Magic-Ray炉后AOI使用手册-A1.pdf - 第155页
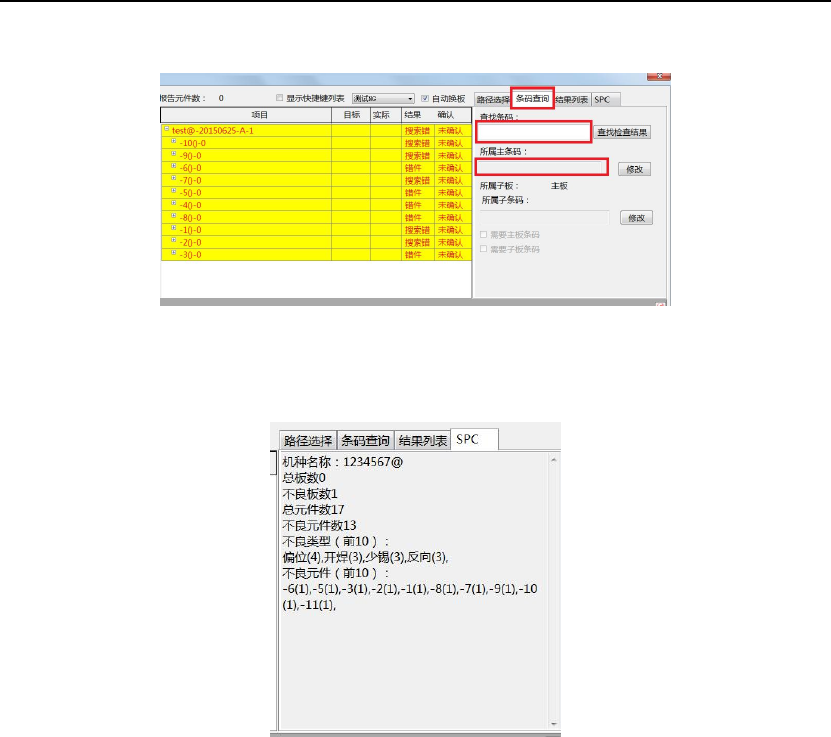
炉后 AOI 手册 155 条码查询: 点击 “条码 查询” , 在查找条件里手动输入 条码或用条码枪扫 描条码对已测试结 果进行查询。 SPC : 显示当前已确 认板的不良统计信 息。
炉后 AOI 手册
154
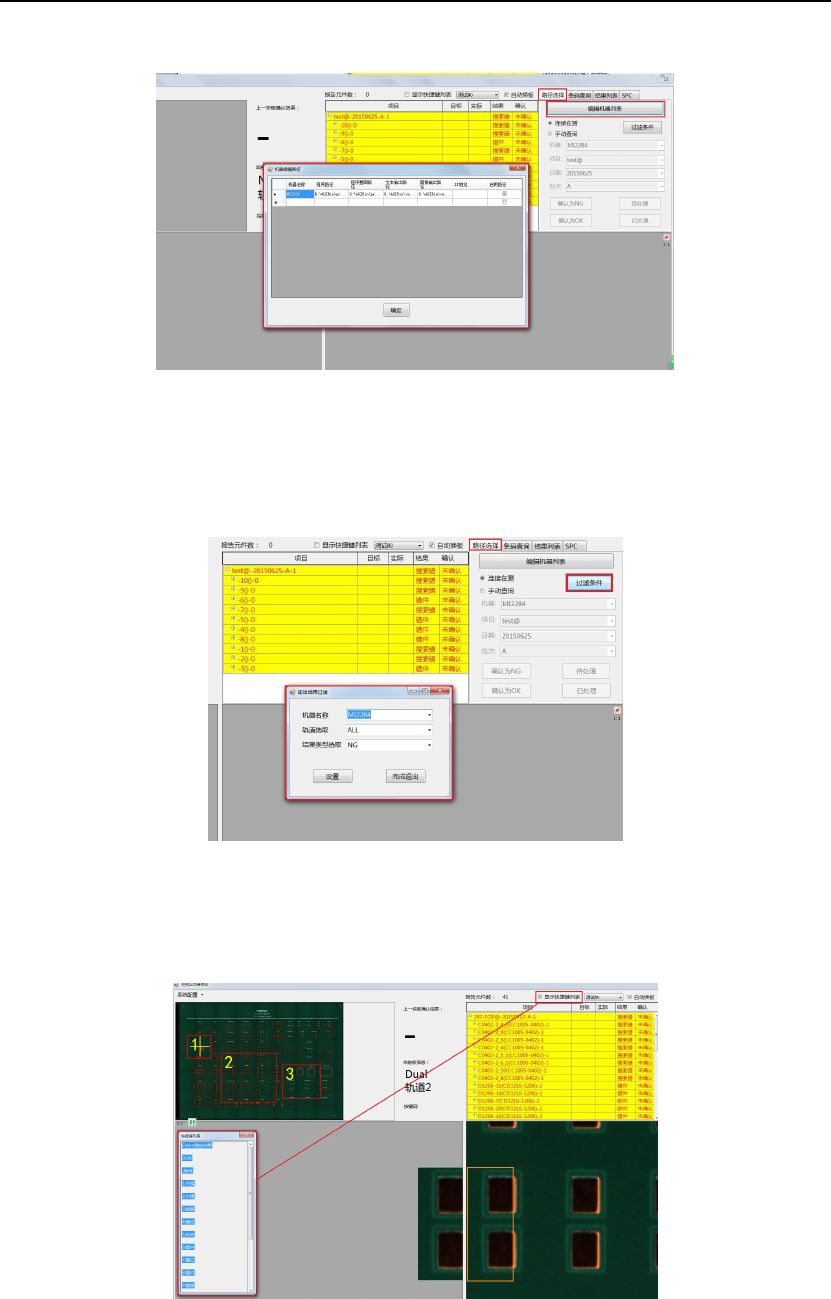
路径选择:
在“路径选择”下点击“编辑机器列表”弹出“机器编辑路径”对话框,“机器名称”为要
刷新结果的机器名称,“程序路径”等配置类似,“IP 地址”为在设备上配置远程维修站出
错告警提示后再关闭功能按钮。
过滤条件:
过滤条件选择是对维修站报错结果进行筛选,用于一台机器对应多台维修站。
显示快捷键列表:
当勾选“显示快捷键列表”后,弹出快捷键列表对话框,操作员可参考此列表进行确认结果。
炉后 AOI 手册
155
条码查询:
点击“条码查询”,在查找条件里手动输入条码或用条码枪扫描条码对已测试结果进行查询。
SPC:显示当前已确认板的不良统计信息。

炉后 AOI 手册
156
第六章 编程及调试时的注意事项
第 1 节 编程时的注意事项
1.调整板宽:如果是台式机,请将夹板装置调到将板夹紧的状态,最好一点不留间隙将板紧
紧夹位;如果是在线机,也要将板宽设为比实际宽度小 0.1mm,然后设夹紧量可设为 700um。
2.放好板或进板后,抓取整图;
3.导入 CAD 或手动粘贴元件,此时要保持所有元件 CAD 的坐标相对一致即只能整体移动所
有 CAD 座标,不能分编码或封装进行移动位置,手动添加元件要给添加进来的元件添加封
装或编码信息,以便进行批量替换;
