CUS7_VisualEditor视觉编辑器.pdf - 第195页
4-130 4 ■回流焊基板的不良判断与修改 回流焊基板时,因在前道工序已由印刷机在焊盘上印刷了焊锡膏,所以需要检查以下项目。 ‧ 点胶嘴挡块不得碰到焊盘。 ‧ 点胶嘴挡块不得碰到先涂的贴片胶 如下图中 1. 所示, 即使点胶嘴挡块只碰到一点点焊盘, 挡块前端也会黏附焊锡膏, 不断地生产会使黏附的焊锡膏越来越多, 点胶嘴与基板的距离也会越来越大,最终导致点胶不良。 下图中 2. 为将上下胶点的点胶角度旋转 90 度,使…
4-129
4
11.1.2 点胶扩展的确认与修改
1. 跟踪
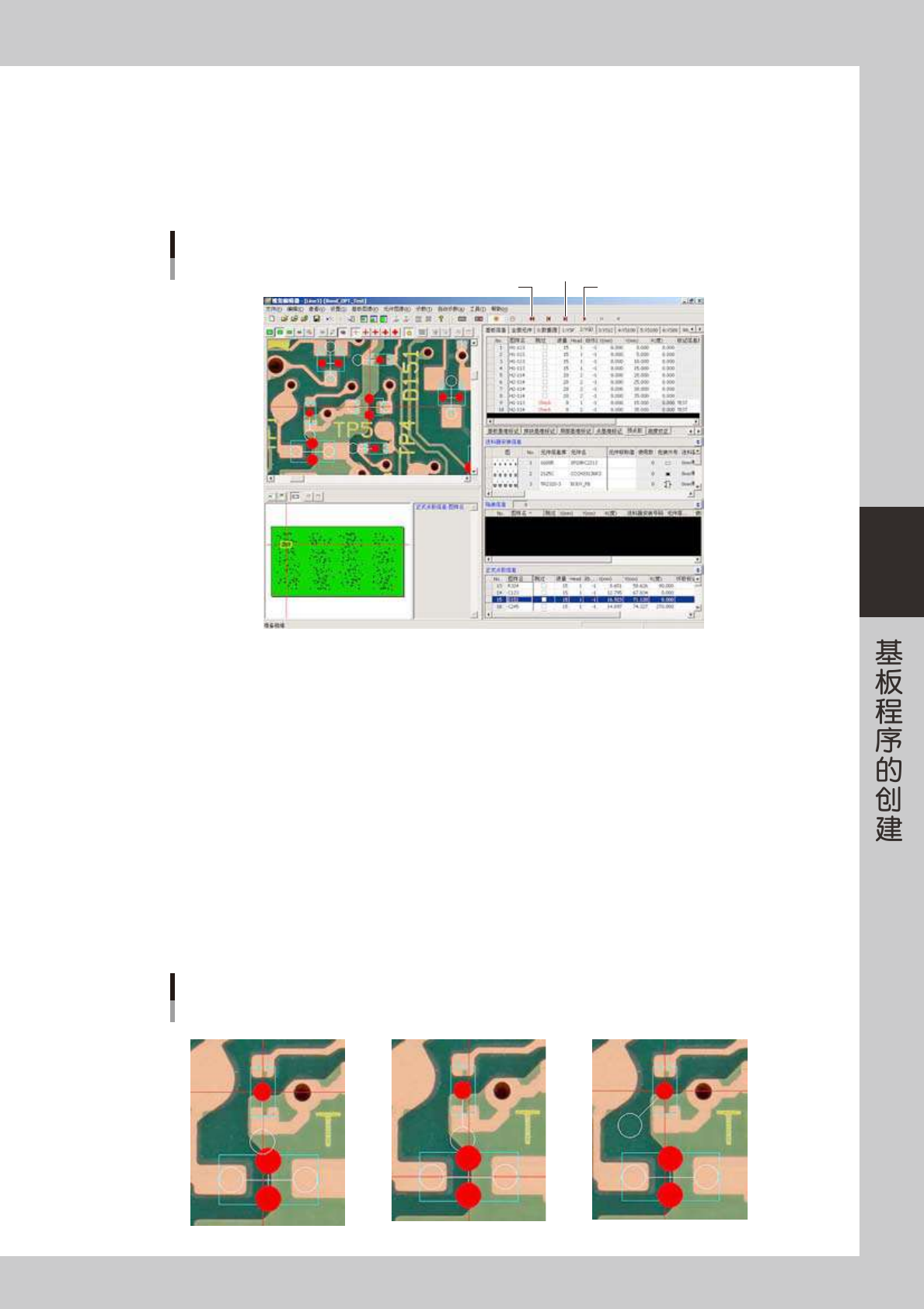
如选择点胶机选项卡,在基板图像上胶点和点胶嘴的图会显示在元件图上。与贴片机相同,使用跟踪用工具栏的 [ 移至开头 ]
按钮,移至数据的开始位置后,用 [ 前进 ] 或 [ 自动播放 ] 按钮可以进行跟踪确认。如点胶嘴的图难于辨别时,可以用「设置
