第二卷 生产& 设定菜单.pdf - 第269页
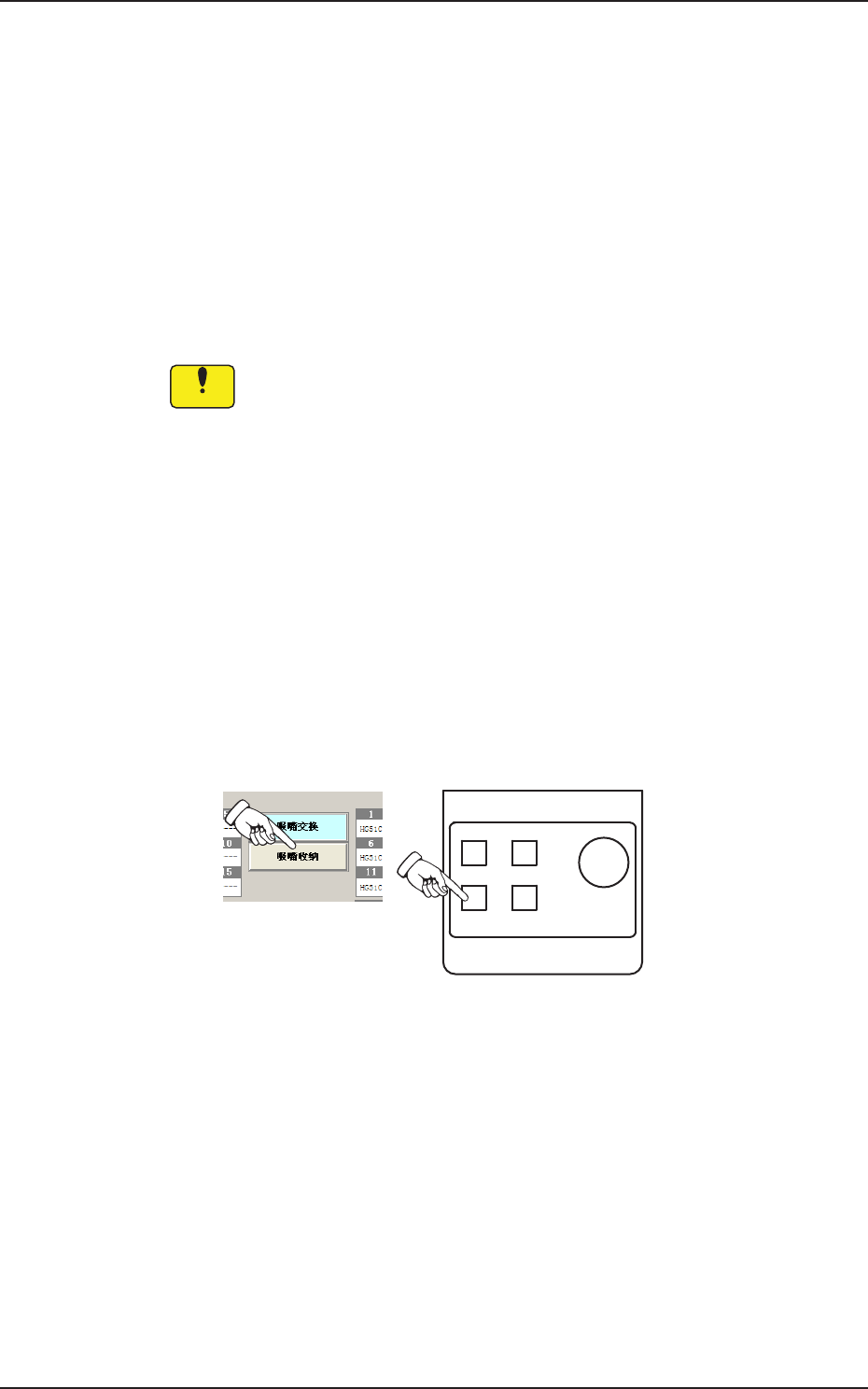
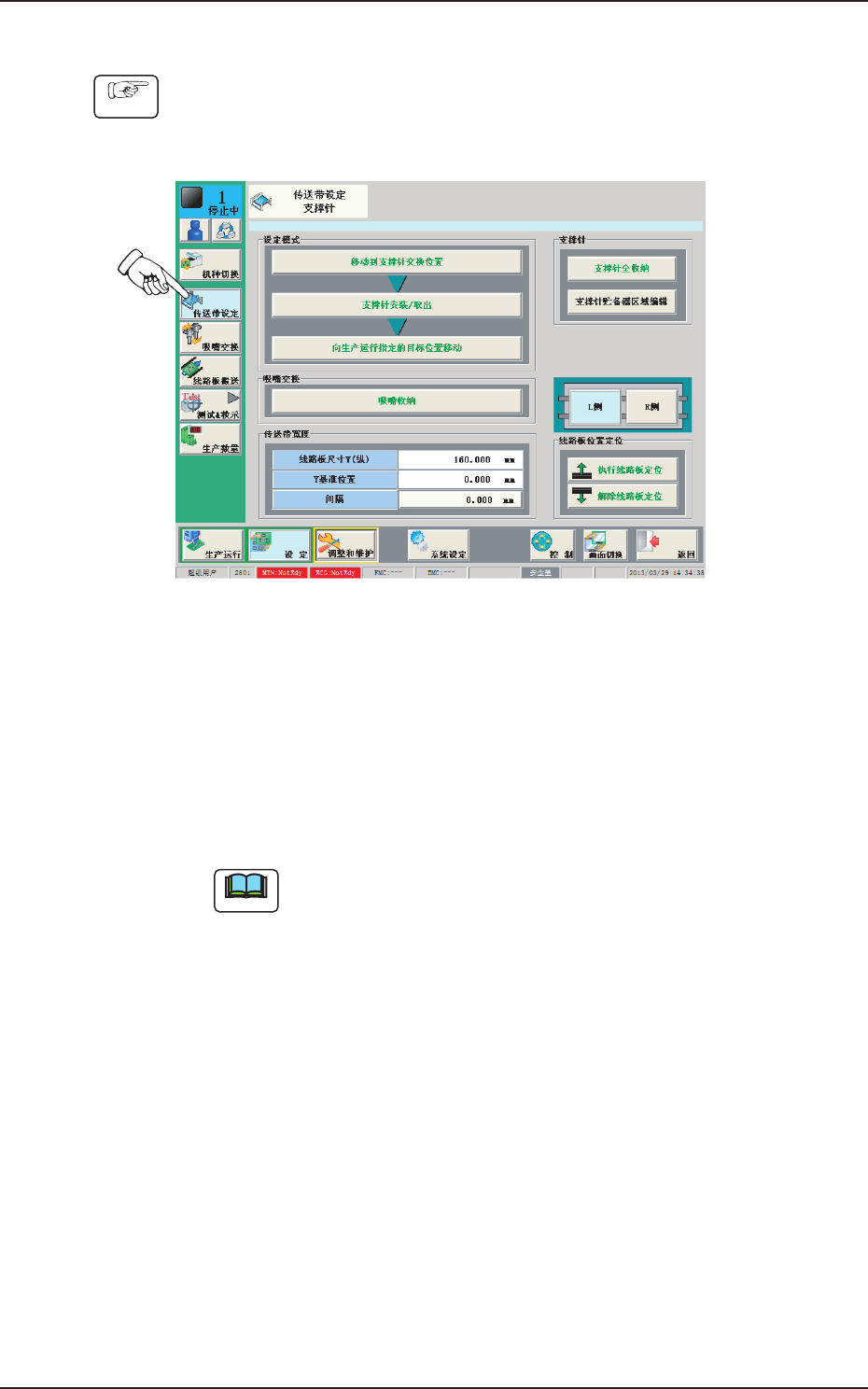
2OM-1752 6-1 1 1304-001 • 自动更换支撑销时 Procedure (1) 按下子菜单栏中的 [ 传送带设定 ] 按钮,显示 “ 传送带设定 支撑针 ( 支撑销 ) ” 界面。 F2F12 (2) 按下 [ 移动到支撑针交换位置 ] 按钮,在 10 秒钟内再按操作台的 [START] 按钮。 ( 安装头待避,传送带宽度放宽到最大宽度。) (3) 按下 [ 支撑针安装 / 取出 ] 按钮,在 10 秒钟内再按操作…
2OM-1752
6-101304-001
(6) 按下 [ 向生产运行指定的目标位置移动 ] 按钮,在 10 秒钟内再按操作
台的 [START] 按钮。
