第二卷 生产& 设定菜单.pdf - 第266页
2OM-1752 6-8 1304-001 [6] 传送带宽度 线路板尺寸 Y( 纵 )、Y 基准位置 显示生产机种线路板程序数据中设定的线路板尺寸 Y( 纵 )、Y 基准位 置。 [ 间隔 ( 余量 )] 按钮 为传送带宽度和线路板之间保持余裕的数据。 实际的传送带宽度为 “ 线路板尺寸 Y( 纵 ) ” + “ 余量 ( 建议值 :0.5mm) ” 。 4.传送带设定
2OM-1752
6-71304-001
•
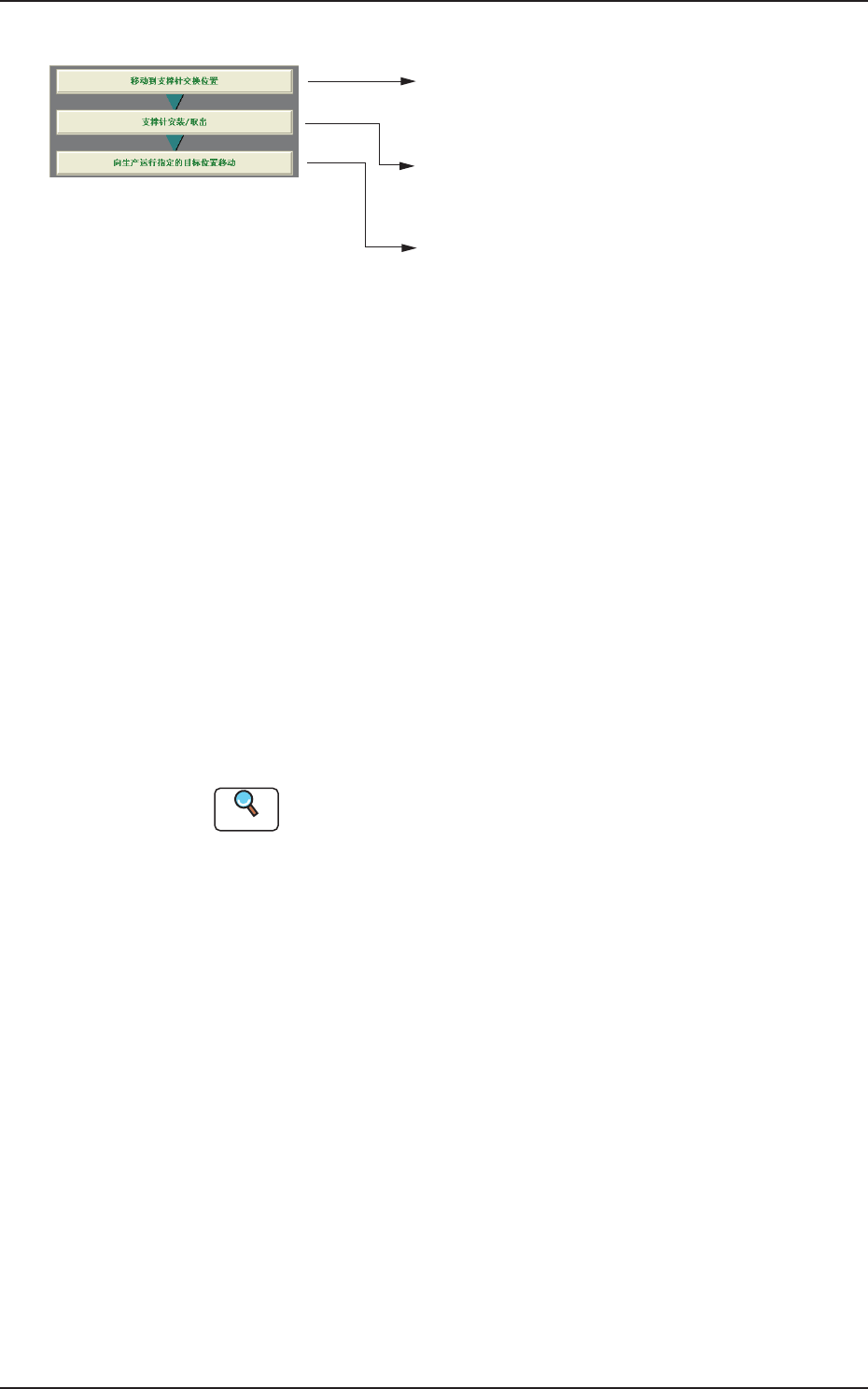
自动更换支撑销时
按该按钮,在10秒钟内再按[START]按钮,安装头
退避,传送带宽度放宽到最大宽度。
按该按钮,在10秒钟内再按[START]按钮,根据线
路板程序,进行支撑销的自动设定。
按该按钮,在10秒钟内再按[START]按钮,传送带
宽度移动向生产位置移动。
F2F9
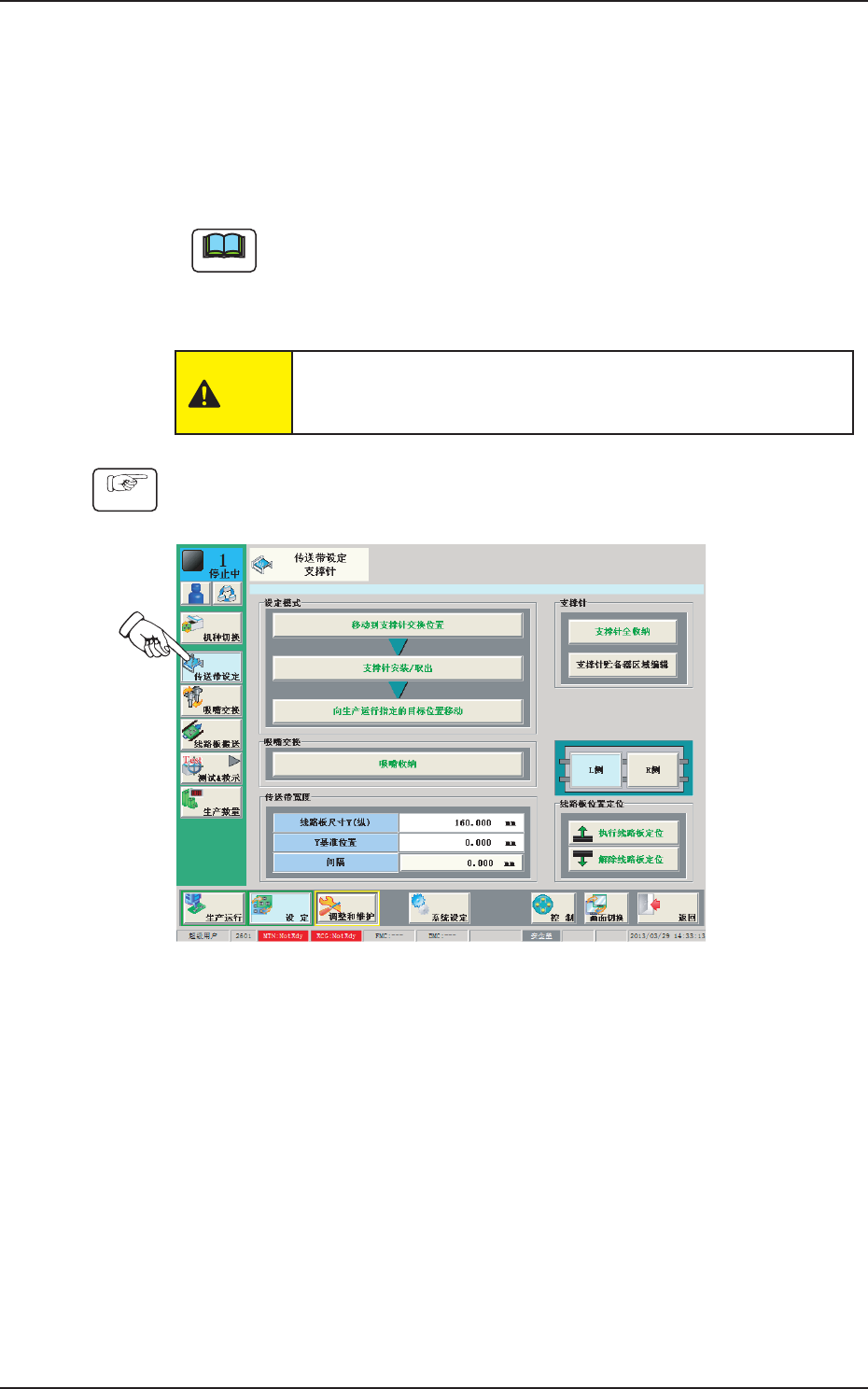
[2]吸嘴交换
[ 吸嘴收纳 ] 按钮
按此按钮,在 10 秒钟内再按操作台的 [START] 按钮,将吸嘴收纳到吸
嘴贮备器 ( 储料器 ) 内。
