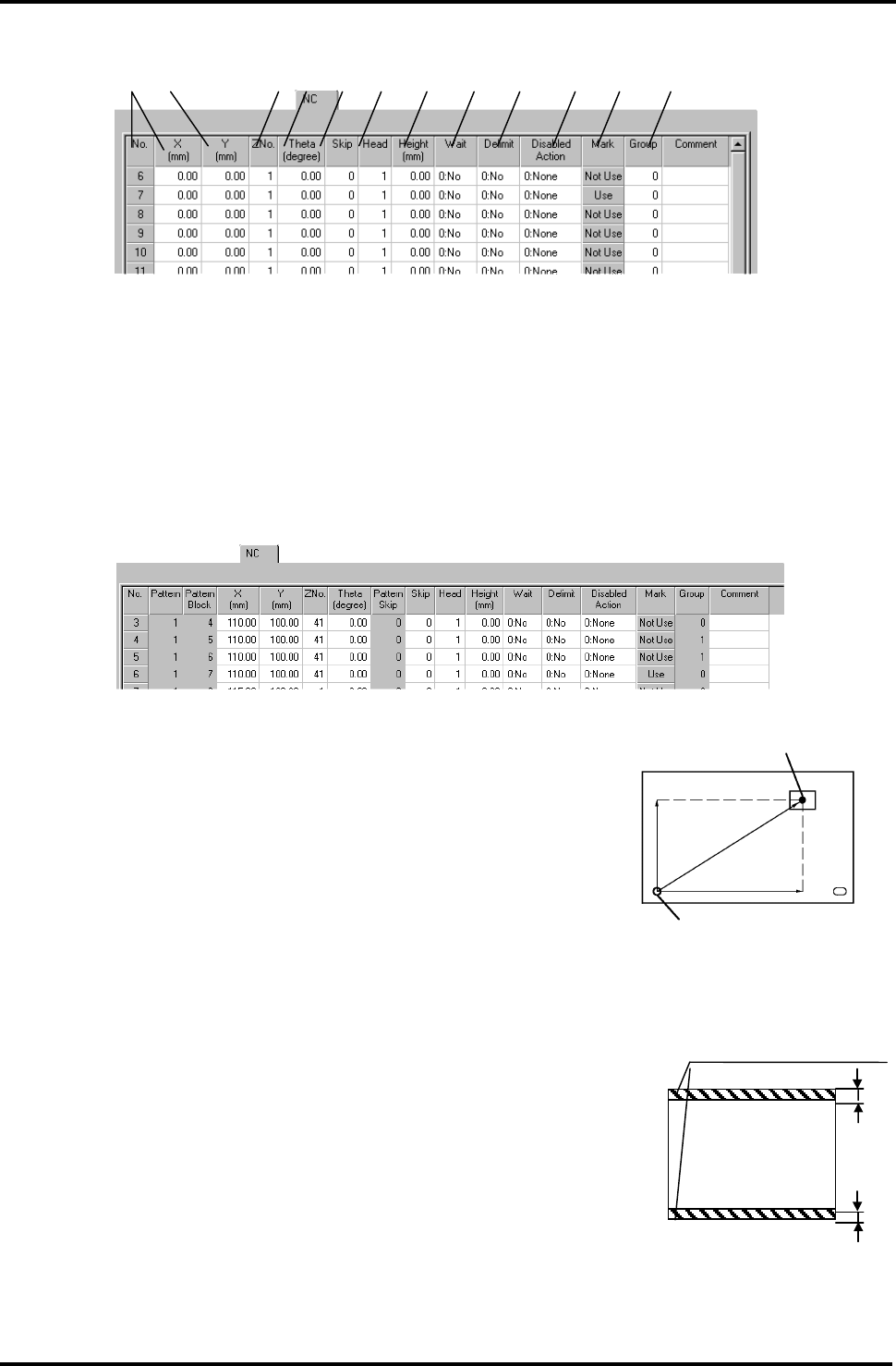
6.3.3 [NC]
=注意=扩展后的数据
下列参数将被加入到[NC]选项中:
图形: 指数据扩展前的图形。
图形程序块: 显示图形中程序块编号。
表示数据扩展前基准图形中的程序块编号。
跳过的图形:在数据扩展前指定是否跳过 S&R(步骤和重复程序块)。
这些参数仅供参考,因而无法编辑。
同样也不能够编辑标记和组代码。
2.