(S)」菜单中的「元件显示颜色 (P)」更改点胶嘴的显示颜色。在下图中,点胶嘴的颜色被设置为白色。
跟踪
[移至开头]按钮 [自动播放]按钮
[前进]按钮
664E3-S7-00
2. 修改
与贴片机选项卡一样,正式点胶的坐标和角度也可以通过鼠标执行命令或用键盘输入数据等进行修改。如修改了元件信息库
时,必须重新执行「点胶扩展」。
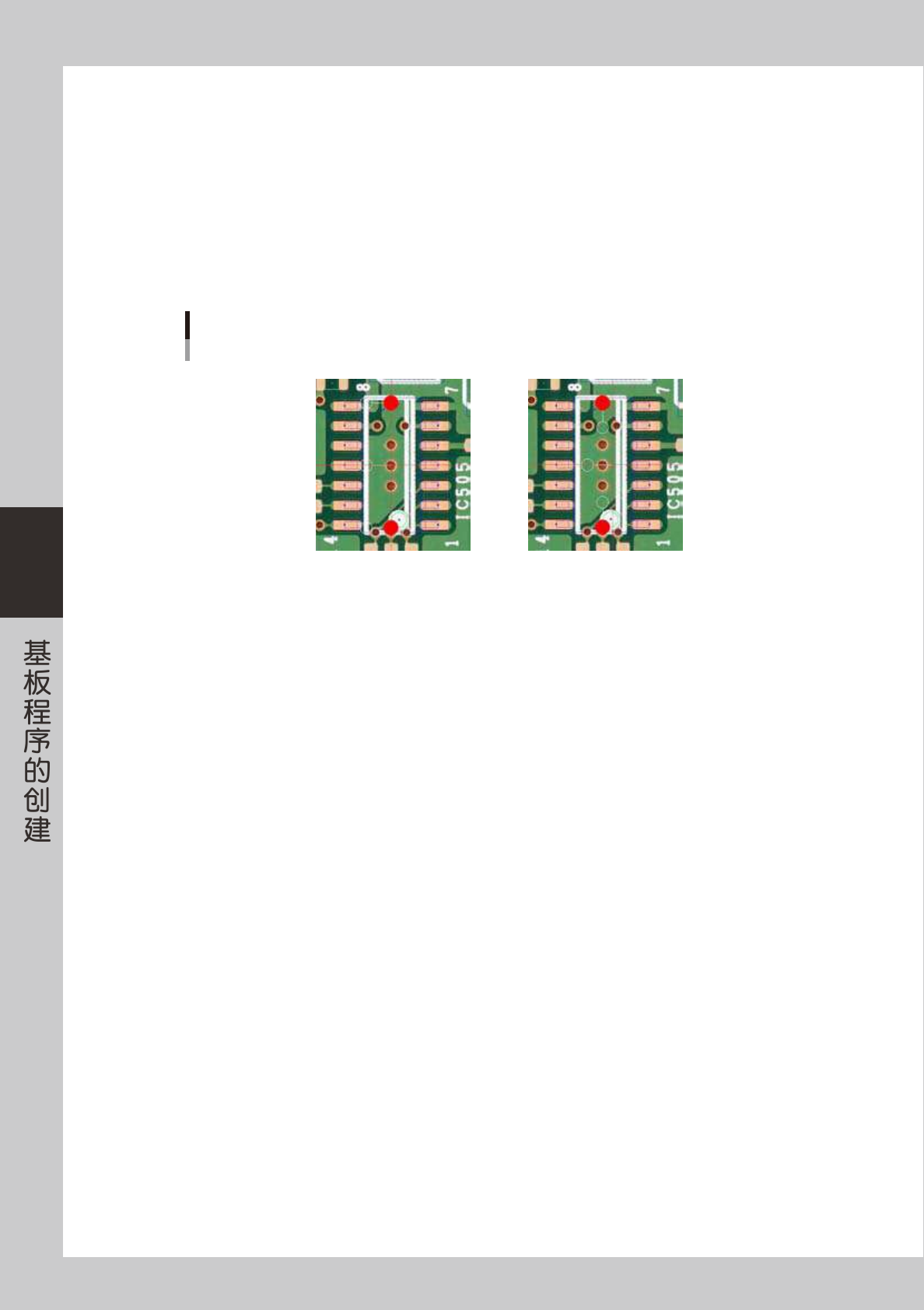
■波峰焊基板的不良判断与修改
波峰焊基板因没有印刷焊锡膏,所以只检查以下项目。
‧
点胶嘴挡块不得碰到先涂的贴片胶
如下图中 1. 所示,红色的贴片胶上显示有白色的挡块图时,为 NG。它表示挡块前端会黏附贴片胶,如在此状态下进行生
产会导致全部产品不良。
下图中 2. 为修改过点胶顺序的图。在视觉编辑器画面右下的正式点胶信息表格内用右键弹出菜单中的「剪切行 (T)」「插入
剪切的行 (N)」修改点胶的先后顺序。