[3]支撑针 ( 支撑销 )
[ 支撑针全收纳 ] 按钮
按此按钮,在 10 秒钟内再按操作台的 [START] 按钮,将支撑销收纳达
到保管区域。
[ 支撑针贮备器 ( 保管 ) 区域编辑 ] 按钮
手动移动线路板支撑销或发生错误时,进行保管区域的编辑。
按下 [ 支撑针贮备器区域编辑 ] 按钮,便显示
“
支撑针贮备器区域编
辑
”
界面。
Reference
“
支撑针贮备器区域编辑
”
界面的详细内容请参照
“
第六章 4.2
支撑针贮备器 ( 支撑销保管 ) 区域编辑
”
章节。
[4]线路板定位部选择按钮
选择进行设定作业侧的线路板定位部。
[L 侧 ] 按钮 : 线路板定位 L 部
[R 侧 ] 按钮 : 线路板定位 R 部
[5]线路板位置定位
[ 执行线路板定位 ] 按钮 :Z 夹板和支撑台上升,线路板被定位。
[ 解除线路板定位 ] 按钮
:Z 夹板和支撑台下降,线路板定位被解除。
4.传送带设定

2OM-1752
6-81304-001
[6]传送带宽度
线路板尺寸 Y( 纵 )、Y 基准位置
显示生产机种线路板程序数据中设定的线路板尺寸 Y( 纵 )、Y 基准位
置。
[ 间隔 ( 余量 )] 按钮
为传送带宽度和线路板之间保持余裕的数据。
