Magic-Ray炉后AOI使用手册-A1.pdf - 第54页
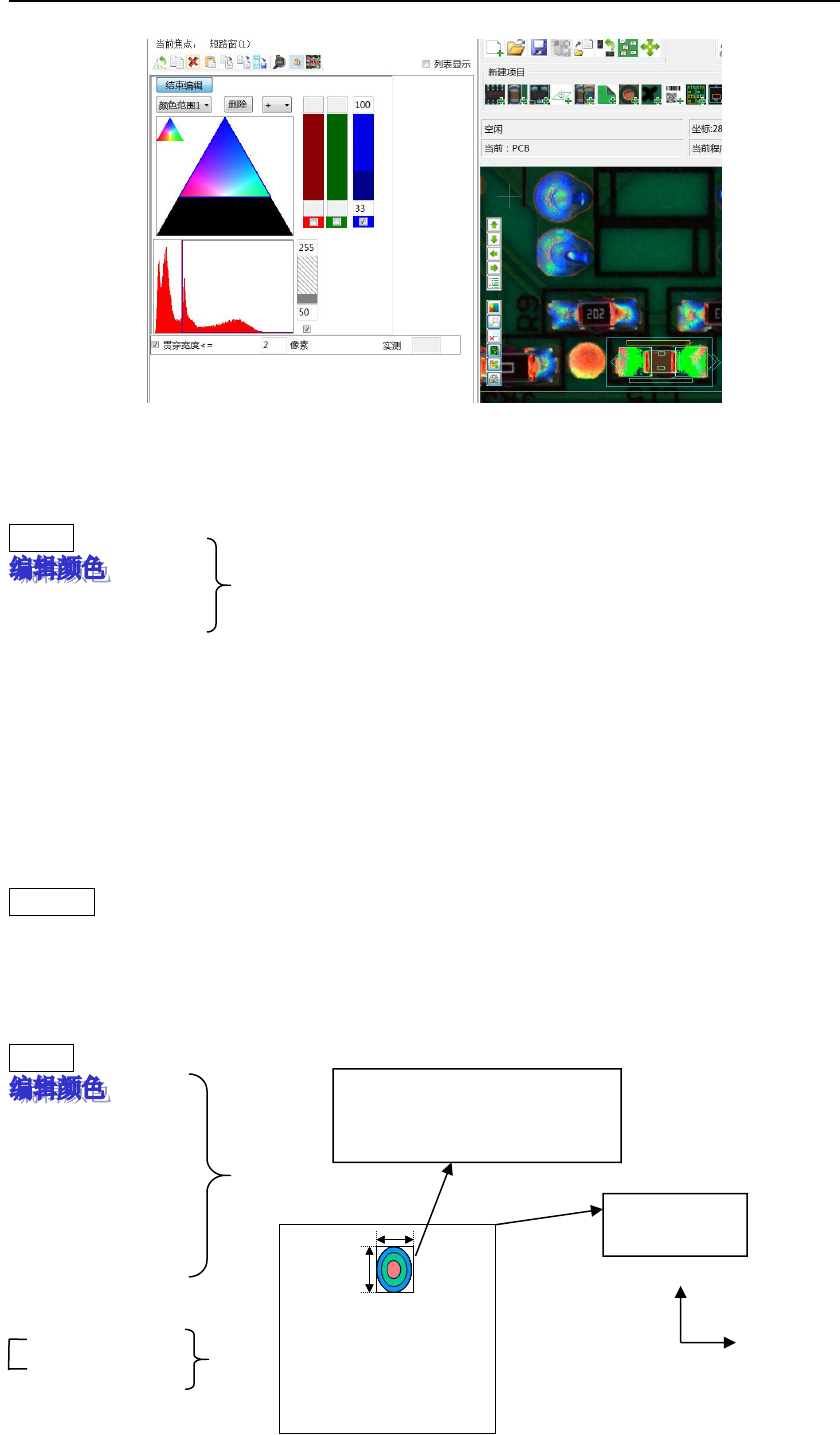
炉后 AOI 手册 54 说明: 1 .将锡球窗, 作为检测区域。 2 .抽取焊锡的 红、绿、蓝色及亮 度。 3 .在检测区域 内,检测到符合设 定的对象后用外接 矩形将其包围,再 进行以下项目检测 : A. 外接矩 形纵向长度判定; B . 外接矩形横向长度判定; C. 外接矩形纵横比 上限判定; D. 外 接矩形纵横比下限判定; E. 颜色比例判定; F . 最小线宽(此项一般不用) 。如果 A 、 B 、 C 、 D 、 E 、 …
炉后 AOI 手册
53
2.4.3 极性窗
极性窗
□ 颜色比例≥___%
说明:
1.抽取极性的颜色及亮度。
2.在极性窗内,如果计算出的比例大于设定值时,结果 OK;如果小于设定值,则 NG,报
反向错误。
具体应用及抽色视实际目标而定。
2.4.4 副焊盘窗
副焊盘窗
说明:此盘口内的参数与焊盘窗内的参数一样,区别在于副焊盘窗可任意追加,但其不参与
焊盘的检索,其仅是一个测试窗,不起定位作用。
2.4.5 锡球窗
锡球窗
纵向长度≤___像素
横向长度≤___像素
纵横比上限≥___%
纵横比下限≤___%
颜色比例≤___%
最小线宽___像素
○ 跟随本体
○ 跟随焊盘
横向
纵
向
锡球检测窗
检测到符合设定的对象后用
外接矩形将其包围
炉后 AOI 手册
54
说明:
1.将锡球窗,作为检测区域。
2.抽取焊锡的红、绿、蓝色及亮度。
3.在检测区域内,检测到符合设定的对象后用外接矩形将其包围,再进行以下项目检测:
A.外接矩形纵向长度判定;B. 外接矩形横向长度判定;C. 外接矩形纵横比上限判定;D. 外
接矩形纵横比下限判定;E.颜色比例判定;F.最小线宽(此项一般不用)。如果 A、B、C、
D、E、F 中任何一个 OK 时,则结果 OK;如果全部 NG 时,结果 NG,报锡球错误。
4.锡球窗可选择跟随焊盘或本体定位。
具体应用及抽色视实际目的而定。
2.4.6 任意窗
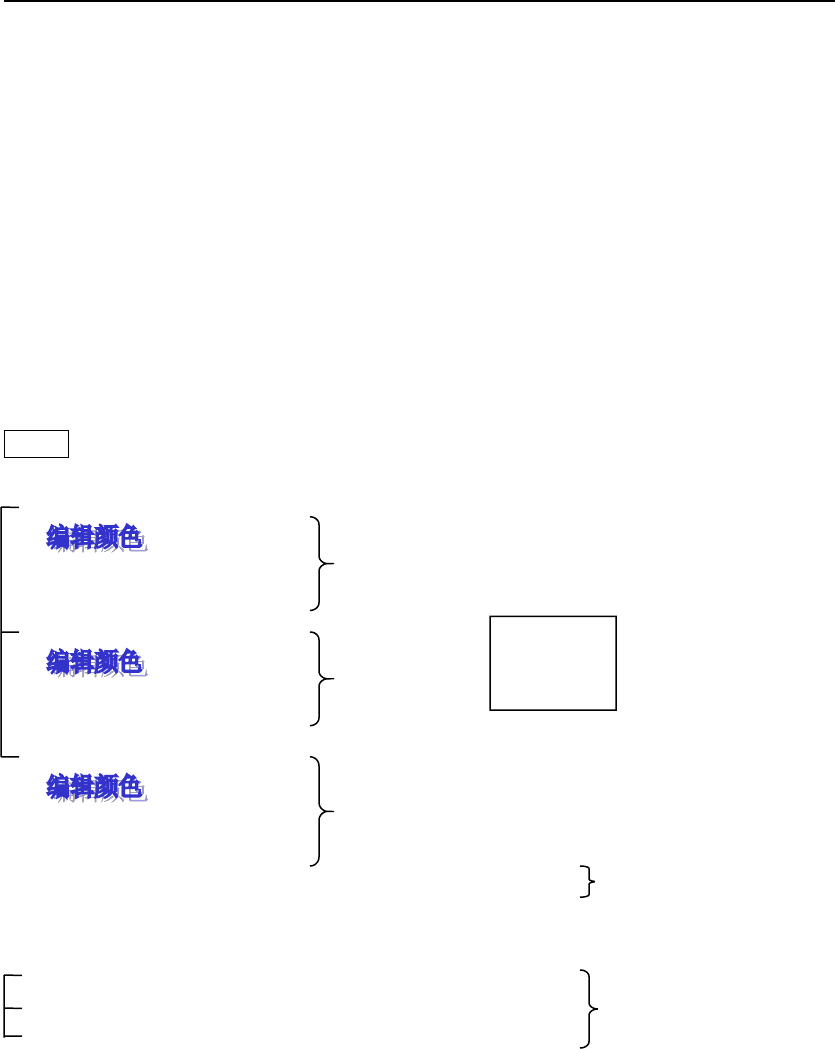
任意窗
任意窗有 3 种算法,为单选项即只能选取其中一种算法,具体如下:
○ 颜色占比算法
□ 符合颜色比例≥___%
□ 符合颜色比例≤___%
○ 连续行计数算法
□ 符合行颜色比例___%
□ 连续符合行数≥___像素
○ 重心偏移算法
□ 重心偏移比例≤___%
□ 重心偏移比例≥___%
错误报告类型:(点此处可选此窗口 NG 后的报错类别信息)
跟随对象(备注:如果是 IC 类,此项则是:□跟随引脚编号)
○ 跟随本体
○ 跟随焊盘
○ 不跟随
A 说明:
1.将此窗作为检测区域。
2.抽取对象的特征颜色及亮度。
3.如果测得的颜色比例在设定范围内,则结果 OK,否则 NG。
B 说明:
1.将此窗作为检测区域。
2.抽取对象的特征颜色及亮度。
3.如果测得的连续行大于设定值,则结果 OK,否则 NG。
C 说明:
1.将此窗作为检测区域。
2.抽取对象的特征颜色及亮度。
3.如果测得值的偏移量在设定范围内,则结果 OK,否则 NG。
任意窗
A
B
C
D
E
炉后 AOI 手册
55