1. X, Y (mm)
设定关于 PCB 原点的元件贴装位置。
输入范围: -999.99 ~ 999.99 mm
=提示=
务必设定关于基板原点的绝对位置数据。
不支持关于先前元件增加的位置数据。
在 Y 方向基板的两个末端之间的 3mm 范围内(该区域为传送导轨的搬送
边缘)不得贴装元件。
设定贴装位置时,必须避开这些区域。
注意在 X 和 Y 方向的可贴装范围随元件尺寸和贴装角度而改变。
==详细内容请参照‘参考手册/机器规格 / PCB 设计标准’
1. 2. 3. 4. 5. 6. 7. 8. 9.
10. 11. 12.
BM122
编程手册
6.3 NC 数据的设定项目
E34PCC-3A-020-B0
6.3-6
基板
0°
180°
270°90°
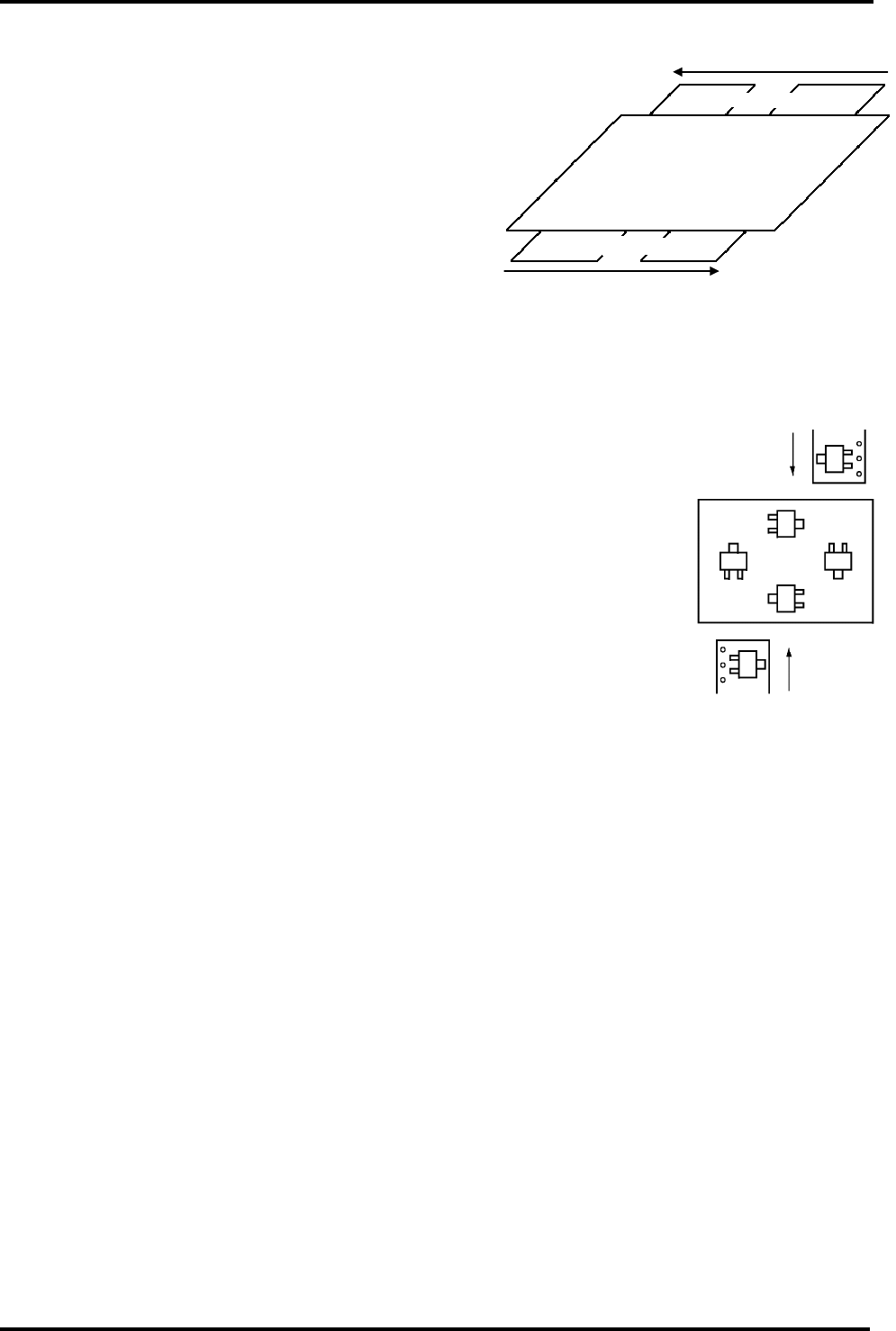
后 Z 轴料架上的元件供给方向。
角度指定到 180°时:
2.
