Magic-Ray炉后AOI使用手册-A1.pdf - 第37页
炉后 AOI 手册 37 电极亮度差异 ≤___ % 说明: 1. 抽取电极的颜 色及亮度。 2. 如果计算出的 比例大于设定值, 则 OK ;否 则 NG ,报电极破损 错误。 □偏转 检测 ○轮廓算法 ○面积占比算法 偏转角度 ≤___ 说明: 选取相应的算法: 当本体检索采用 “电极检索” 或 “本体检索” 方式时, 偏转检测则应选 “面 积占比算法” ; 本体检 索采用 “轮廓检索” 方式时, 则此处应选择 “轮廓算 法” 。 …
炉后 AOI 手册
36
NG
OK
100%
100%
0%
0%
横向
纵
向
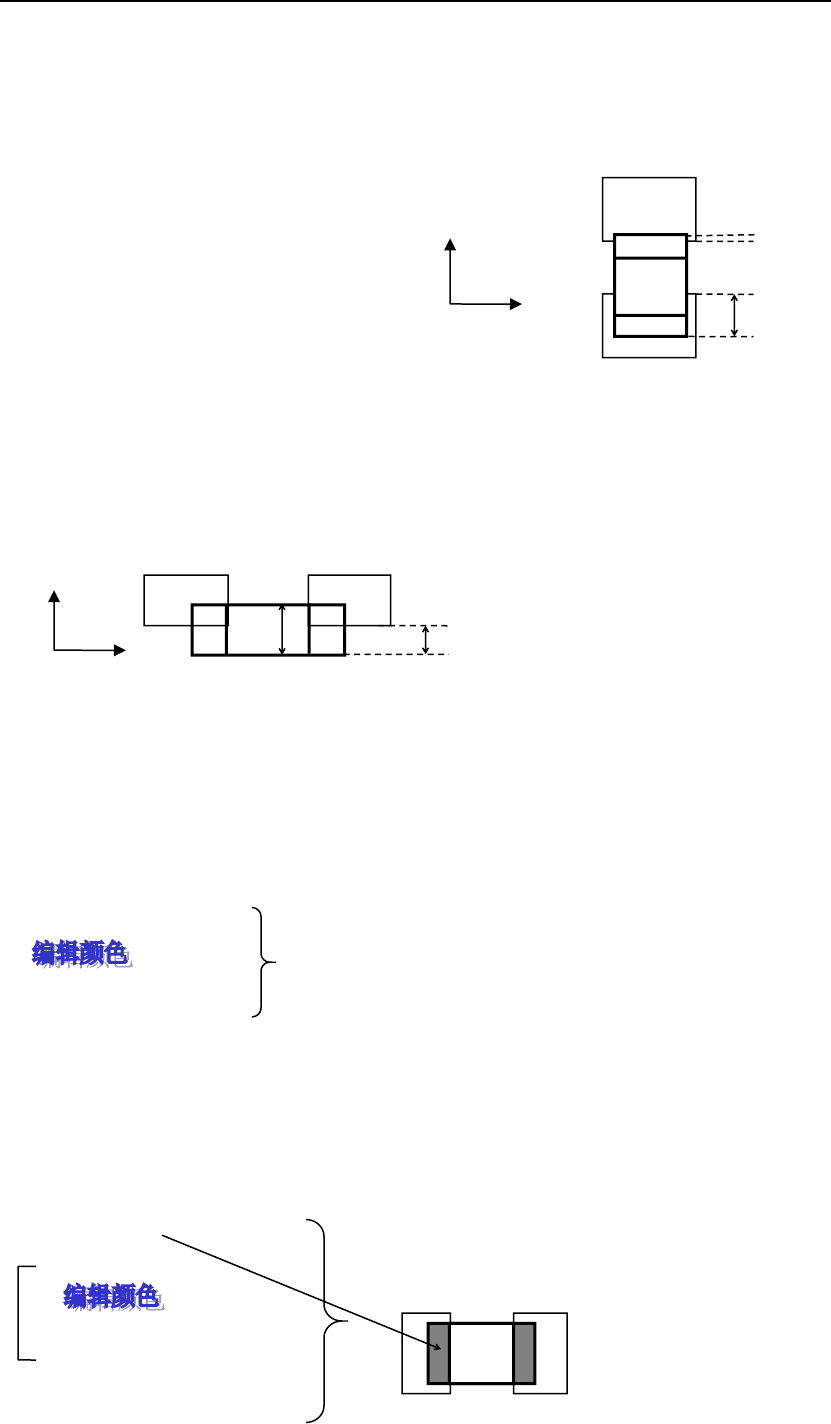
体的检索方式来检索本体位置,测试时,如检索正常,此时元件窗将向检索到的本体位置移
动,然后将极性窗、标示窗及相对应的任意追加窗也随之再次移动。
○一般 Chip(对于常规元件色选此项;此项与特殊 Chip 为单选即两者只能选一个)
□ 纵向偏移≤___ %
说明(纵向偏移用于检测元件向电极两边
(纵向)偏移是否过大):
1.通过校正后的焊盘和元件位置进行判
定,不用抽颜色。
2. 把焊盘窗口的纵向长度作为 100%,分
别计算两端焊盘的内侧和元件两端离开的
距离,作为纵向偏移量,将其中较大的一个偏移量占焊盘纵向长的百分比作为实测值,如果
此实测值小于设定值时,结果 OK;如果实测值大于设定值时,结果为NG,报纵向偏移错
误。
□ 横向偏移≤___ %
100%
纵向
横
向
说明:
1.通过校正后的焊盘和元件位置进行判定,不用抽颜色。
2.把元件窗的横向长度作为 100%,本体从焊盘侧端离开的距离作为横向偏移量,将偏移量
占元件窗的横向长度的比值作为实测值。如果实测值小于设定值时,结果 OK;如果实测值
大于设定值,则结果为NG,报横向偏移错误。
□焊盘检索
