Magic-Ray炉后AOI使用手册-A1.pdf - 第82页
炉后 AOI 手册 82 2.7. 2.1 I C 类 自动 检索 窗算 法说 明 自动检索窗: 自动检索窗口的功能是对焊盘及元件的位置进行校正和定位,主要是对应由于 PCB 的局部 变形而引起的 偏差,通过对焊点 进行找正后自动对 偏差进行校正。 自动检索窗 □ 引脚递减编号 引脚起始编号 ___ 引脚间距 ___µ m □ 引脚总数 ___ 说明 : 此项主要是设 定一些基本参数, 无颜色抽取设定, 具体说明如下 : 1. 引脚编号…
炉后 AOI 手册
81
IC 的任一自动检索窗的起始脚号。
锡球窗:点中此元件的任何窗口可增加此检测窗;作用是对指定区域是否存在锡球进行判定;
当有多个锡球窗时,所有锡球窗 OK 时,结果 OK;如果任何一个锡球窗 NG 时,则结果 NG,
报锡球错误,增加此窗口时必须选其跟随哪一个引脚且此引脚号必须为此 IC 的任一自动检
索窗的起始脚号。
任意窗:选中此元件任意一个窗时可追加此窗;增加此窗口时必须选哪一个引脚且此引脚号
必须为此 IC 的任一自动检索窗的起始脚号进行校正;且此窗口可选择报错信息类别,如选
少锡时此窗 NG 时报少锡。
组合窗:选中此元件任意一个窗时可追加此窗;增加此窗口时必须选哪一个引脚且此引脚号
必须为此 IC 的任一自动检索窗的起始脚号进行校正;选中此元件任一窗口时可追加此窗;
点中此窗口后点“新建窗口”可在此窗口中加入多个任意窗且组合窗中的多个任意可进行
“+”或“*”的组合(与后续开焊组合的关系一样)。如果两者间(可多个,现以 2 个来举
