CUS7_VisualEditor视觉编辑器.pdf - 第154页
4-89 4 4.11 点胶信息的创建 输入点胶信息。 点胶信息 1 4 3 2 66494-S7-00 1. 机器贴片胶 / 焊锡膏用 ‧ 此信息是 P-Tool 用的点胶信息。导出至 P-Tool 后展开 使用。 ‧ 多点点胶是用横向和竖向的胶点数设置,但因点胶角 度只能输入 ±90°, 因此多点点胶时全部为相同角度。 66495-S7-00 2. 脱机回流焊贴片胶用点胶信息 ‧ 设置在回流焊焊接时的涂胶方法。…
4-88
4
4.10 XY 尺寸的互换
互换元件的 XY 的尺寸。一般,使用设置形状基准角度,但因机型不同,也有无法使用形状基准角度的情况,此时
使用「互换 XY 的尺寸」会比较有效。
参考
「互换 XY 的尺寸」,在校正类型为「标准芯片」、「裸芯片」、「简易 BGA」、「BGA」、「简易倒装芯片」、「倒装芯片」、「QFP」、「PLCC」、
「引脚缺损」、「接插件 NSEW」、「特殊形状」、「不规则芯片」、「标记型」、「特殊长方形」、「重心检出」、「不识别」时可以使用。
1
互换 XY 的尺寸。
选择「工具 (T)」菜单中的「互换 XY 的尺寸」-「N → W」或「互换 XY 的尺寸」-「E → E」。
