第二卷 生产& 设定菜单.pdf - 第59页
2OM-1752 1-7 1304-001 2.1本机界面 [4] 信息显示部 显示生产信息、元件补给信息和吸取率信息。 用显示部右下侧的按钮切换各个信息的显示。 生产信息 按下切换显示按钮 ( 左 ) 便显示。 “ 生产信息 ” 界面F2A6 元件补给信息 显示需要补给的送料器信息。 “ 元件补给信息 ” 界面F2A7
2OM-1752
1-6
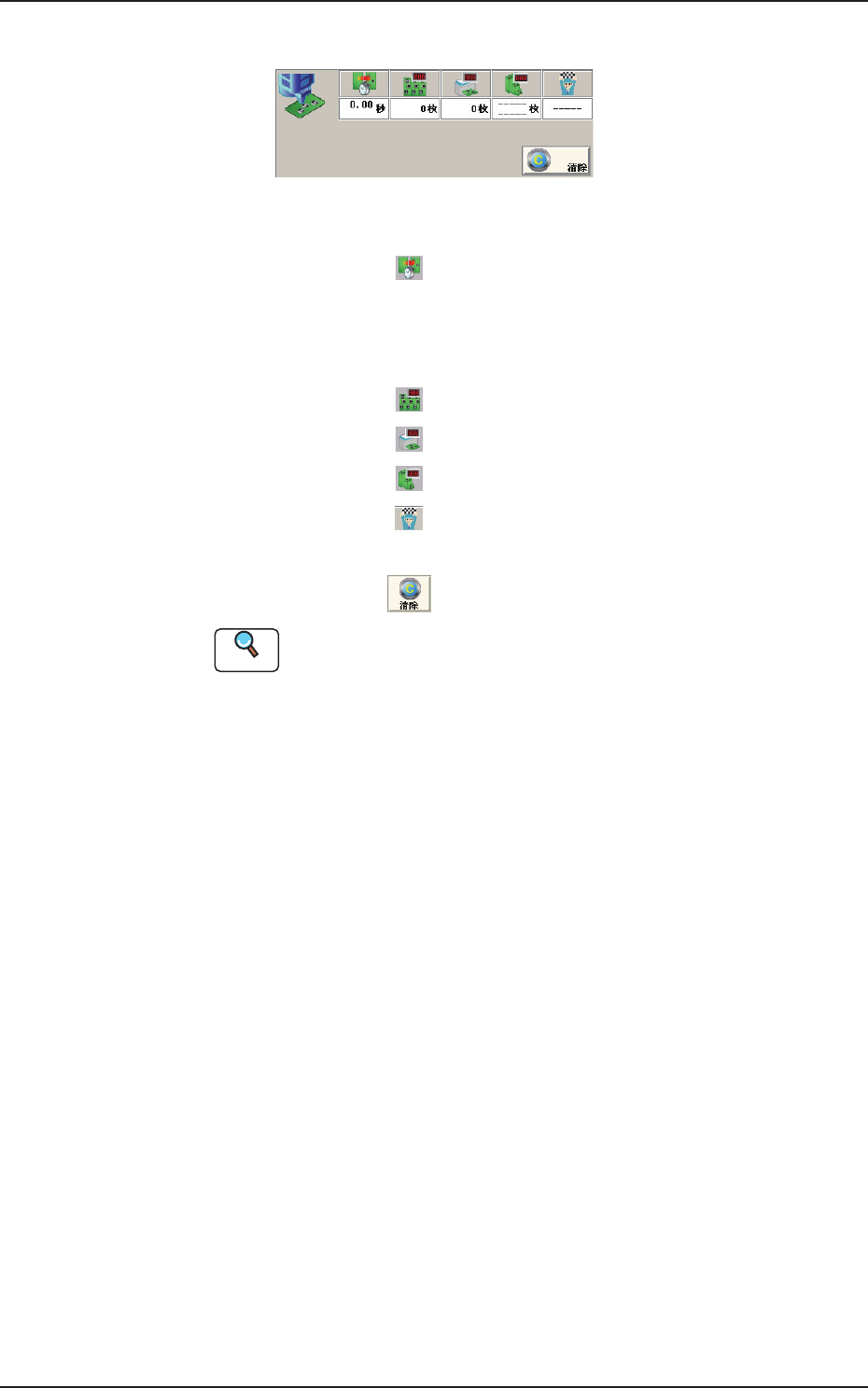
[3]生产信息
“
生产信息
”
界面F2A5
线路板完成时间 : 显示当前在装线路板的前一块已完成线路板
的完成时间。
是从开始获取线路板到最终贴装完了为止的
时间合计值。
分割线路板数量
: 显示分割线路板的生产数量。
生产数量
