Magic-Ray炉后AOI使用手册-A1.pdf - 第57页
炉后 AOI 手册 57 错误报告类型 : (点 此处可选此窗口 N G 后的报错类别 信息) □异物检查(中 心) □纵向 搜索 □横向 搜索 检测区域 ___ 像素 符合颜色比例 ___% 连续合格行数 >=___ 像素 错误报告类型 : (点 此处可选此窗口 N G 后的报错类别 信息) 跟随对象( 备注 :如果是 IC 类,此项则是 :□跟随引脚编号 ) ○ 跟随 本体 ○ 跟随 焊盘 ○ 不跟 随 A 说明: 1. 抽取…
炉后 AOI 手册
56
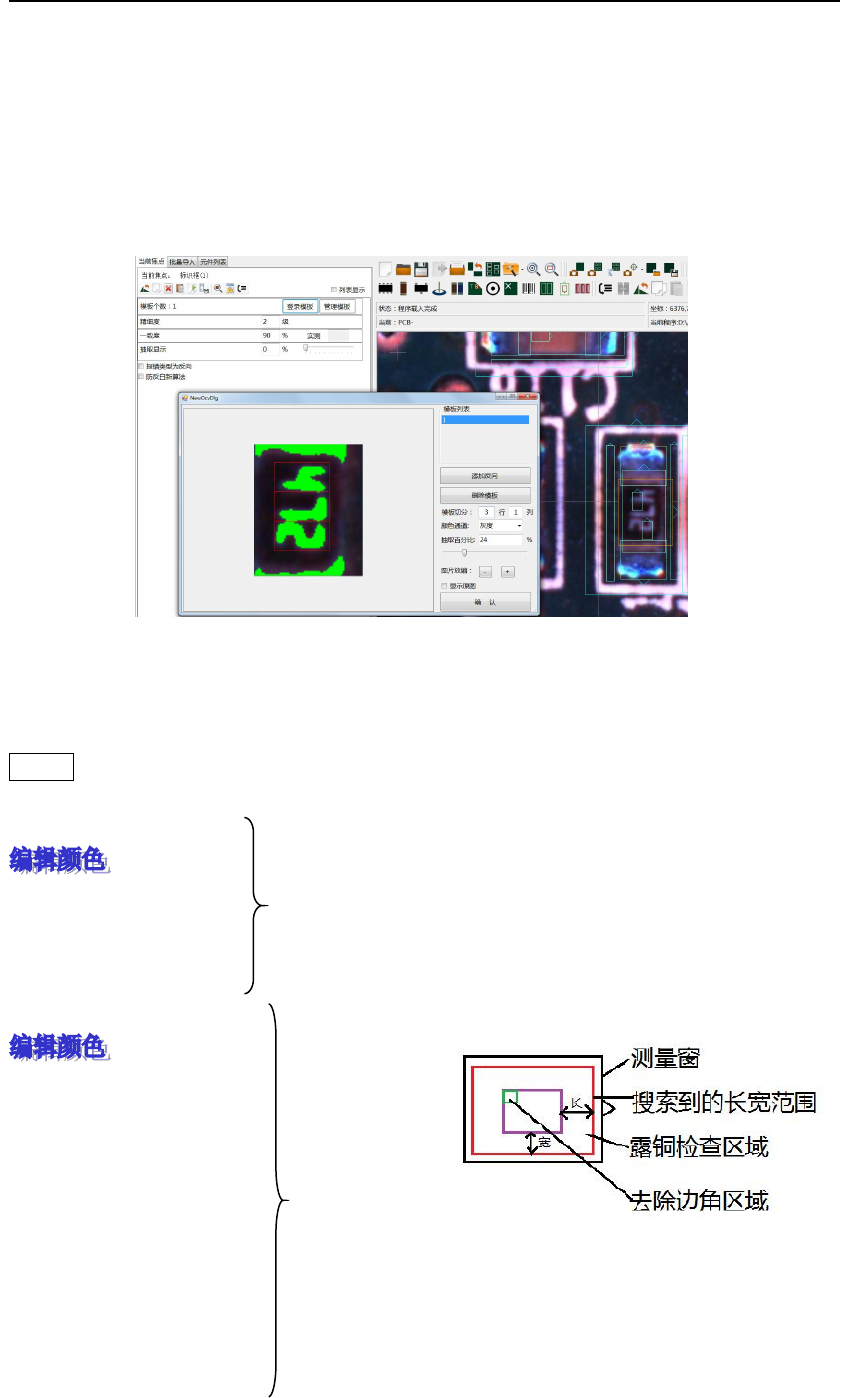
蓝色),颜色色通道根据相抽取的文字的基色而定,如文字呈蓝色则选取蓝色等,再调
整此项下面的抽取百分比条将所要的文字抽取出来(抽出的用绿色显示)。
4. 如文字可允许进行 180 度反向,则点此界面的“添加反向”按扭,此时反向 180 度的模
板会被自动增加到文字模板库中;编辑好后点,点确认即完成文字的登录。
5. 测试时,如果测得的文字偏差比例在设定值范围内,结果 OK;否则 NG,报错件错误。
6. 当勾选上“报错类型为反向”后,若测试结果为 NG,则报反向。
7. 如勾选上“防反白新算法”后,软件会启用另一种算法对丝印进行检测。
标识窗实例:
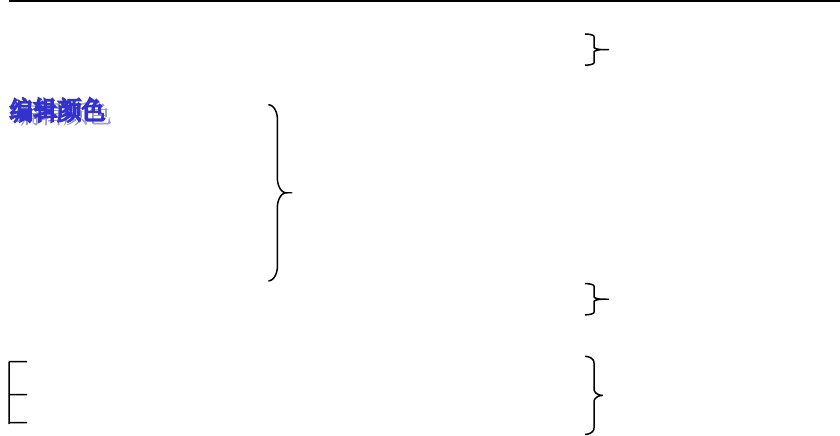
2.4.9 测量窗
测量窗
□长宽检索
搜索纵向长度<=___像素
搜索纵向长度>=___像素