( 传送带宽度配合选择的生产机种移动。)
(7)
按下机盖锁定开关,亮开关灯。
( 透明盖锁定被解除。)
(8) 打开透明盖。
(9)
将线路板支撑销垂直插入到支撑台的孔内。
( 将线路板支撑销分散设置,以便均等支撑整体对象线路板。)
Notice
在支撑台上进行作业时,若用手压支撑台或放置物品使支撑台受重压,就
有可能变形,因此请注意。
(10) 确认支撑台上没有遗落的线路板支撑销。
( 请确认支撑台孔内没有掉入元件或垃圾。)
(11) 关闭透明盖。
(12)
按下机盖锁定开关,亮开关灯。
( 透明盖被锁定。)
(13) 按下
“
线路板位置定位
”
的 [ 解除 ] 按钮,在 10 秒钟内再按操作台的
[START] 按钮。
( 支撑台下降。)
POWER ON
STOP
PNL CHANGE
START
F2F11
4.1线路板支撑销和传送带宽度的设定步骤
2OM-1752
6-111304-001
•
自动更换支撑销时
Procedure
(1) 按下子菜单栏中的 [ 传送带设定 ] 按钮,显示
“
传送带设定 支撑针
( 支撑销 )
”
界面。
F2F12
(2) 按下 [ 移动到支撑针交换位置 ] 按钮,在 10 秒钟内再按操作台的
[START] 按钮。
( 安装头待避,传送带宽度放宽到最大宽度。)
(3) 按下 [ 支撑针安装 / 取出 ] 按钮,在 10 秒钟内再按操作台的 [START]
按钮。
( 自动进行支撑销的安装或取出。)
Note
进行支撑销的自动更换时,请在吸嘴储料器准备吸嘴 (PK01)。
(4) 按下 [ 向生产运行指定的目标位置移动 ] 按钮,在 10 秒钟内再按操作
台的 [START] 按钮。
( 传送带宽度配合选择的生产机种移动。)
4.1线路板支撑销和传送带宽度的设定步骤
2OM-1752
6-121304-001
