第二卷 生产& 设定菜单.pdf - 第227页
2OM-1752 4-23 1304-001 [12] [13] [14] “生产管理数据”选项卡 ((2/5)F2D16 [12] 通电时间 装置的控制电源处于通电状态的时间。 Note 显示例 10:03:50(10 小时 3 分 50 秒 ) 生产运行时间 生产运行的运转时间。 发生多次生产机种的设定时,将合计其总值。 Note 也包括 “ 测试运行时间 ” 。 贴装时间 从生产线路板第 1 点的…
2OM-1752
4-221304-001
[7]元件吸取异常率 (%)
相对于
“
吸取元件数
”
的
“
吸着异常合计
”
的百分比。
[8]元件用完次数
检出
“
元件用完
”
的次数合计。
[9]丢弃元件数
吸取但未贴装的元件的合计。
Note
因元件立直 ( 立起 )( 传感器 )、元件认识 ( 识别 ) 异常、元件厚度
异常、生产中断、检出不良分割线路板功能 ( 选项 ) 等原因,未被贴
装的元件属于此类。
[10]磨合运行 ( 试运行 )
统计磨合运行 ( 机器三轮车 ) 数据。
生产线路板数
统计满足以下条件运转时的线路板数。
•
运行方法中试运行为
“
有効
”
•
选中了
“
不进行线路板搬运动作
”
的状态
( 线路板无出入状态 )
未吸取次数
统计满足以下条件运行时的未吸取 / 未贴装动作次数。
•
运行方法中试运行为
“
有効
”
•
选中了
“
吸取 / 贴装不动作
”
或
“
真空风机马达停止
”
的状态
Note
XY 横梁进行运行动作,但不进行元件的吸取 / 贴装的次数。
[11]线路板完成时间
计算生产一枚线路板所需的时间。
3.2生产管理数据
2OM-1752
4-231304-001
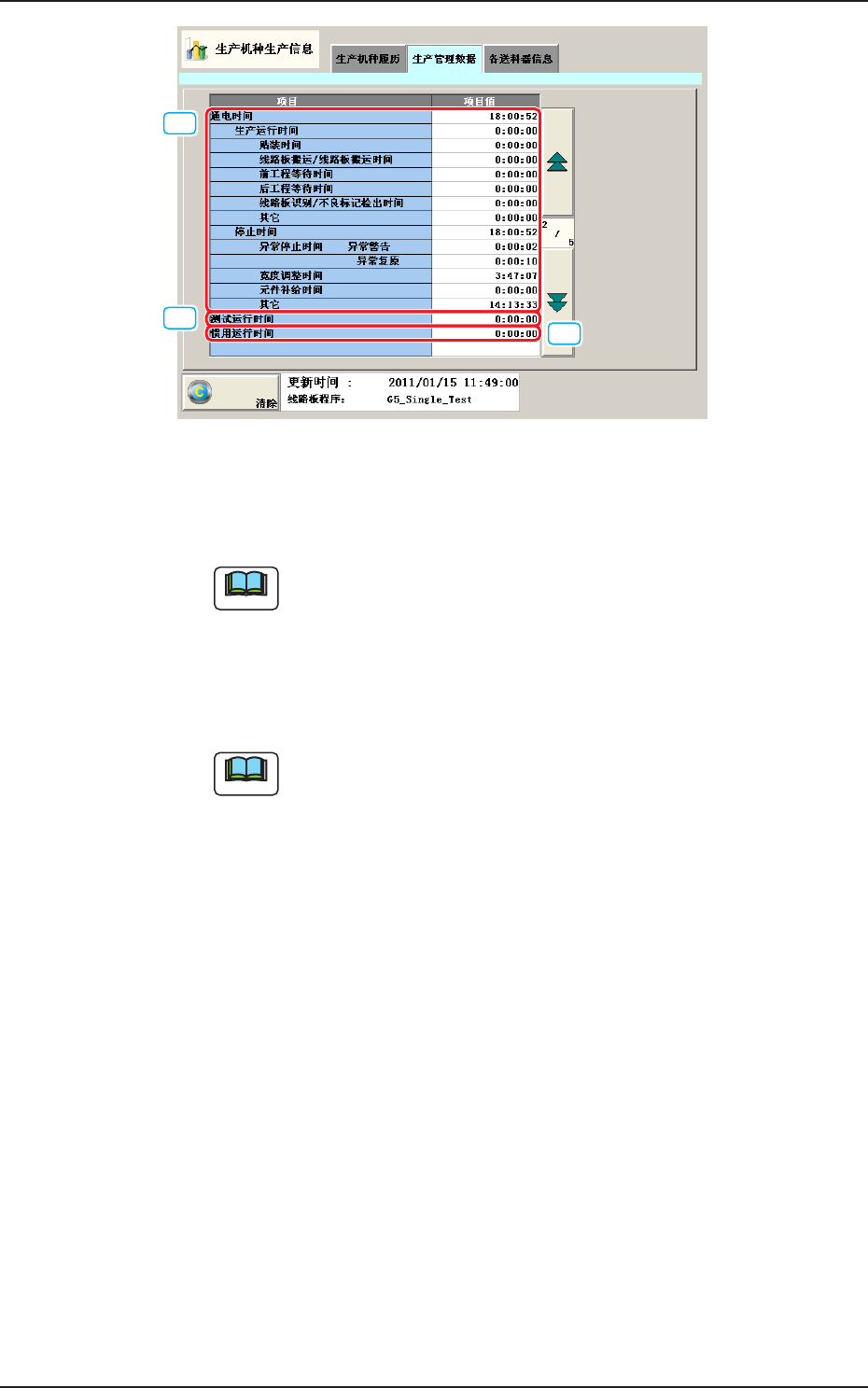
[12]
[13]
[14]
“生产管理数据”选项卡 ((2/5)F2D16
[12]通电时间
装置的控制电源处于通电状态的时间。
