第二卷 生产& 设定菜单.pdf - 第263页
2OM-1752 6-5 [7] 机种切换履历 显示机种切换履历。 从机种切换履历一览中也可进行线路板程序的编辑、机种切换。 F2F6 1304-001 3.机种切换
2OM-1752
6-4
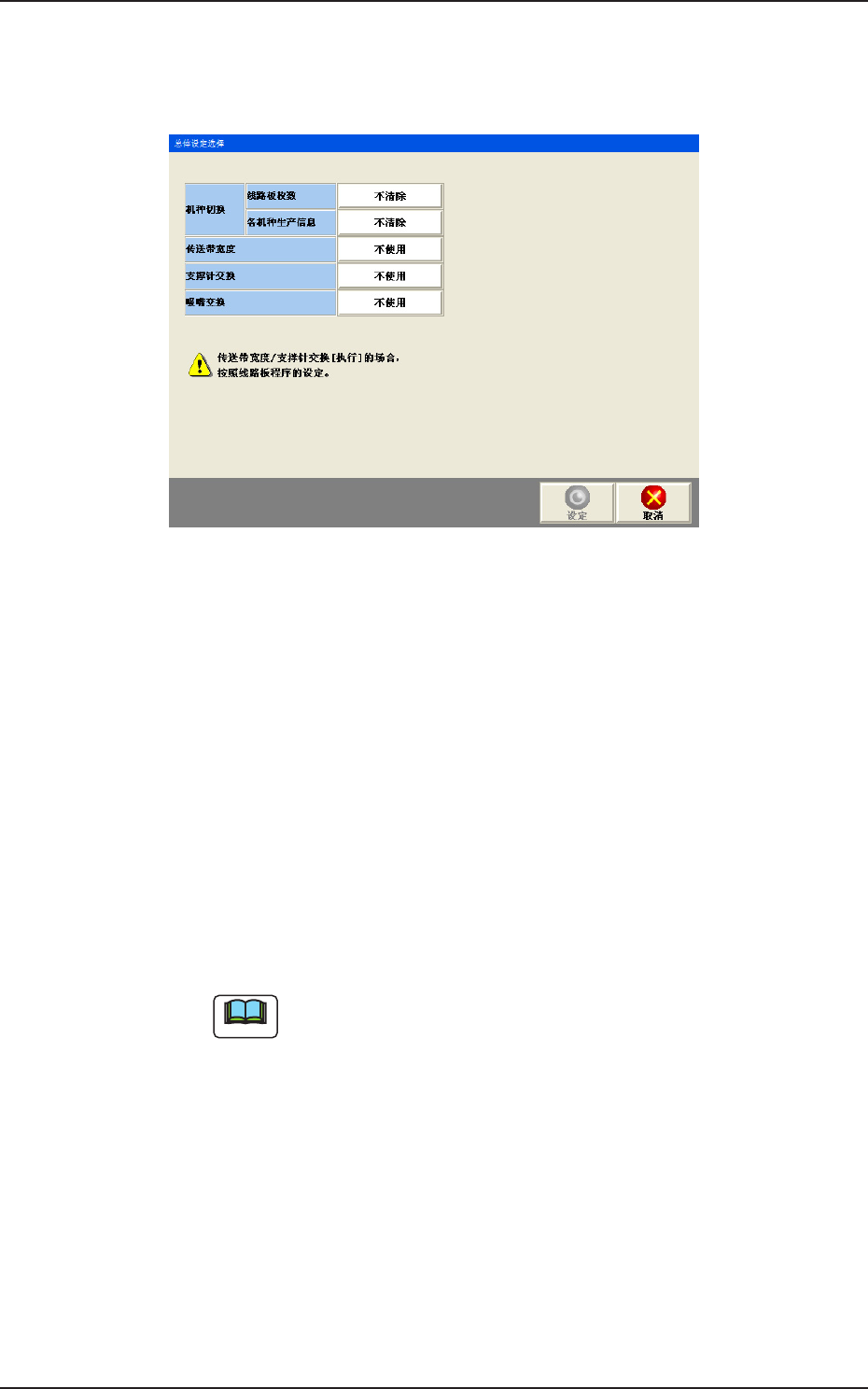
[5][ 总体设定选择 ] 按钮
设定切换机种时的设定。
设定是否进行传送带宽度、支撑针 ( 销 ) 交换、吸嘴交换。
F2F5
线路板枚数 : 设定是否清除生产线路板枚数。
各机种生产信息 : 设定是否清除各机种生产信息。
传送带宽度 : 设定是否设定传送带宽度。
支撑针交换
: 设定是否进行支撑销的自动交换。
吸嘴交换 : 设定是否进行吸嘴交换。
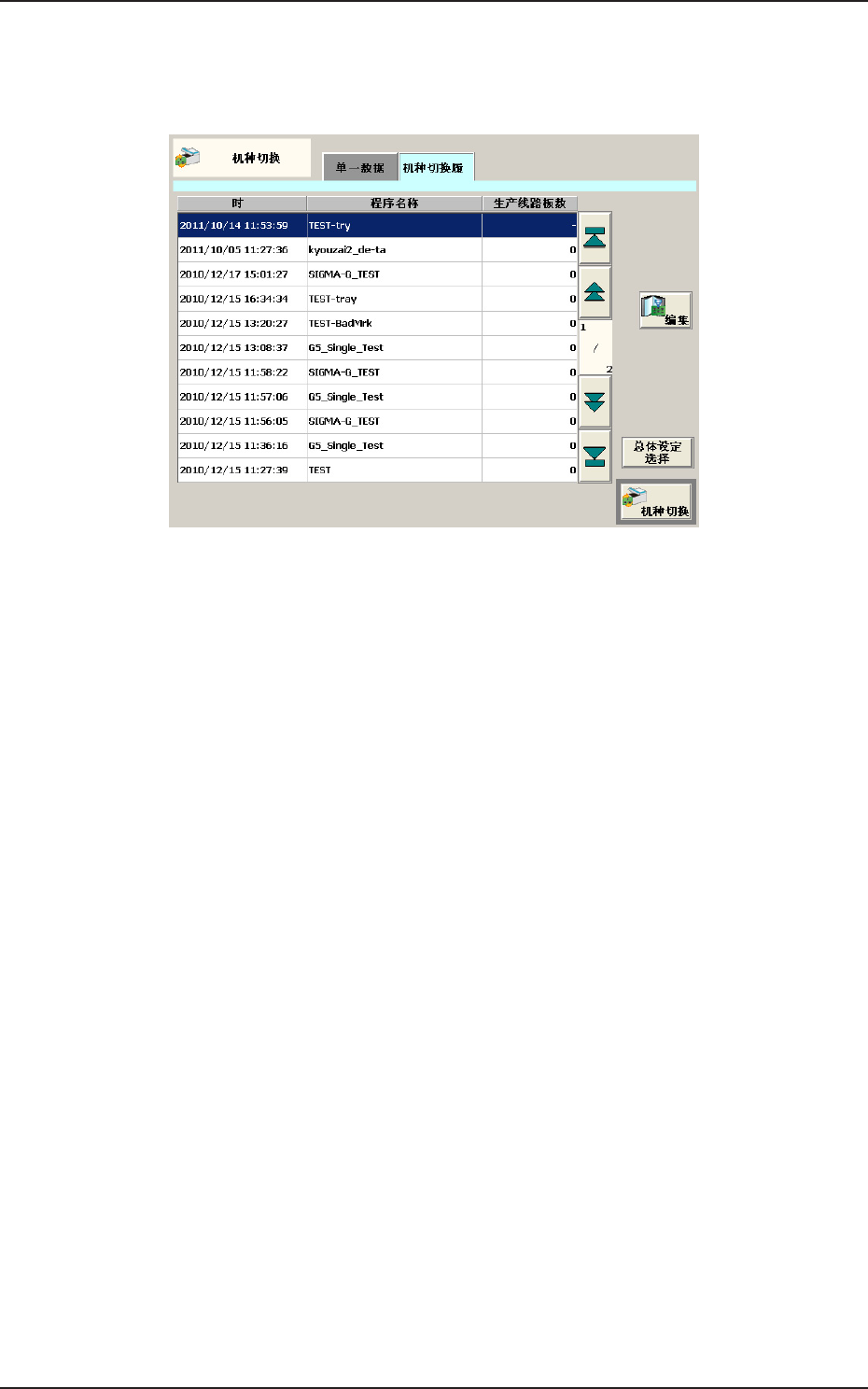