搜索横向宽度<=___像素
搜索横向宽度>=___像素
□检测露铜
纵向测量长度 ___像素
横向测量宽度 ___像素
□去除区域
去除边角长___像素
去除边角宽___像素
纵向长度≤___像素
横向长度≤___像素
纵横比上限≥___%
纵横比下限≤___%
颜色比例≤___%
最小线宽___像素
A
B
炉后 AOI 手册
57
错误报告类型:(点此处可选此窗口 NG 后的报错类别信息)
□异物检查(中心)
□纵向搜索
□横向搜索
检测区域 ___像素
符合颜色比例 ___%
连续合格行数>=___ 像素
错误报告类型:(点此处可选此窗口 NG 后的报错类别信息)
跟随对象(备注:如果是 IC 类,此项则是:□跟随引脚编号)
○ 跟随本体
○ 跟随焊盘
○ 不跟随
A 说明:1.抽取对象的特征颜色及亮度。
2.如果测得的颜色在设定的范围内,则结果 OK,否则 NG。
B 说明:1.抽取对象的特征颜色及亮度。
2.以 A 检索到的区域为范围设置检查区域,去除区域指去除四角等距面积。
3.在检测区域内,检测到符合设定的对象后用外接矩形将其包围,再进行以下项目检测:
A.外接矩形纵向长度判定;B. 外接矩形横向长度判定;C. 外接矩形纵横比上限判定;D. 外
接矩形纵横比下限判定;E.颜色比例判定;F.最小线宽(此项一般不用)。如果 A、B、C、
D、E、F 中任何一个 OK 时,则结果 OK;如果全部 NG 时,结果 NG,报锡球错误。
C 说明:点此处可选窗口 NG 后的报错类别信息,如露铜,少锡。
