Magic-Ray炉后AOI使用手册-A1.pdf - 第70页
炉后 AOI 手册 70 □ 7. 引脚 部分 检测区域长度 ___% 颜色比例 ≤___% 说明: 1 .以引脚 纵长作为 100% , 以设定的百分比 作为检测区域长度(纵长) ;在引脚 窗内,从引 脚外端开始往 内,以设定的纵长 所包含的引脚部分 作为检测区域。 2 .抽取红色及 亮度。 3 .对检测区域 内抽出的对象的颜 色比例进行检测, 如大于设定值则此 项 NG 。 〇 开焊处算法组 合: [+] 定义:如果几个算 法间的算…
炉后 AOI 手册
69
说明:
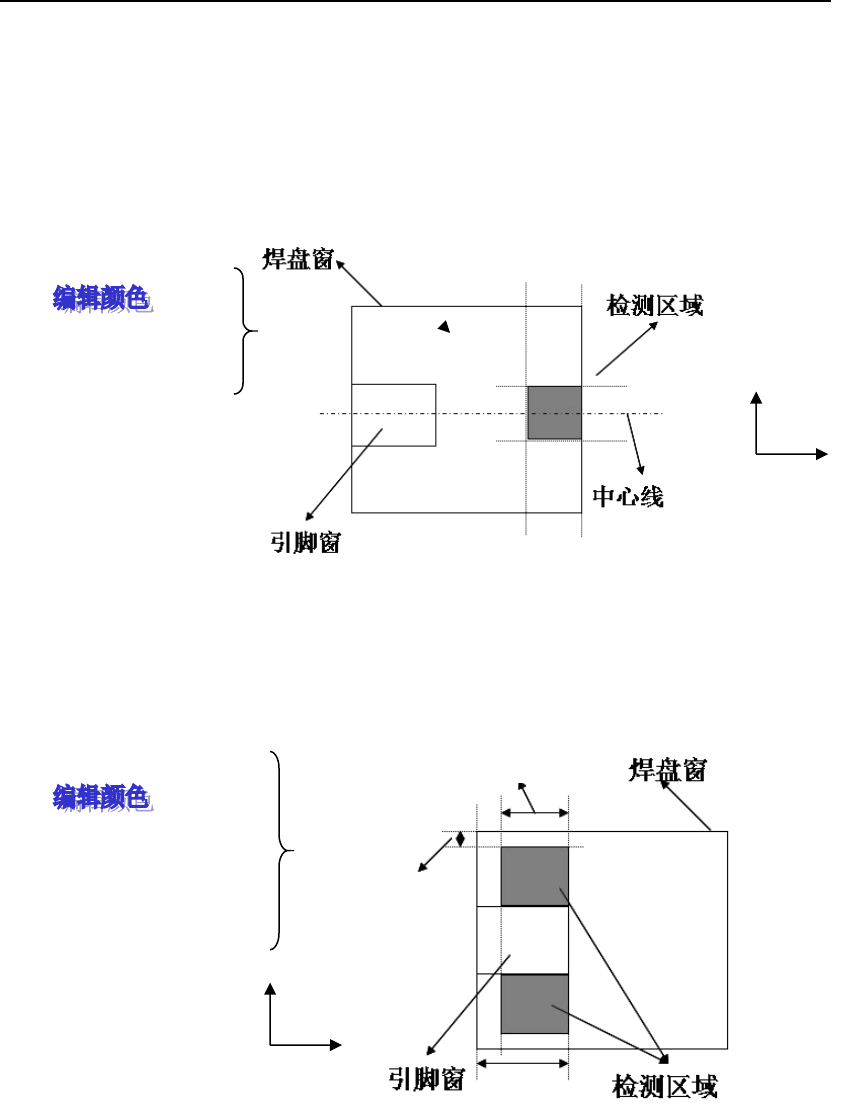
1.将焊盘的纵、横长各作为 100%,在焊盘外端的两角以纵、横向百分比设定检测区域,
将此两角区域作为检测区域。
2.抽取红及亮度。
3.在两角检测区域内,两角检测区域,如果任何一角计算出的颜色百分比大于设定值时,
结果 OK;如果,两角同时 NG 时,则 NG。
□5.焊盘外端中央
检测区域长度___%
颜色比例≥___%
说明(此算法针对圆形焊盘,正常焊盘一般不采用此算法):
1.以焊盘的纵、横长各作为 100%。以检测区域长度所设定的百分比作为检测区域的横向、
纵向长度,此检测区域位于焊盘横向中间部位。
2.抽取红及亮度。
3.在检测区域内,如果计算出的颜色百分比大于设定值时,结果 OK,小于设定值时 NG。
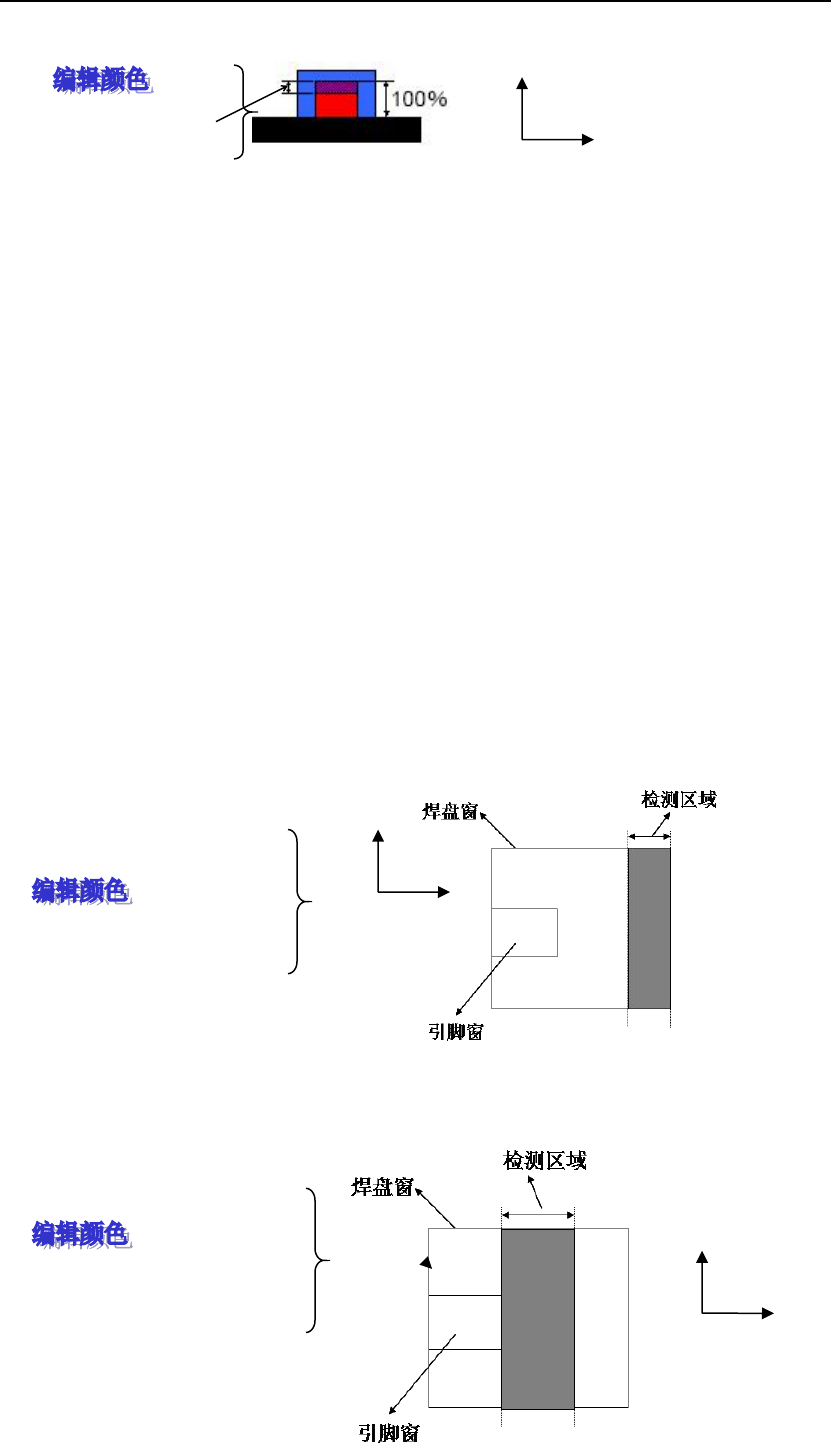
□6 .焊盘边侧
检测区域长度___%
□ 除外宽度___像素