□元件除外
焊盘颜色比例≥___ %
说明:
1.抽取焊盘的颜色及亮度,注意抽取焊盘颜色时尽量不要将焊盘以外的颜色抽取。
2.如果计算出的百分比大于设定值,则将此处作为最终检索到的焊盘位置,焊盘窗自动移至
此位置,且所有检测窗也跟随焊盘窗进行等量移动;否则焊盘检索 NG,报焊盘检索失败错
误。
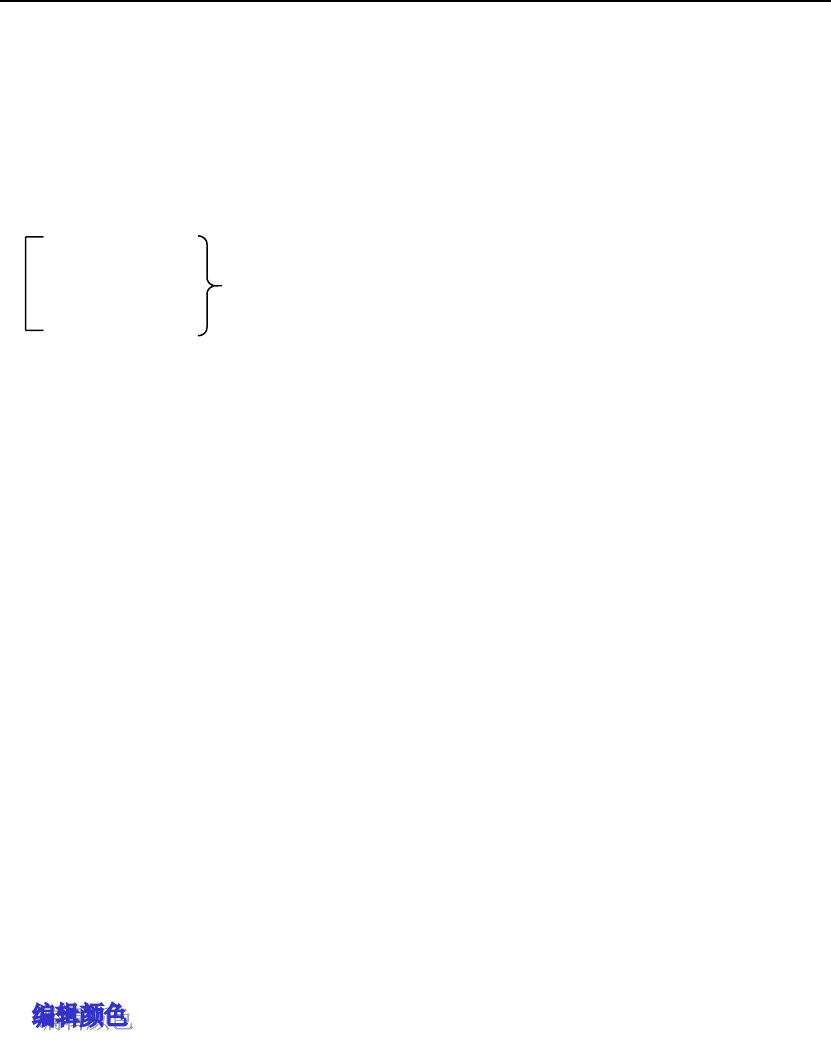
□ 电极破损
□模板对比算法
颜色比例≥___ %
□电极对比算法
电极检测长度占比___ %
炉后 AOI 手册
37
电极亮度差异≤___ %
说明:
1.抽取电极的颜色及亮度。
2.如果计算出的比例大于设定值,则 OK;否则 NG,报电极破损错误。
□偏转检测
○轮廓算法
○面积占比算法
偏转角度≤___
说明:
选取相应的算法:当本体检索采用“电极检索”或“本体检索”方式时,偏转检测则应选“面
积占比算法”;本体检索采用“轮廓检索”方式时,则此处应选择“轮廓算法”。如果“本体
检索”未选用时,此处偏转算法也不应选用。
□启用定点间距检查
距离测试起始点 ___
定点之间的 X 距离 ___mm
X 距离允许最大偏差 ___mm
定点之间的 Y 距离 ___mm
Y 距离允许最大偏差 ___mm
说明:距离测试起始点可选元件中心点,选取两个元件点,命名为 MR1,MR2,测试起始点
到 MR1,MR2 两点连线的垂直距离则为定点间 X 距离,MR1,MR2 两点连线中心点到测试起始
点和 MR1(或 MR2)连线的距离为定点之间 Y 距离。若测试结果全部 OK 则结果 OK,否则
NG。
□电极距离测试缺件
距离检测
合格比例(%) ___%
连续合格行数≥ ___
距离≥(%) ___%
说明:
1.抽取电极的颜色及亮度。
2.计算每行电极颜色占所在行的百分比,如果有连续多少行颜色比例合格满足设定行数要
求,则测试结果 OK,否则 NG.