D 说明:
点此处可选此窗口 NG 后的报错类别信息,如少锡、开焊等。
E 说明:
在此处可选择此窗口跟随哪个校正变量或不跟随即以原始放置位置为准。
2.4.7 组合窗
组合窗
子窗口列表
检查窗(1)
检查窗(2)
┈┈┈┈
组合逻辑:
错误报告类型:(点此处可选此窗口 NG 后的报错类别信息)
□ 显示所有子窗
说明:
1. 点中组合窗时点新建窗口,会在此窗口中加入一个检查窗(可追加多个,如上所示。每
增加一个其子窗口列表中会出现对应的任检查窗名)。
2. 检查窗的算法参照上面其对应的算法描述的进行设定。
3.组合逻辑的组合方法与开焊一样的设定方式。
4.点中“错误报告类型”后会弹出菜单进行报错类型的选择,如选开焊时,此组合窗报错
后将报开焊错误。
5.勾选“显示所有子窗”后会将所有子窗口全部显示出来,不勾选时只显示组合窗中当前
选中的一个任意窗。
具体应用及抽色视实际目的而定。
2.4.8 标识窗
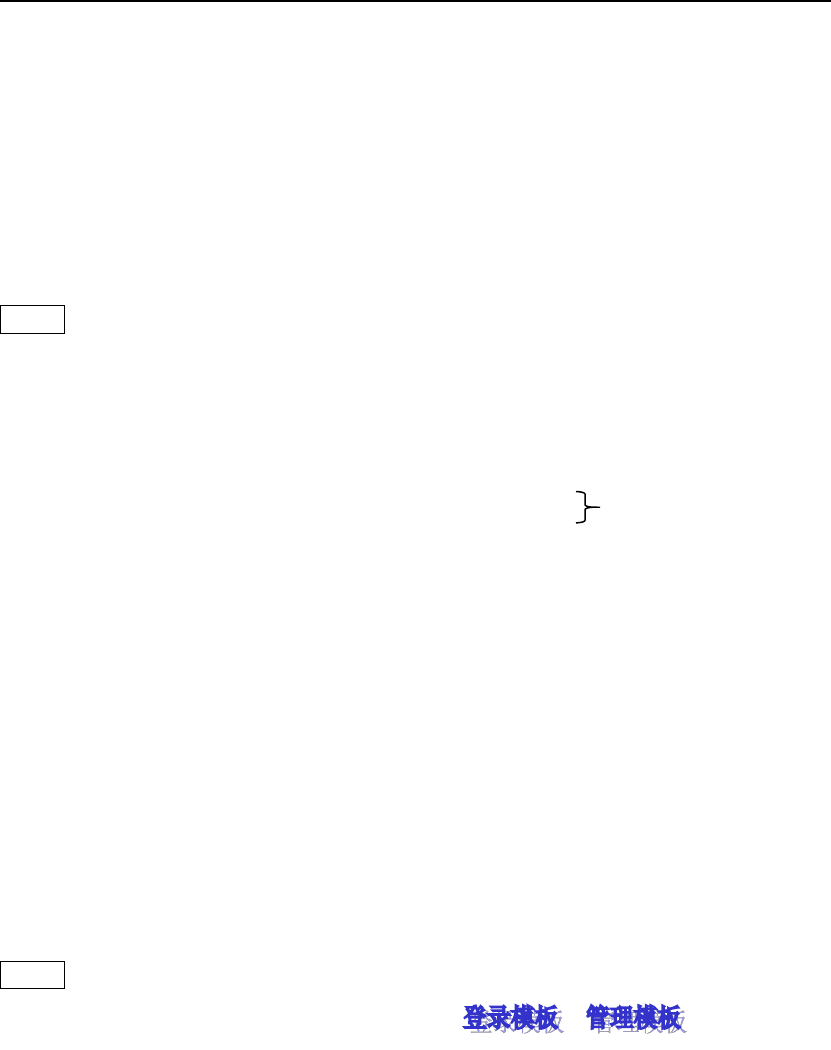
标识窗
模板个数:(此处会自动显示已登录多少个模板)
精细度: 2 级
一致度: ___%
抽取显示:___%
□ 报错类型为反向
□ 防反白新算法
说明:
1. 增加此窗口,将需登录的文字或图形包围且需给出一定的偏移余量,并将其移至相应的
位置;
2. 在“抽取比例”一项拖动亮度设置条,调整标识窗的抽出亮度将需登录进模板的文字或
图形抽出;
3. 点“登录模板”按扭,进入模板编辑菜单,调整窗口大小将需登录进模板的文字或图形
刚好包围。在此界面中可对模板进行分割检测,选取颜色通道(包含灰度、红色、绿色、