下图中 3. 为点胶顺序不变,修改了点胶角度 R 的图。直接在视觉编辑器画面右下的正式点胶信息表格内修改「R( 度 )」单
元格的值。
波峰焊基板例
1. NG例 2. 修改了点胶的先后顺序 3. 点胶顺序不变,修改了点胶角度
664E4-S7-00
4-130
4
■回流焊基板的不良判断与修改
回流焊基板时,因在前道工序已由印刷机在焊盘上印刷了焊锡膏,所以需要检查以下项目。
‧
点胶嘴挡块不得碰到焊盘。
‧
点胶嘴挡块不得碰到先涂的贴片胶
如下图中 1. 所示,即使点胶嘴挡块只碰到一点点焊盘,挡块前端也会黏附焊锡膏,不断地生产会使黏附的焊锡膏越来越多,
点胶嘴与基板的距离也会越来越大,最终导致点胶不良。
下图中 2. 为将上下胶点的点胶角度旋转 90 度,使挡块不会碰到焊盘的图。此外,为断开拉丝在元件中央点的空点因打在
了通孔处,所以修改了 X 坐标使空点不会点在通孔处。
回流焊基板例
1. NG例 2. 修改例
664E5-S7-00
4-131
4
12.高度校正扩展
高度校正扩展,是从正式点胶数据自动创建高度校正数据的功能。
‧
可以指定对哪个点胶头 (1 〜 3) 创建「高度校正」数据。
‧
可以在「高度校正」数据中指定必要的「高度校正信息库」( 标记信息库 )。
‧
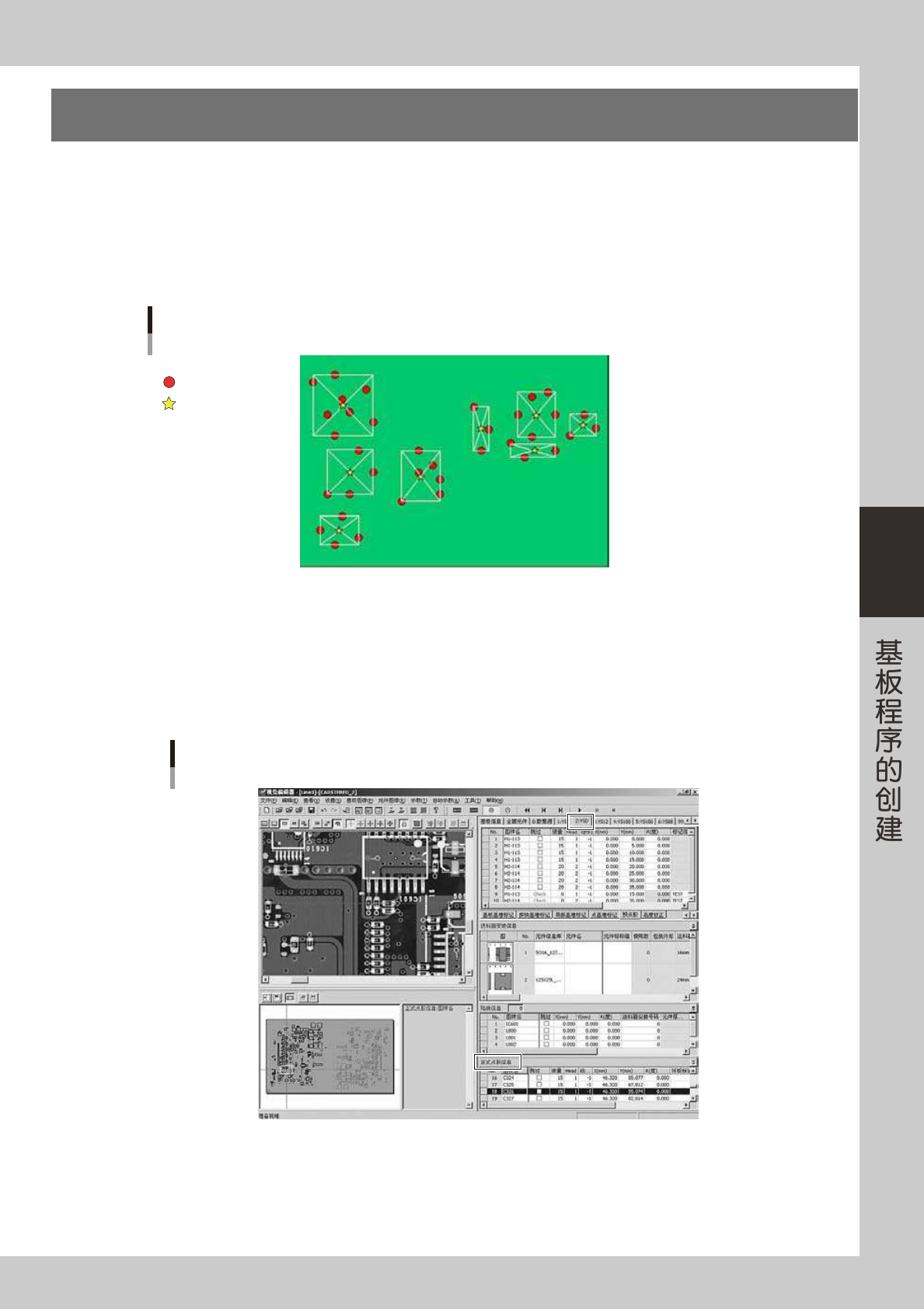
可以设置用 1 个激光高度测量点校正多大范围内的胶点。例如,校正范围输入为「10mm」时,如下图所示,可以自动创建
星号「激光高度测量位置」和以此测量点为中心的 10mm 正方型范围内的「校正对象胶点」。使用此高度校正扩展功能,既
可以在不降低产品质量的基础上减少激光高度测量点的个数,又可以使生产节拍高速化。
高度校正扩展
胶点的位置
激光高度测量位置
664E6-S7-00
‧
扩展后的高度校正数据的行号码会自动输入正式点胶数据的「高度校正」单元格。
■操作步骤
1
创建正式点胶数据。
参照点胶扩展的内容创建正式点胶数据。
正式点胶数据的创建
664E7-S7-00