每行要求比例___%
符合行数≤___%
说明:
1.以引脚纵长为 100%,从引脚外端开始,以设定的百分比定义检测区域长度(纵向);除
外宽度指从焊盘侧端起,由外到内去除设定的像素;将电极侧端至同一侧焊盘侧端的横长减
去除外宽度(横长),剩余长度作为检测区域的宽度(横长),如上图所示。引脚左右各产生
一个检测区域。
2.抽取红、绿色及亮度。
3.在检测区域内,对两侧区域分别进行检测,如果两端检测区域测得的连续符合行数均小
于设定值时,结果 OK;如果任何一侧端实测值大于设定值时 NG。
纵向
横
向
100%
纵向
横
向
区域纵长
除 外
宽度
炉后 AOI 手册
70
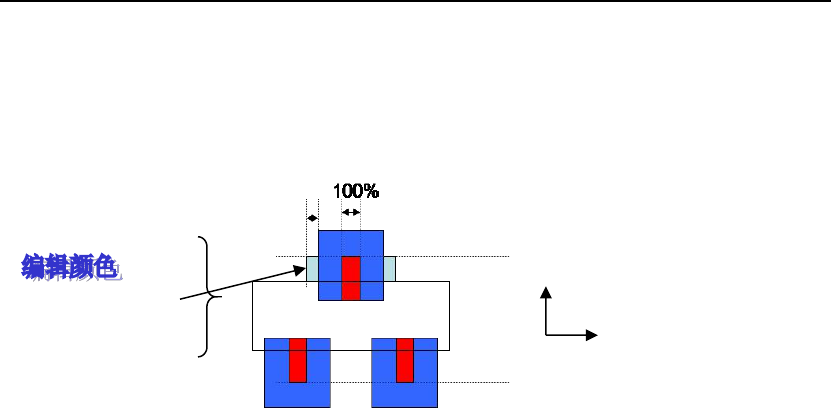
□7.引脚部分
检测区域长度___%
颜色比例≤___%
说明:
1.以引脚纵长作为 100%,以设定的百分比作为检测区域长度(纵长);在引脚窗内,从引
脚外端开始往内,以设定的纵长所包含的引脚部分作为检测区域。
2.抽取红色及亮度。
3.对检测区域内抽出的对象的颜色比例进行检测,如大于设定值则此项 NG。
〇 开焊处算法组合:
[+]定义:如果几个算法间的算法采用+组合时,其中任何一个算法 OK,则组合结果 OK;
全部项 NG 时,则该组合结果 NG。
[*]定义:如果几个算法间的算法采用*组合时,其中任何一个算法 NG,则组合结果 NG;全
部项 OK 时,则该组合结果 OK。
“+”/“*”及()与算法中的意义与数学中的意义基本一致,但对于组合算法则可理解为
当此组合结果大于等于“1”时(组合中的每项具体算法 OK 时可理解为此项为“1”,NG