「N → W」是将 N 方向的尺寸调换至 W 方向,「N → E」是将 N 方向的尺寸调换至 E 方向。
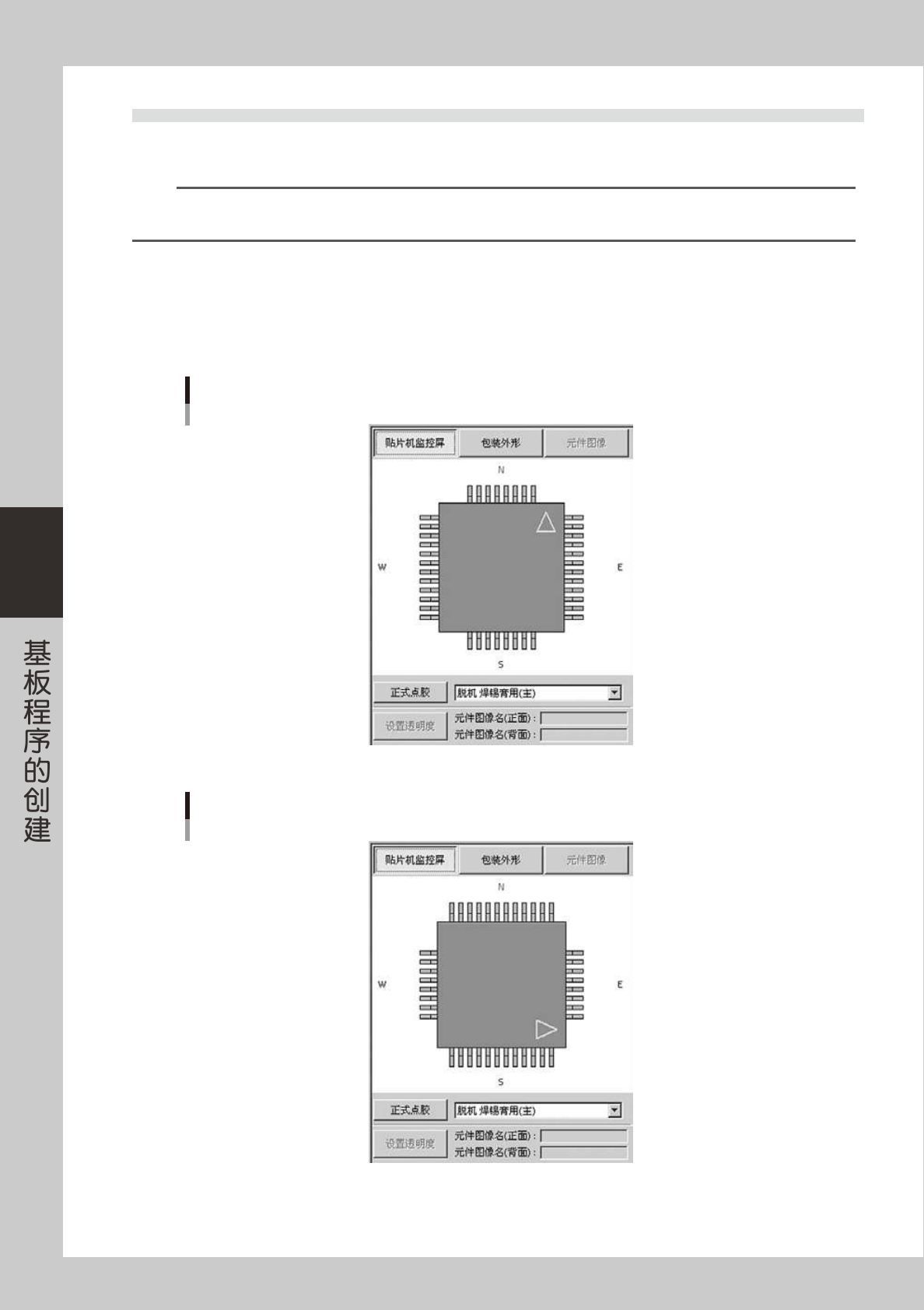
下图,为「互换 XY 的尺寸」-「N → E」的图例。
执行互换XY的尺寸(N→E)前
66492-S7-00
执行互换XY的尺寸(N→E)后
66493-S7-00
4-89
4
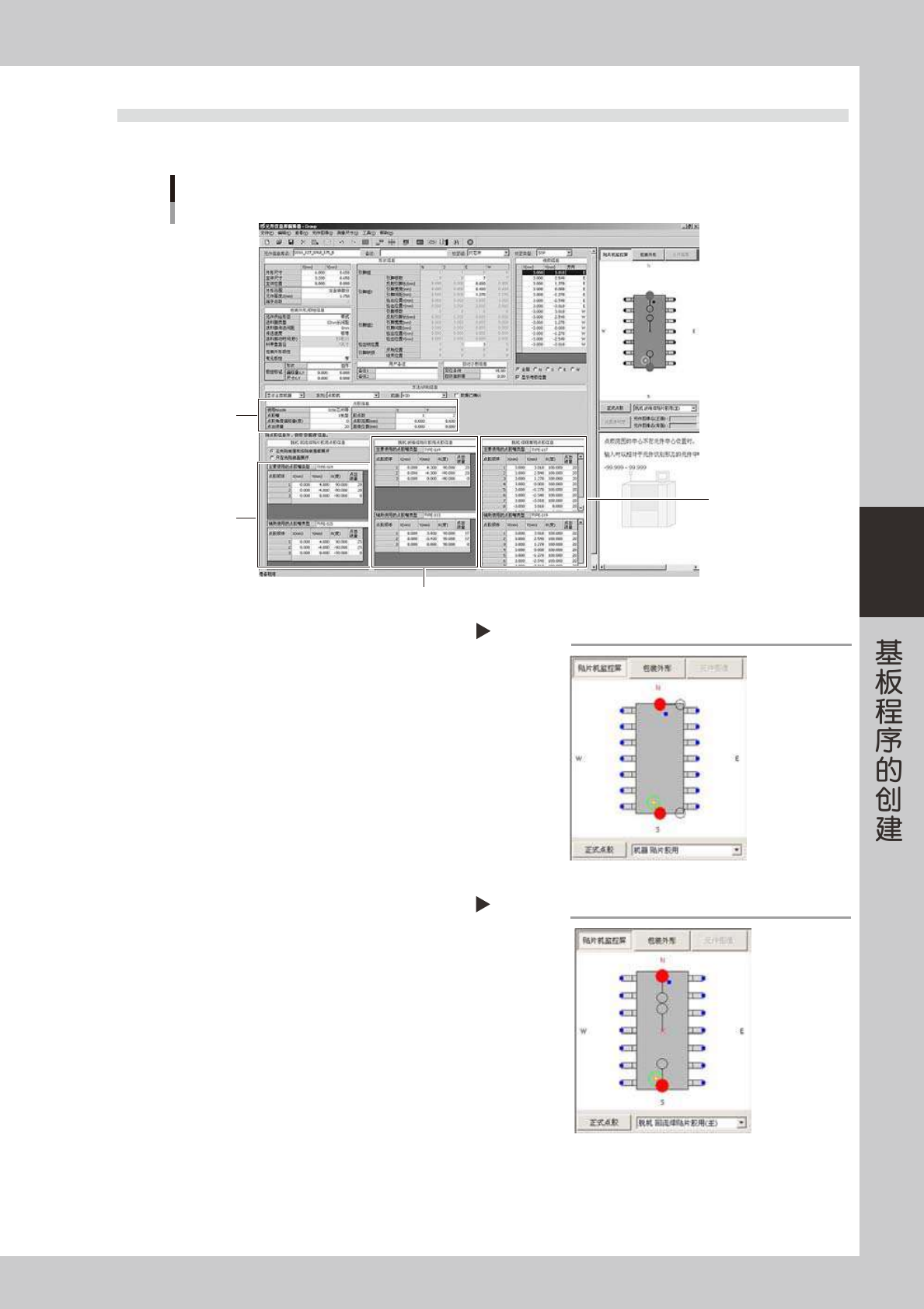
4.11 点胶信息的创建
输入点胶信息。
点胶信息
1
4
3
2
66494-S7-00
1. 机器贴片胶 / 焊锡膏用
‧
此信息是 P-Tool 用的点胶信息。导出至 P-Tool 后展开
使用。
‧
多点点胶是用横向和竖向的胶点数设置,但因点胶角
度只能输入 ±90°,因此多点点胶时全部为相同角度。
66495-S7-00
2. 脱机回流焊贴片胶用点胶信息
‧
设置在回流焊焊接时的涂胶方法。
‧
一般,为防止先贴装面落入焊炉内和加固焊锡膏 ( 避
免发生裂纹 ),而只对特定的元件涂贴片胶。
‧
此处没有设置的元件,说明不必涂贴片胶。
‧
使用回流焊时,点胶嘴必须选择不会碰到焊盘上印刷
的焊锡膏,设置的坐标和角度必须使点胶嘴不会碰到