例)是加的关系则表示它们之间任何一个 OK 即此组合窗为 OK;如果是“*的关系则 2 个
同时 OK 时此组合窗的结果为 OK。
标识窗:选中此元件任意一个窗时可追加此窗;增加此窗口时必须选哪一个引脚且此引脚号
必须为此 IC 的任一自动检索窗的起始脚号进行校正。选中元件任一窗口时可追加此窗;此
窗跟随元件进行校正;作用是对元件是否有贴错进行判定;当有多个标识窗时,所有标识窗
全部 OK 时,结果 OK;如果任何一个标识窗 NG 时,则结果 NG,报错件错误。另外,如
果一个标识窗口中录入几种文字模板时,任何一个文字模板满足匹配条件时,此文字窗结果
OK;全部录入的文字模板均不满足匹配条件时,此标识窗结果 NG,报错件错误。
测量窗:此窗口主要用于测量焊盘露铜和焊盘中心异物。
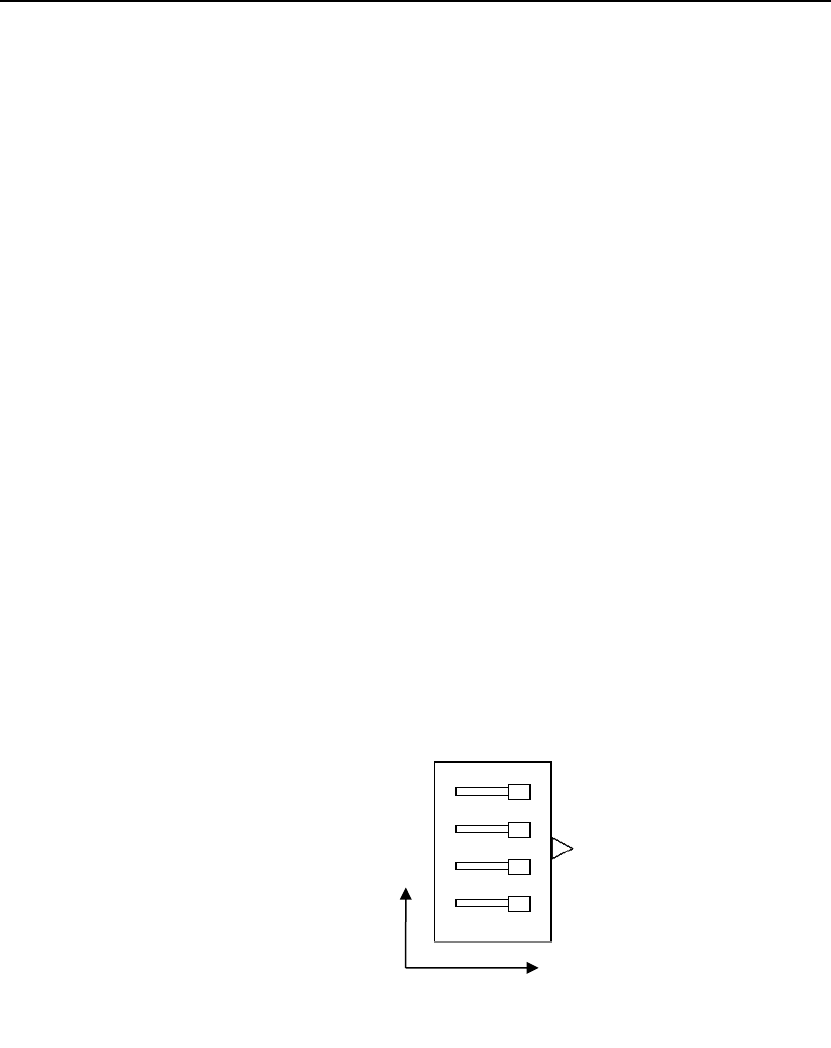
3)IC 类元件横、纵向说明,其中“纵向”指此自动检索窗内的引脚窗方向,横向则指垂直
于此自动检索窗内引脚窗的方向,如下图所示:
纵向
横向
炉后 AOI 手册
82
2.7.2.1 IC 类自动检索窗算法说明
自动检索窗:
自动检索窗口的功能是对焊盘及元件的位置进行校正和定位,主要是对应由于 PCB 的局部
变形而引起的偏差,通过对焊点进行找正后自动对偏差进行校正。
自动检索窗
□ 引脚递减编号
引脚起始编号___
引脚间距___µm
□ 引脚总数___
说明:
此项主要是设定一些基本参数,无颜色抽取设定,具体说明如下:
1. 引脚编号为顺时针且默认为递增的方式;当勾选“引脚递减编号”时引脚编号将采用递
减方式;此项不能进行复制。
2.引脚起始编号指第一个引脚编号,如 1 表示第 1 个引脚编号为 1。
3.引脚间距指两引脚中心间距。
4.引脚总数指在此自动检索窗内只能检测设定的引脚数,如不选中则以设定的引脚宽、间距
在自动检索窗内自动计算最多能生成多少个引脚,此数作为最终的引脚数。
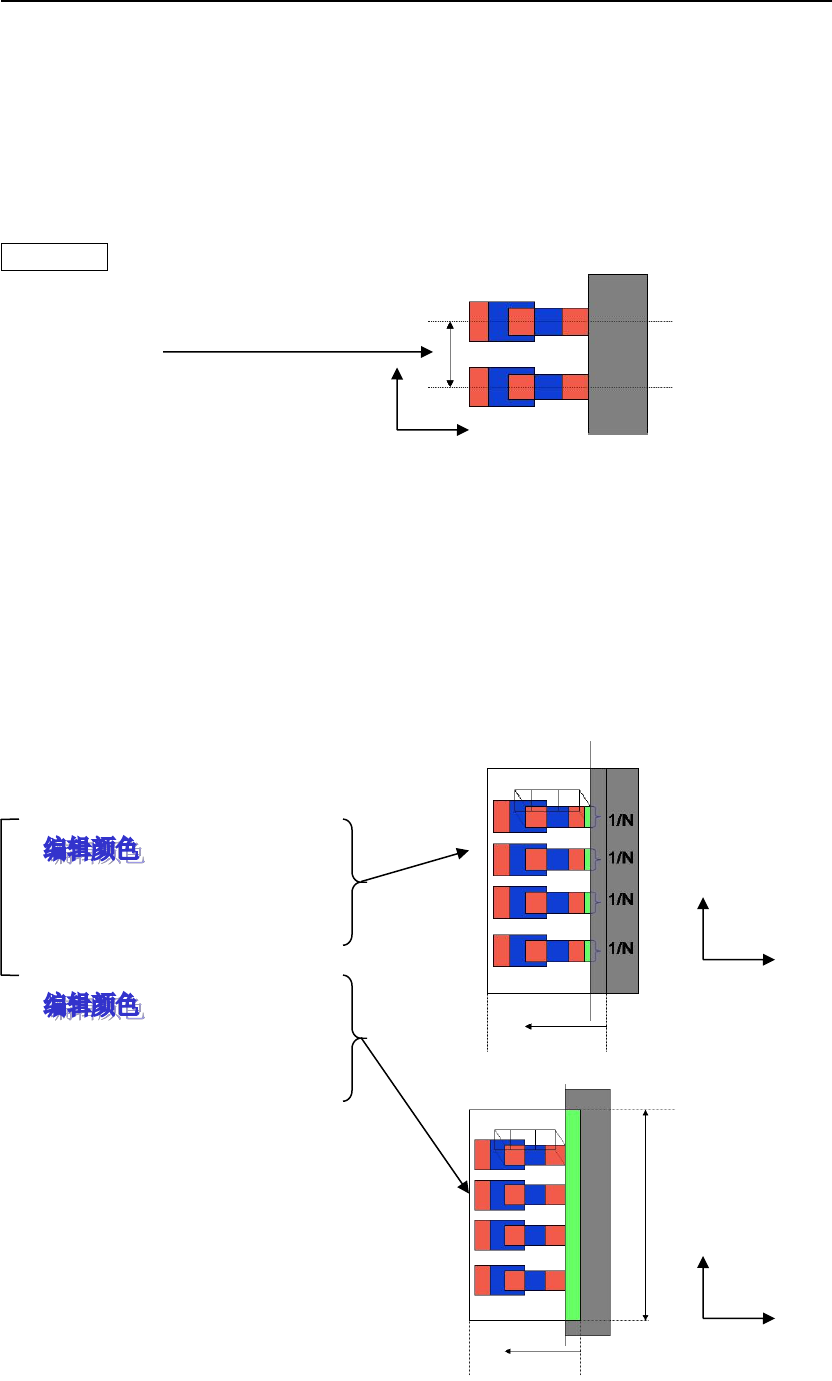
引脚纵向位置检索
○ 引脚内端检索
每行合格像素比例___%
内端检索连续合格行≥___像素
○ 元件边缘检索法
每行合格像素比例___%
元件边缘连续合格行≥___像素
A 说明:
1.抽取引脚内端颜色(一般为红色)及亮度。
2.以设定的引脚横长*引脚数作为 100%。
在自动检索窗内,检索引脚的内端。将检索
到的内端作为引脚的起始处,并将所有生成
的引脚窗进行纵向移动,使引脚窗内端位于
引脚内端位置;否则 NG,报引脚纵向位置
检索失败。
B 说明:
1.抽取 IC 本体的颜色(一般为黑色或白色,具体依据 IC 本体的颜色而定)及亮度。
A
B
纵向
横
向
N 为 100%
纵向
横
向
纵向
横
向
100%
炉后 AOI 手册
83
2.以设定的自动检索窗的横长作为 100%。
3.在自动检索窗内,由内而外,检索本体的边界。将检索到的边界位置作为元件的边缘即引
脚的内端,并将所有生成的引脚窗进行纵向移动,使引脚窗内端位于引脚内端位置;否则
NG,报引脚纵向位置检索失败。
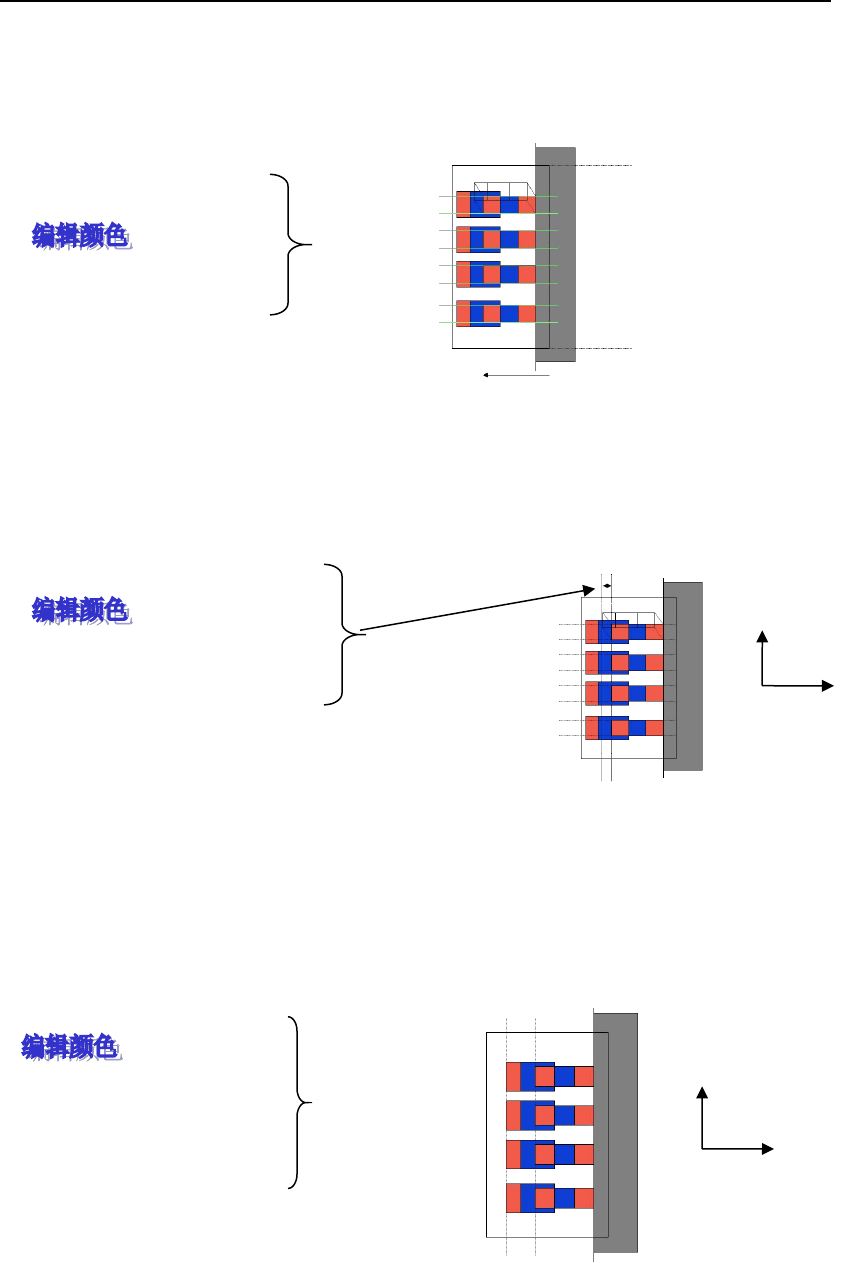
