第二卷 生产& 设定菜单.pdf - 第63页
2OM-1752 1-1 1 [6] 生产线操作 [ 开始 ] 按钮 ( 生产线开始 ) 按此按钮,再按操作台的 [START] 按钮,便进行生产线上的装置 ( 包 括印刷机 ) 的连动开始。 Note (a) 也可以从生产线上的某台装置开始。 (b) 请在操作侧的装置处于能够进行生产运行的状态下进行。处于不 能进行生产运行的状态时,不能进行连动开始。 (c) 连动开始时,塔灯闪烁 3 秒钟,响起蜂鸣器。 [ 单板 ] 按钮 …

2OM-1752
1-10
2.2 生产线界面
进行生产线的运行状态确认以及生产线操作。
显示在生产线构成中设定的 SIGMA 系列 ( 包括印刷机 ) 的运行状况、线路板
搬送部的图像、生产信息等。
[1]
[6]
[5]
[3]
[4]
[5]
[7]
[2]
F2A10
[1] [ 本机 ]/[ 生产线 ] 切换按钮
切换本机界面、生产线界面。
[2] No.
显示生产线装置的编号。
[3]
运行状况
显示生产线装置的运行状况。
运行中 : 生产运行中。
停止中 : 停止中。
暂停 : 暂停中。
[4]
线路板搬送部
显示当前的线路板搬送状况。
绿色: 有线路板的状态
灰色: 无线路板的状态
[5] 送料器安装台部
显示送料器安装台的有无。
界面展开
1304-001
2.2 生产线界面
2OM-1752
1-11
[6] 生产线操作
[ 开始 ] 按钮 ( 生产线开始 )
按此按钮,再按操作台的 [START] 按钮,便进行生产线上的装置 ( 包
括印刷机 ) 的连动开始。
Note
(a)也可以从生产线上的某台装置开始。
(b)请在操作侧的装置处于能够进行生产运行的状态下进行。处于不
能进行生产运行的状态时,不能进行连动开始。
(c)连动开始时,塔灯闪烁 3 秒钟,响起蜂鸣器。
[ 单板 ] 按钮 ( 生产线单板 )
按此按钮,从生产线前工序装置依次进行线路板单板排出停止。
Note
也可以从生产线上的某台装置进行操作。
[7] 生产信息
显示 SIGMA 系列生产线的生产信息。
生产数量
显示当前时点的线路板生产数量。
完成时间 [S]
显示生产线路板的完成时间。
( 显示生产机种生产信息的线路板完成时间 )
吸取异常率 [%]
显示生产机种的吸取异常率。
( 显示生产机种生产信息的吸取异常率 )
1304-001
2.2 生产线界面
2OM-1752
1-12
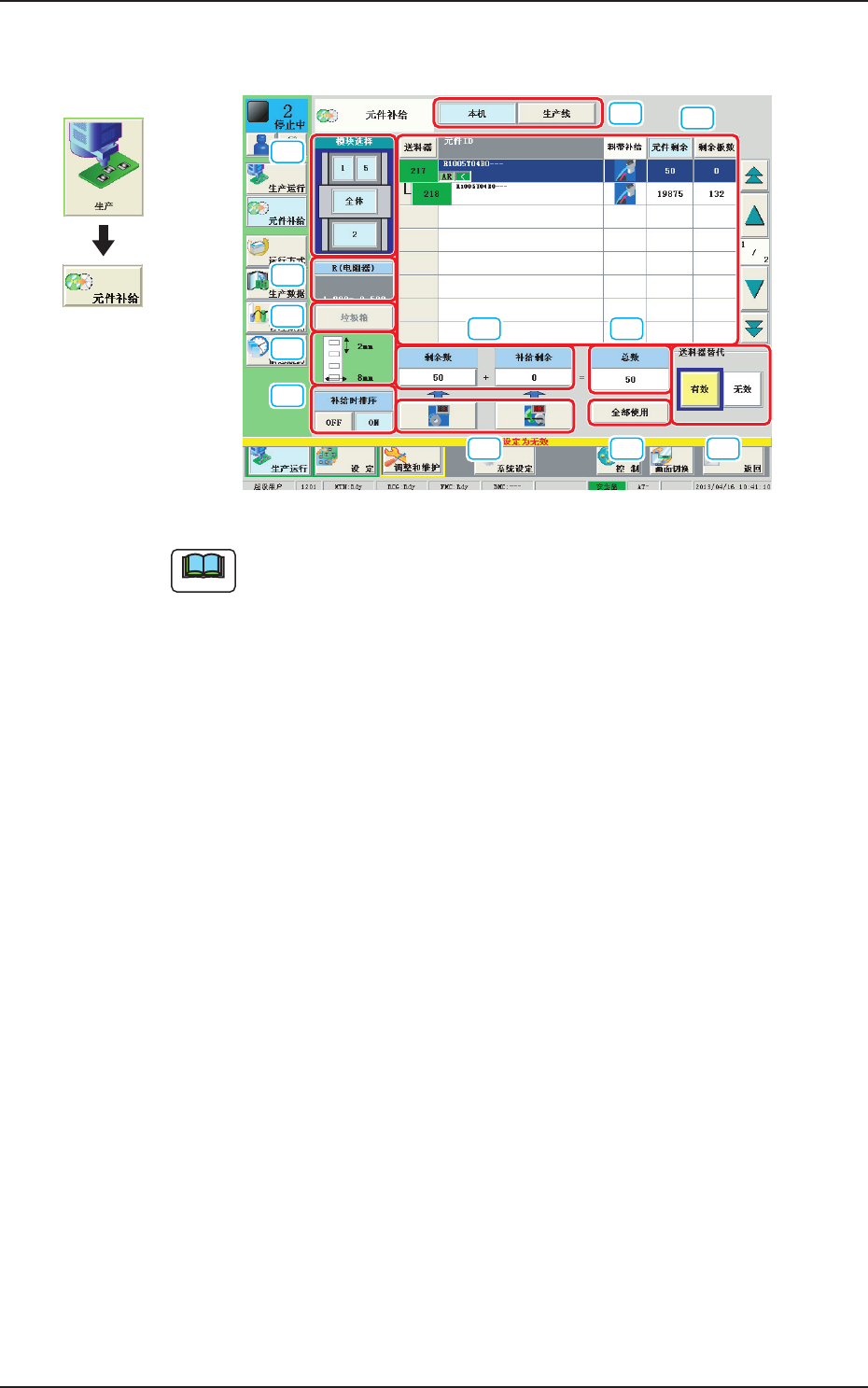
3. 元件补给
[1]
[3]
[4]
[2]
[9][7]
[10]
[6]
[5]
[8]
[11]
[12]
“
元件补给
”
界面 F2A11
Note
界面显示根据所选择的选项而有所不同。
[1] 模块选择
显示送料器模块的图像。
按下各模块按钮,对应模块的送料器信息便显示在
“
[2]送料器一览
”
中。
1304-001
界面展开
3. 元件补给