焊锡膏。
‧
除可以直接在「使用 Nozzle」栏指定要使用的点胶嘴外,
还可以不受行的制约自由地给每 1 点分别设置「点胶
坐标」、「点胶角度 (±360° )」、「点出液量」。此外,
还上下准备了主表和副表,可以给准备使用的 2 种点
胶嘴分别设置不同的点胶坐标。开始点胶时,点胶机
会自动确认点胶头的点胶嘴优先使用主表的点胶嘴。
‧
贴片胶的红色圆点直径由「点出液量」决定。液量为「0」
时,表示为「×」。
‧
为断开拉丝,需在元件内点空点时,将「点出液量」
设置为「0」。
‧
是在先贴装面和后贴装面都展开,还是只在先贴装面
展开,通过选择单选按钮指定。
66496-S7-00
贴片胶 / 焊锡膏用
脱机 回流焊贴片胶用
4-90
4
3. 脱机波峰焊贴片胶用点胶信息
‧
设置用波峰焊焊接时的涂胶方法。不使用焊锡膏,使
用喷流式焊锡槽焊接,因此一般对所有元件都需涂贴
片胶。
‧
用波峰焊焊接时,由于焊盘上没有印刷焊锡膏,因此
选择点胶嘴时不必考虑是否会碰到焊盘。
设置点胶嘴和点胶坐标时,只需考虑不使点胶嘴挡块
碰到旁边元件的贴片胶即可。
66497-S7-00
4. 脱机焊锡膏用点胶信息
‧
用点胶机在基板的焊盘上点焊锡膏。
‧
点焊锡膏的位置与右上方「电极信息」的蓝点的坐标