Z 轴编号
指定将要吸着的元件的进料器。
各进料器分配一个 Z 编号表示其在 Z 轴料架上的一
个特定位置。
输入范围:见右图显示的进料器编号.
3. θ (°)
在基板上贴装元件时,要指定θ轴的角度。
输入范围:0.00 ~ 359.99°
当把元件贴装在基板上时,从上面观察反时针方向转动的元件角度
是正的。
如果同样的进料器设定在后方的 Z 轴料架上,后方进料器元件的方
向正好与前方进料器元件的方向相反。
如果”MACHINE SETUP/Operation Data Setting”(机器设置 / 操作
数据的设定)中的”Parts Direction at Rear Feeder”(后进料器的元件
方向)设定为”Feeder parts are Inversed”(进料器元件倒转),则后进
料器中的元件将与前进料器元件的贴装方式相同。
==详细内容请参照‘‘参考手册 /机器设置 / 操作数据设定’ [条件
2]’。
使用同样的具有不同缠带方向的元件时,调整元件程序库中的‘姿
态角度’。
== 详细内容请参照“编程手册/建立元件程序库/设定元件程序库的项目/[动作 2]”。
4. 跳过
规定 NC 数据中不会运行的程序块。
更改生产时,在程序选择窗口选择跳过程序块代码。
==详细内容请参照 “操作手册/生产步骤 / 转换 / 选择一个程序”。
0 :复位
运行程序(通常被指定为 0)
7 :无条件跳过
不执行程序块
1 ~ 6,8,9: 有条件跳过
不执行选择程序中指定的程序块。
=提示=
步骤重复和图形重复的参考点是第一个图形的第一个贴装点。