[6][ 机种切换 ] 按钮
切换为
“
[3] 机种一览
”
中选择的机种。
[ 生产线 ] 按钮
进行生产线全体机种切换时按下。
浅蓝色
: 进行生产线的机种切换。
灰色 : 进行装置单体的机种切换。
Note
生产线构成为 1 台时,不显示。
1304-001
3.机种切换
2OM-1752
6-5
[7]机种切换履历
显示机种切换履历。
从机种切换履历一览中也可进行线路板程序的编辑、机种切换。
F2F6
1304-001
3.机种切换
2OM-1752
6-61304-001
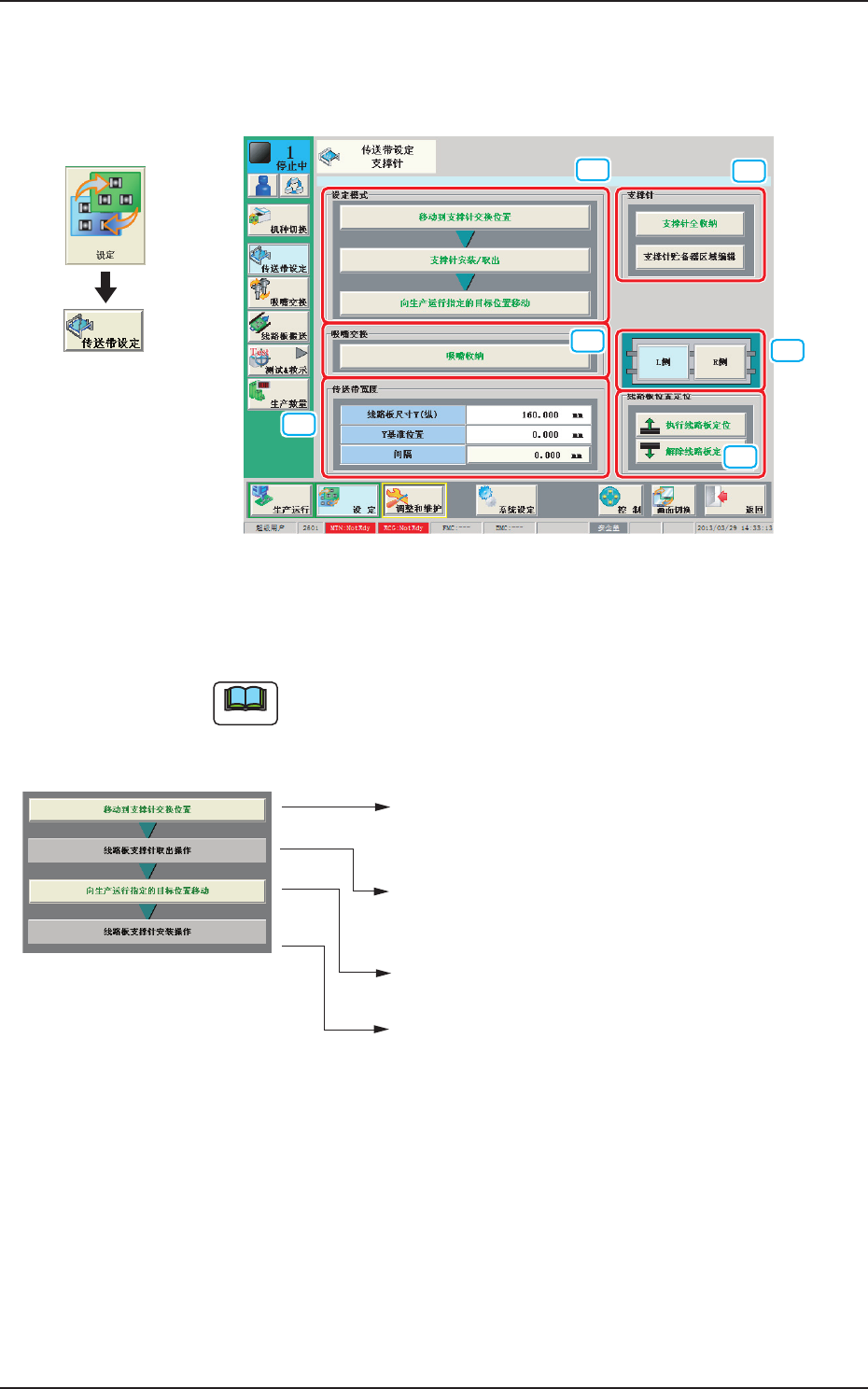
4. 传送带设定
显示
“
传送带设定 支撑针 ( 销 )
”
界面。
[1]
[2]
[3]
[4]
[5]
[6]
F2F7
[1]设定模式
进行支撑销的交换作业时使用。
Note
手动、自动时界面改变。
•
手动更换支撑销时
按该按钮,在10秒钟内再按[START]按钮,安装头
退避,传送带宽度放宽到最大宽度。
线路板支撑针取出
请关闭[机盖 READY]灯,打开透明盖,回收支撑销。
回收后,关闭透明盖,打开[机盖 READY]灯。
按该按钮,在10秒钟内再按[START]按钮,便执行
传送带宽度的设定和Y排列位置的移动。
线路板支撑针安装
按下“线路板位置定位”的[执行]按钮,在10秒钟
内再按[START]按钮,支撑台上升。
请关闭[机盖 READY]灯,打开透明盖,设置支撑销。
设置结束后,关闭透明盖,打开[机盖 READY]灯。
按下“线路板位置定位”的[解除]按钮,在10秒钟
内再按[START]按钮。
支撑台下降。
F2F8
界面展开
4.传送带设定