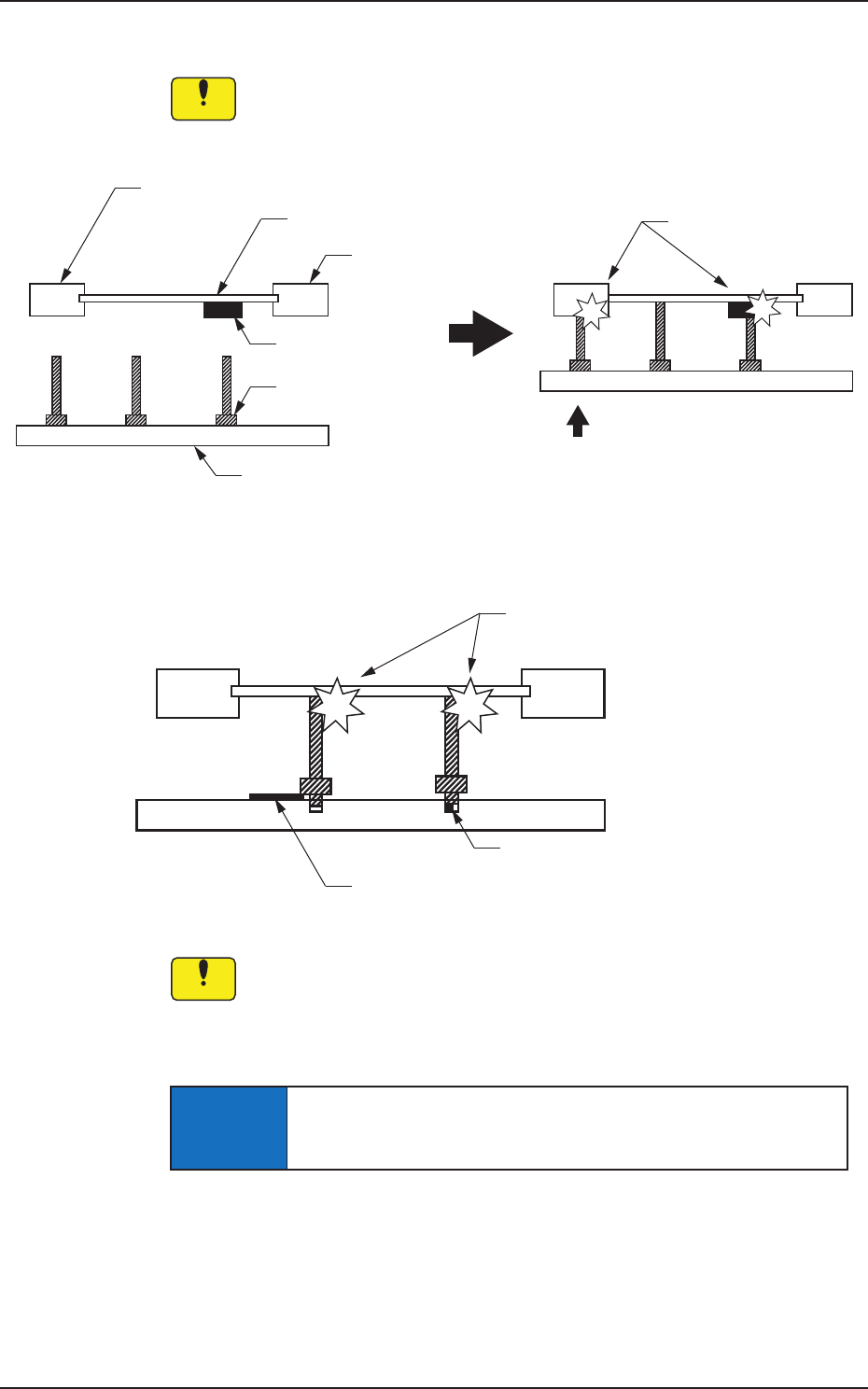
4.1.1 线路板支撑销的设置和拆卸上的注意事项
Notice
请垂直插入线路板支撑销进行设置。
•
在滑道下侧设置线路板支撑销时,支撑台上升时有可能发生碰撞。
•
在没有正确设置的状态下进行运行时,有可能损坏装置。
滑道
支撑台
碰撞
滑道
线路板支撑销
先装元件
线路板
支撑台上升
不可以设置位置
F2F13
碰撞
进入孔内的芯片元件等异物
支撑台上异物
F2F14
Notice
(a)在支撑台上掉落元件或垃圾时,无法正常设置线路板支撑销。
掉落元件或垃圾等时,请用吸尘器去除 ( 禁止吹气 )。
(b)在支撑台上进行作业时,若用手压支撑台或放置物品使支撑台受重压,
就有可能变形,因此请注意。
通知
在线路板背面有元件时,请在线路板支撑销不接触元件的位
置插入线路板支撑销。
4.1线路板支撑销和传送带宽度的设定步骤