4.导入完成后,做好 Mark 点,保存程序和图片;
5.FOV 拍照后使用 mark 校正将所有元件以 mark 点为基准移正,再使用元件位置校正功能
将所有元件移正;
6.按类型模拟测试(可按模板、封装、编码),对测试的结果进行调试,保存程序。
7.点批量测试,进行程序调试。
8.调试几片板后,可将台式机宽度适当调宽,便于放/取板(在线机不用再改什么);拿几片
板进行批量测试,调用报错图像进行误判调试。
第 2 节 调试时的注意事项
1.请尽量按我们的标准参数、抽色来进行设置(具体参照元件库参数设定规范);
2.当出现漏测时应进行分板,如果是常规元件,测试时发现结果正好处在上限值临界点,则
可适当微调一下参数或颜色;如果发现此情况较特殊(此类不良的特征与正常相差很大),
以正常参数设定根本不对时请不要以此来调试程序,否则可能会牺牲大量误判或将大部分非
特殊不良漏检;
3.程序导入 CAD 或手动贴时尽量减少元件库种类,如果要读文字,则用编码进行导入。调试
时如果是非文字类更改,替换时以模板或封装来进行;对于文字的更改则用编码来进行替换;
4.程序调试时尽量不要采整板模拟测试的方式,最好采用同类元件批量测试和调入误判图片
的方式进行误判的调整。
5.对于一般 Chip 类元件,抽取焊盘时宁可将焊盘只抽取出部分,也不要让外界存在成块的
干扰;但如果是特殊类,抽取本体时则尽量将本体或电极全部抽取到,哪怕外界存在成块的
干扰(但注意成块的干扰不能大于元件或电极)。
6.如果发现程序要做整体移动时,不要单独移动元件,选取所有的元件后整体移动,如果发
现是 mark 点偏移造成的,则使用 mark 校正功能移正元件。
7.如果同类型元件有特殊情况的(被高元件挡光有阴影、二次反射阴影等),要更改封装、
编码、模板等信息,以防批替换替换错