实际的传送带宽度为
“
线路板尺寸 Y( 纵 )
”
+
“
余量 ( 建议值 :0.5mm)
”
。
4.传送带设定
2OM-1752
6-91304-001
4.1 线路板支撑销和传送带宽度的设定步骤
•
手动更换支撑销时
线路板支撑销是为适当保持线路板上面的高度、获得贴装稳定性而设置
的。
传送带宽度设定不正确时,无法正确安装线路板支撑销。
Note
贴装 0402、0603 元件时,确保线路板的平坦度很重要。
请使用支撑销或支撑治具。
关于支撑治具的制作,请咨询雅马哈发动机株式会社的营业部门或销售
代理店。
注意
马达等负载电源处于 OFF 状态,但由于双手伸进装置内进行
调整作业,因此请充分注意安全。
Procedure
(1)按下子菜单栏的 [ 设定 ] 按钮,显示
“
传送带设定支撑针 ( 支撑销 )
”
界面。
F2F10
(2)按下 [ 移动到支撑针交换位置 ] 按钮,在 10 秒钟内再按操作台的
[START] 按钮。
( 安装头待避,传送带宽度放宽到最大宽度。)
(3)按下机盖锁定开关。
( 透明盖锁定被解除。)
(4)打开透明盖,拆卸支撑销。
(5)关闭透明盖,按下机盖锁定开关。
4.1线路板支撑销和传送带宽度的设定步骤