时可理解此为“0”)则结合算法的结果 OK;当结合的结果为“0”时,则组合结果为 NG。
如果组合结果为 NG,则报开焊
例:(1+2)*3
此组合中用了 1、2、3 项算法。对于组合当第一项 OK 时,第一项为“1”,相反则为“0”;
第二、三项同理。
如果(1+2)或 3 均为 OK 时,则组合结果 OK;如果(1+2)或 3 中一个 NG 时,则结果
NG。
□ 焊盘露铜
检测区域长度___像素
颜色比例≤___%
说明:
1.从焊盘外端开始往内 N 个像素,如上图所示,作为检测区域。
2.可对焊盘露铜抽取颜色(红色)及亮度。
3.在检测区域内,如果计算出的颜色百分比小于设定值时,结果 OK,大于设定值时 NG,
报焊盘露铜错误。
□ 红胶溢出
检测区域长度___像素
颜色比例≤___%
横向
纵
向
纵向
横
向
纵向
横
向
炉后 AOI 手册
71
说明:
1.从引脚外端开如往外 N 个像素,如上图所示,作为检测区域。
2.抽取红胶颜色(一般为红色)及亮度。
3.在检测区域内,如果计算出的颜色百分比小于设定值时,结果 OK,大于设定值时 NG,
报红胶溢出错误。
□ 引脚偏出
检测区域宽度___%
颜色比例≤___%
说明:
1.抽取引脚的红色及亮度。
2.以引脚横长为 100%,将设定的检测区域的百分比作为检测区域宽度(横长);将引脚窗
到元件边缘的距离作为检测区域的纵长;此检测区域紧贴着焊盘边侧及元件边侧(如上图所
示)。
在检测区域内,如果测得值小于设定值,则结果 OK;如果大于设定值,则结果 NG,报引
脚偏出错误。
横向
纵
向