相同,因此可以以列为单位一次性复制多行的坐标粘
贴到「脱机焊锡膏用点胶信息」处,就可以简单地输
入坐标。
复制方法为 ( 以 X 列为例 ) :
1.点击「电极信息」表格中「X(mm)」列首行的单元
格后,边按 [Shift] 键边点击「电极表格」的最终行,
整个「电极表格」以反色显示后,按 [Ctrl]+[C] 键复制
X 列的数据。
2.在「脱机焊锡膏用点胶信息」处插入与「电极信息」
表格相同的行数。
3.点击「X(mm)」列首行的单元格后,按 [Ctrl]+[V] 键,
「电极信息」X 列的数据被粘贴在「脱机焊锡膏用点
胶信息」的 X 列。
66498-S7-00
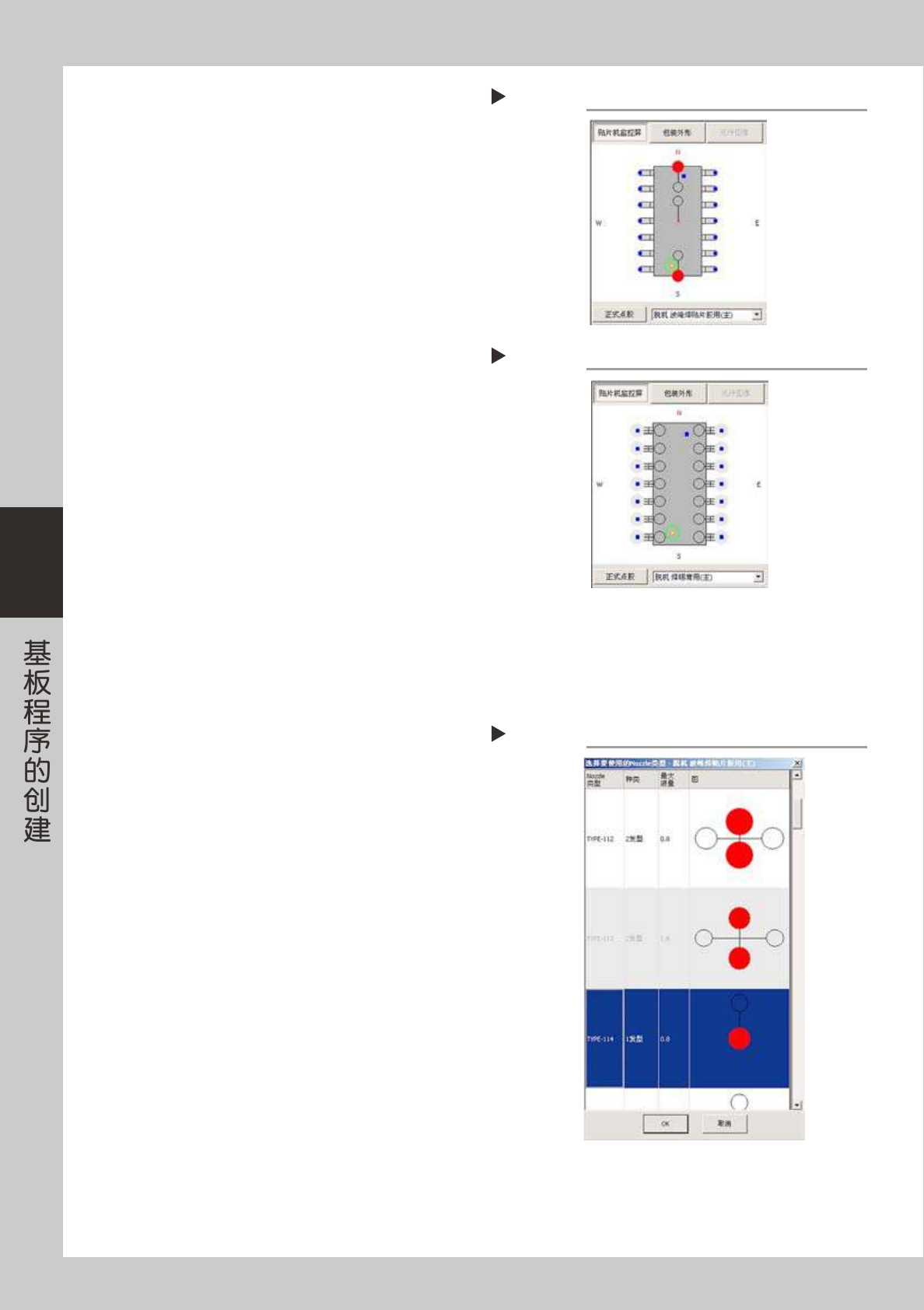
■选择点胶嘴的对话框
‧
双击脱机用点胶嘴输入框,会显示如右图所示的点胶
嘴列表。
‧
蓝色的行为当前选中的点胶嘴。
‧
灰色的行为从视觉编辑器打开元件信息库编辑器时显
示的颜色。视觉编辑器的点胶机选项卡中的点胶头上
没有的点胶嘴用灰色显示。
‧
用红色圆点表示的贴片胶直径,由在「工具 (T)」-「点
胶设置」-「胶点直径」中的设置决定。
66499-S7-00
脱机 波峰焊贴片胶用
脱机 焊锡膏用
点胶嘴列表