: 显示当前时点的线路板生产数量。
生产预定数量
: 显示线路板的生产预定数量。
生产结束预定时间
: 设定了
“
生产预定数量
”
时,显示线路板的
生产结束预定时间。
[ 清除 ] 按钮
: 清除生产数量为 0[ 零 ]。
Reference
关于
“
生产数量
”
的设定,请参照
“
第六章 8. 生产数量
”
章节。
1304-001
2.1本机界面
2OM-1752
1-71304-001
2.1本机界面
[4]信息显示部
显示生产信息、元件补给信息和吸取率信息。
用显示部右下侧的按钮切换各个信息的显示。
生产信息
按下切换显示按钮 ( 左 ) 便显示。
“
生产信息
”
界面F2A6
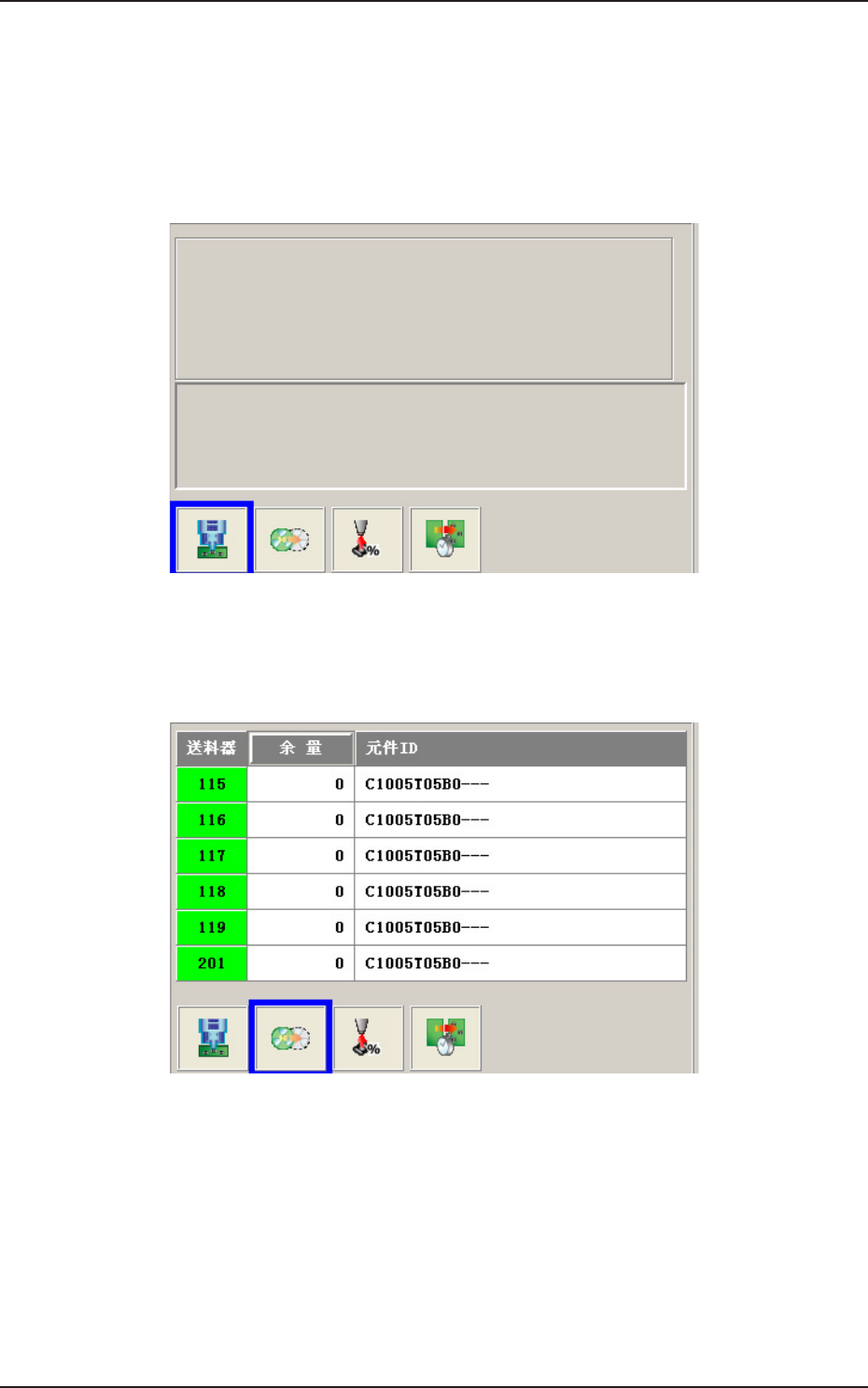
元件补给信息
显示需要补给的送料器信息。
“
元件补给信息