如果跳过程序块的命令设定在第一个图形的第一个贴装点,它将会跳过各个图形的第一个贴装点。
但是,第一个贴装点将作为步骤重复或图形重复中的基准点来起作用。
如果在仅有 1 个程序块组成的 NC 程序中指定‘7’,机器将实现“跳过”操作。。
即使是将要跳过的程序块也可检查以下内容。(如果查找到有不匹配的地方,将会出现错误)
进料器数据中登记的元件代码。(通过 Z 轴编号检查)
用于标记识别的标记代码(标记程序库)。
进料器
进料器
1….40 41…..80
160…121 120…81
BM122
编程手册
6.3 NC 数据的设定项目
E34PCC-3A-020-B0
6.3-7
+: 增加高度
-: 减少高度
基板
方向:
0
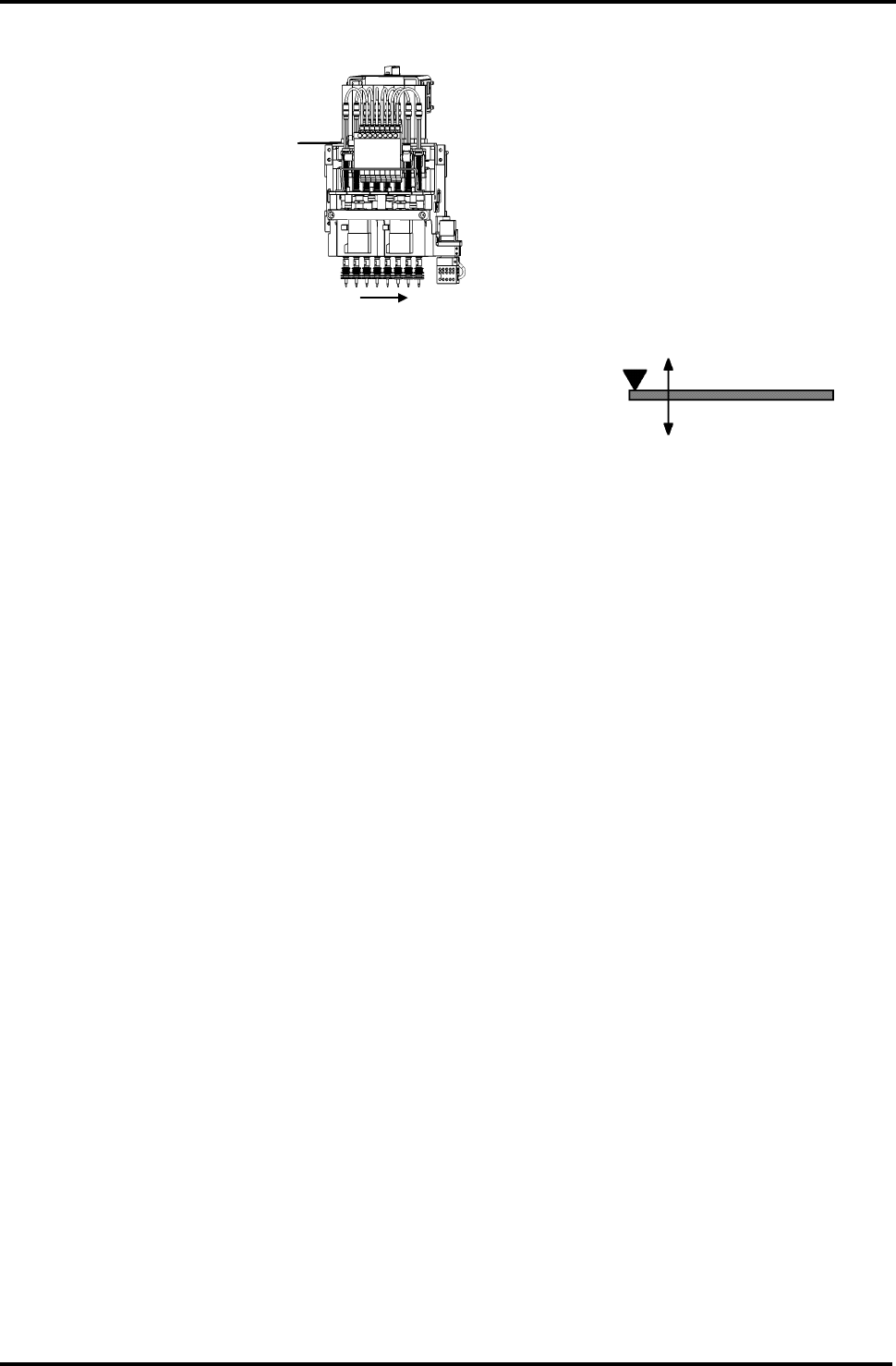
5. 头
指定贴装元件的贴装头。
6. 高度(mm)
贴装元件时,指定将要降低的吸嘴的长度。
通常,设定为 0。
输入范围: -6.00 ~ 9.99 mm
7. 等待
除非该程序块之前的所有程序块都已经贴装完毕,设定为 1 将阻止贴装目标程序库。根据邻接元件的
厚度当贴装顺序受到限制时,将本值设定为 1。
0: 无效果 1:有效
8. 限定
基本上,只要有可能,贴装能通过吸嘴吸着元件完成。但是,如果设定为 1 ‘限定’,本作业将受到强制
限定。
虽然在优化过程中本项功能是自动设定的,但还是可以在窗口中输入代码 0 ~ 2。
0: 否
不限定作业。可在任意时候用吸嘴吸着元件。
1: 作业限定
在这个位置强制限定吸着操作。
2:作业/吸嘴限定
在限定作业时,更改可以更改的吸嘴。
1 8