引脚横向位置检索
□ 检索引脚外段
横向检索颜色比例≥___%
说明:
1.抽取引脚整体的颜色(红色、蓝色)/引脚外段颜色(红色)及亮度。
2.引脚外段如勾选,则横向位置的检索以引脚外段为检索依据;如不勾选时,默认采用整个
引脚的方式来进行横向定位。检索到引脚横向位置且满足颜色比例时,产生的引脚与检索到
的引脚的横向位置重合;如果不满足时,则结果 NG,报引脚横向位置检索失败。
(通过引脚纵向位置及引脚横向位置检索后,引脚的位置已确定)
□ 引脚外端检索
允许伸长度___像素
每行合格像素比例___%
引脚外端连续合格行数>___像素
说明:
1.允许伸长度指如果检索到的颜色对象长度大于设定长度,在设定的引脚长度的基础上,最
大能伸长多少个像素;如果颜色对象长度比设定的长度+允许伸长度还长,最终的引脚外端
也只能是设定的长度+允许伸长度所在的位置。
2.抽取引前端红色及亮度。
3.当满足检索条件时,引脚窗自动伸长至最终找到的引脚外端处,将此处作为真实的引脚外
端。
焊盘检索
焊盘横向宽度___%
每行合格像素比例___%
最小合格行数___像素
焊盘检索颜色比例≥___%
说明:
1.焊盘横向宽度指将设定的引脚的横长作为基准,它是引脚的百分之多少(每个引脚对应
有一个焊盘;如设 240%时,表示是焊盘的横向宽度是引脚横长的 240%),根据此比率计算
出的横长作为单个焊盘横向宽度,再将此自动检索窗内产生的引脚数*单个焊横长作为
100%。
2.抽取焊盘的红、绿、蓝色及亮度。
允 许 伸 长
度
纵向
横
向
纵向
横
向