炉后 AOI 手册
38
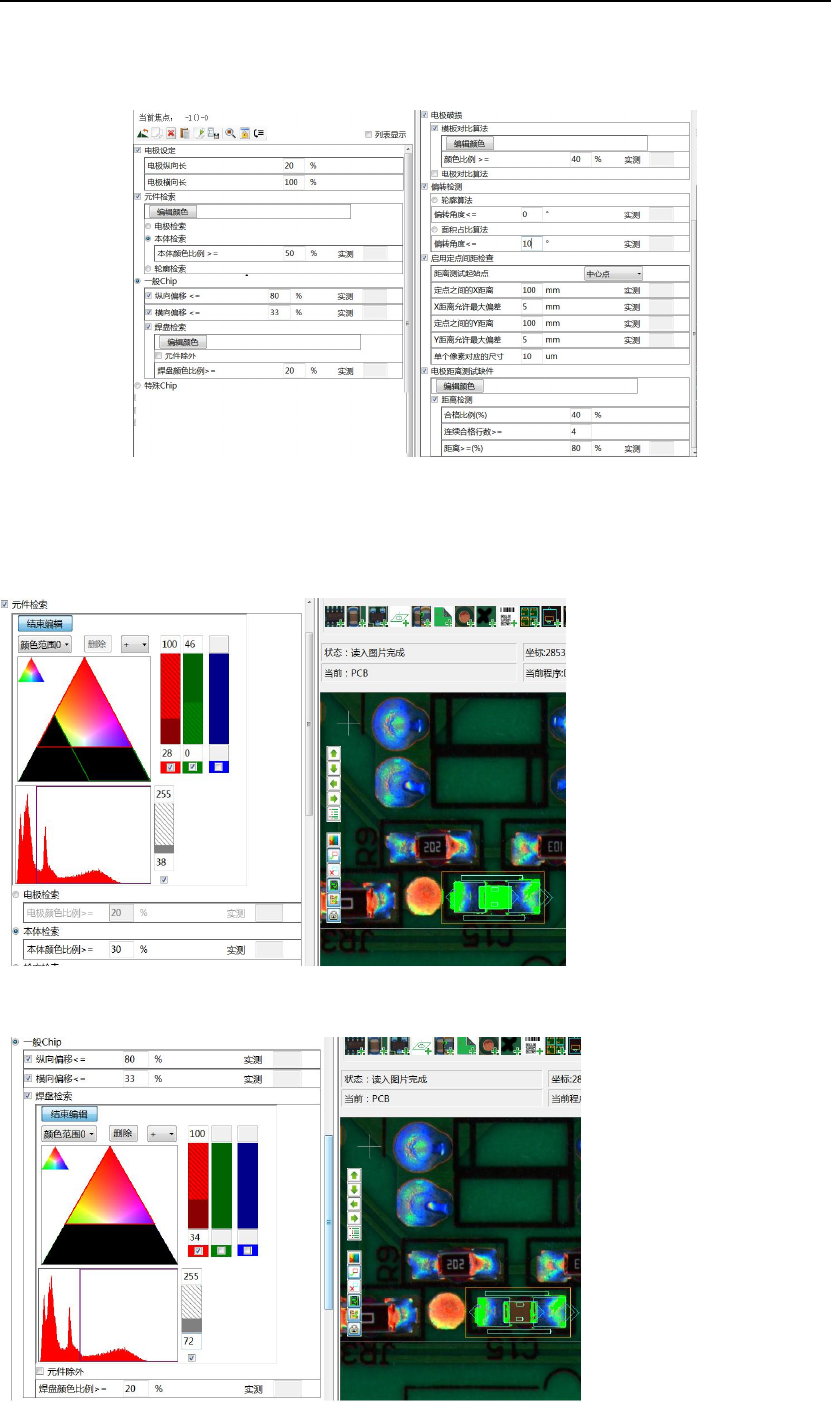
2.3.2.1.2 自动检索窗编辑实例
1.常规参数设置指南
2.常规颜色抽取实例
1)元件检索(此例为本体检索的方式)颜色抽取:
抽取本体颜色时,应将本体整个抽出,可不用太在意抽出 PCB 板上白色丝印窗的颜色;但
如果选取“电极检索”时,则不要将 PCB 板上白色丝印窗的颜色也抽出。
2)焊盘检索颜色抽取(抽取焊盘时尽量不要将 PCB 板上的白色丝印等抽出)
A.“颜色范围 0”抽取焊盘的红色部分