”
界面F2A7
2OM-1752
1-81304-001
2.1 本机界面
吸取率信息
显示吸取率降低的送料器信息。
“
吸取率信息
”
界面 F2A8
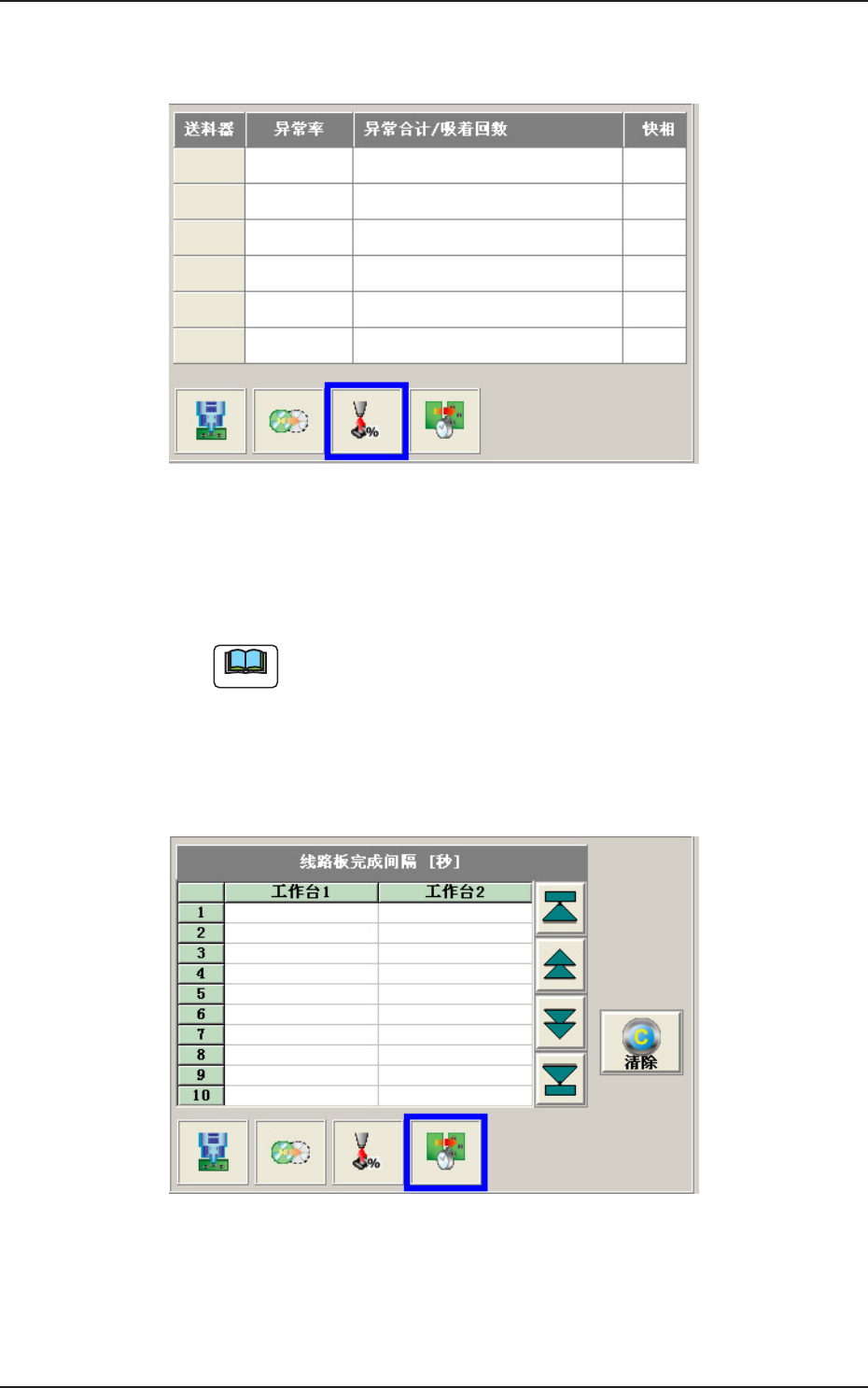
线路板完成间隔
将各工作台的线路板完成间隔 ( 前次线路板与此次线路板最终步骤贴
装完了时点之间的间隔 ) 按最新顺序最多显示 500 件。
Note
(a)只能测定第二块之后的间隔,因此第一块线路板的完成时点上显
示
“
---
”
。
(b)装置状态处于停止中、暂停时,其线路板被中止测量,并显示
“
---
”
。
(c)整体的状态处于
“
停止中
”
时,履历将被自动保存到
“
D:\mdata\
MachDt\PcbInt.csv
”
。
“
线路板完成间隔
”
界面 F2A9