D 说明:1.抽取对象的特征颜色及亮度。
2.选择纵向搜索或横向搜索。
3.检测区域在选定纵向搜索或横向搜索后选定。
4.如果抽取到的颜色满足颜色占比大于设定的百分比,且连续合格行数满足设定的像素值,
则结果 OK,否则 NG。
E 说明:
在此处可选择此窗口跟随哪个校正变量或不跟随即以原始放置位置为准。
E
C
D
炉后 AOI 手册
58
第 5 节 特殊 CHIP 类元件检查算法
特殊 CHIP 类元件检查算法
特殊 CHIP 类元件与常规 CHIP 件算法的区别在于:
1:特殊 CHIP 类元件不进行焊盘检索,所有检测窗均跟随元件进行校正。
2:特殊 CHIP 类元件与常规 CHIP 类元件的纵向偏移与横向偏移算法不同;对于其它检测
项及处理内容与常规 CHIP 类元件一样。
具体如下:
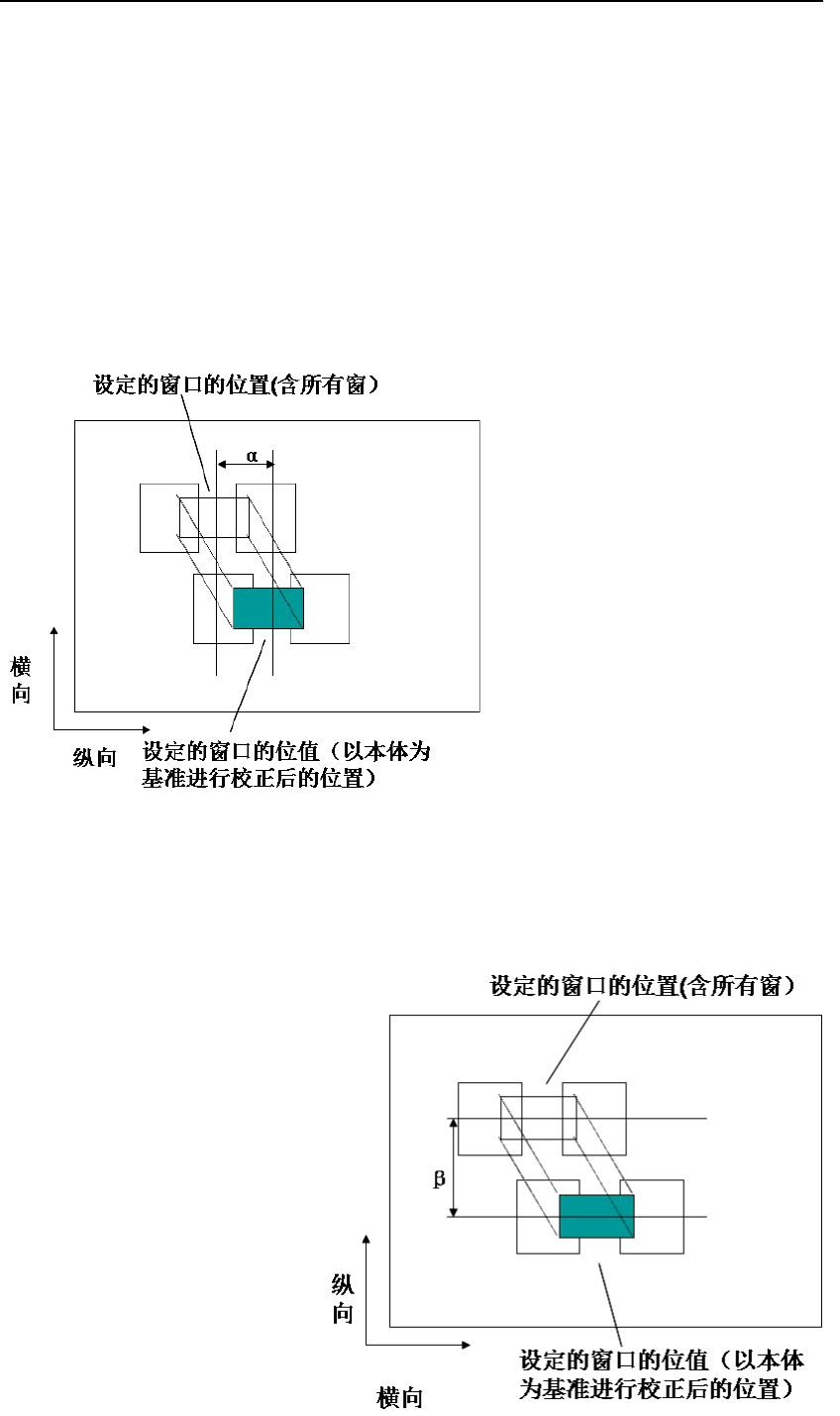
□ 纵向偏移≤___µ
说明(纵向偏移用于检测元件向电极两边(纵向)偏移过大):
把检索到的元件的纵向中心线,与程序中初始设定的元件窗的纵向中心线之间的偏移量α作
为偏移实测值。如上图中所示,α以微米为单位。如果此实测值小于设定值时,结果 OK;
如果实测值大于设定值时,结果为 NG,报纵向偏移错误。
□ 横向偏移≤___µ
说明:
把检索到的元件的横向中心线,与程
序中初始设定的元件窗的横向中心线
之间的偏移量β作为偏移实测值。如
上图中所示,β以微米为单位。如果
此实测值小于设定值时,结果 OK;如
果实测值大于设定值时,结果为 NG,
报横向偏移错误。