Note
显示例
10:03:50(10 小时 3 分 50 秒 )
生产运行时间
生产运行的运转时间。
发生多次生产机种的设定时,将合计其总值。
Note
也包括
“
测试运行时间
”
。
贴装时间
从生产线路板第 1 点的贴装开始到最后元件的贴装完成为止所需的时
间。
合计本来的贴装时间,不合计停止中、暂停中及单步运行时的时间。
可用于计算每一点的平均贴装间隔时间。
线路板搬运 / 线路板搬运时间
搬运关系马达
“
传送带 NL、NR、NA
”
动作中的时间。
前工程 ( 工序 ) 等待时间
装置在前工序处于线路板供给的完全等待状态的时间。
后工程等待时间
装置在后工序处于线路板排出的完全等待状态的时间。
3.2生产管理数据
2OM-1752
4-241304-001
线路板识别 / 不良标记检出时间
线路板识别及不良标记检出动作中的时间。
统计 XY 横梁的移动开始到线路板识别 / 不良标记处理完成为止的时间。
其它
元件贴装前的 XY 横梁动作时间、元件贴装后的 XY 横梁返回时间等。
停止时间
元件补给时等停止贴装的时间。
异常停止时间
运行中、待机中时,装置异常下停止的时间。
Note
除了生产运行中以外,不包括装置维护中以及设定中的装置异常。
异常警告
异常警告 ( 塔灯亮灯 ) 的时间。
异常复原
从异常复原开始到重新启动为止的时间。
宽度调整时间
从机种切换结束到装置状态变为
“
运行中
”
或
“
待机中
”
为止的时间。
元件补给时间
从元件断料发生到重新启动为止的装置停止时间。
其它
设定作业、机种切换、闲置状态等的时间。
[13]测试运行时间
设定试运行数据,进行试运行的时间。
Note
也包括
“
惯用运行时间
”
。
[14]惯用运行 ( 试运行 ) 时间
统计满足以下条件运行时的运行时间。
•
运行方法中试运行为
“
有効
”
•
选中了
“
不检测线路板搬运异常
”
的状态 ( 线路板无出入状态 )
3.2生产管理数据