DEUKYX-193-1100_G5S2_VOL1.pdf - 第135页
DEUKYX 3-11 193-1100 1.3 Automatikbetrieb starten 1.3.3.1 Arbeiten während des Automatikbetriebs • Prüfen des Betriebsmodus und Fertigungslog Während des Automatikbetriebs können Betriebsmodus und Fertigungs-Log im „Prod…
DEUKYX
3-10193-1100
1.3 Automatikbetrieb starten
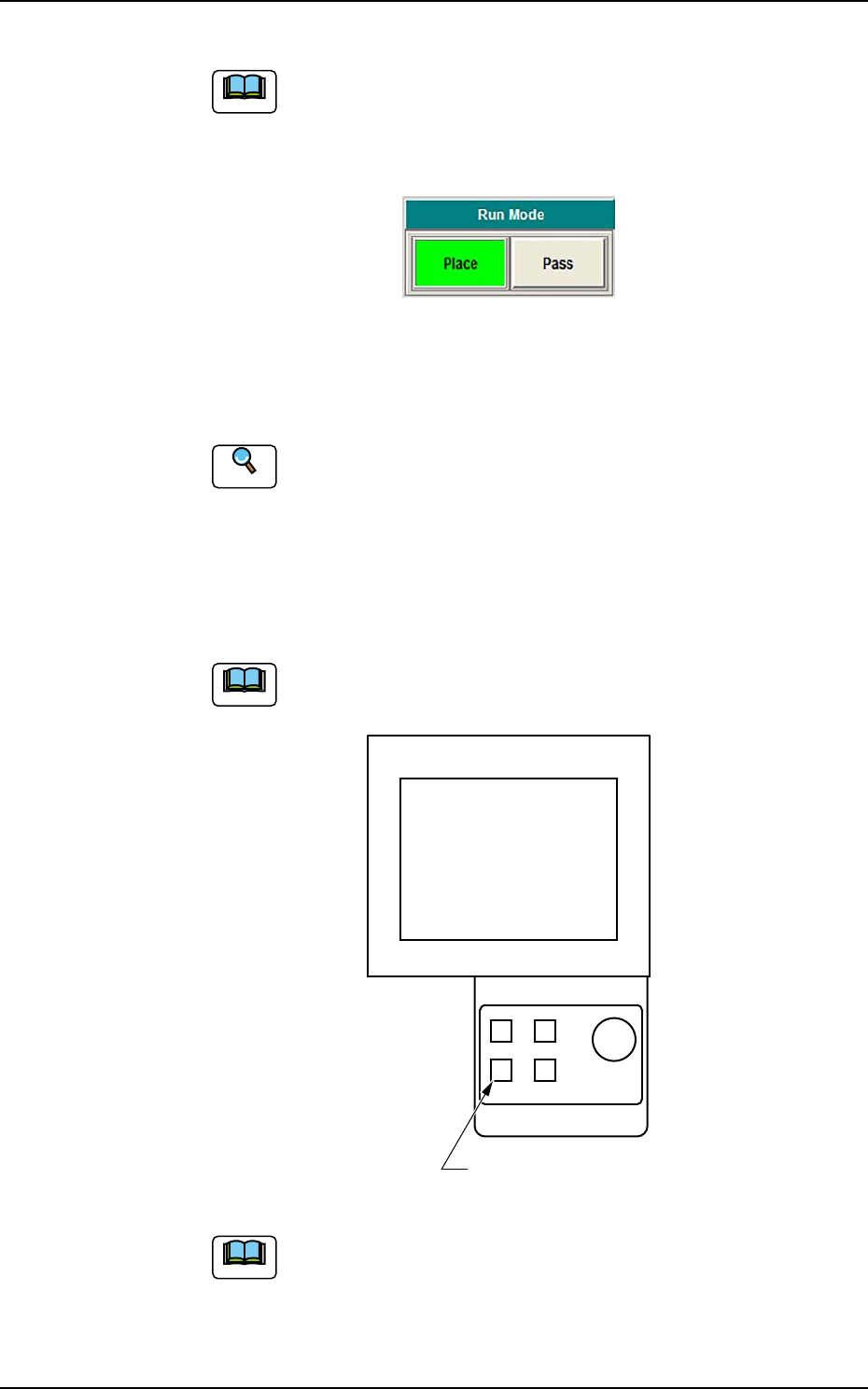
(3) Drücken Sie in dem Feld mit der Überschrift „Run-Modus“ [Place].
Hinweis
Drücken Sie in dem Feld mit der Überschrift „“RUN MD“ [Pass], wenn
Sie den „Pass“-Modus verwenden wollen.
Wird die Maschine in den „Pass“-Modus geschaltet, wird die Leiterplatte
ohne Bestückung an den Maschinenauslass transportiert.
F1C10
(4) Laden Sie das Bestückungsprogramm, das zur automatischen Fertigung der
Leiterplatte verwendet werden soll.
Referenz
Details nden Sie „2. Bestückungsprogrammwechsel“ in Kapitel 3.
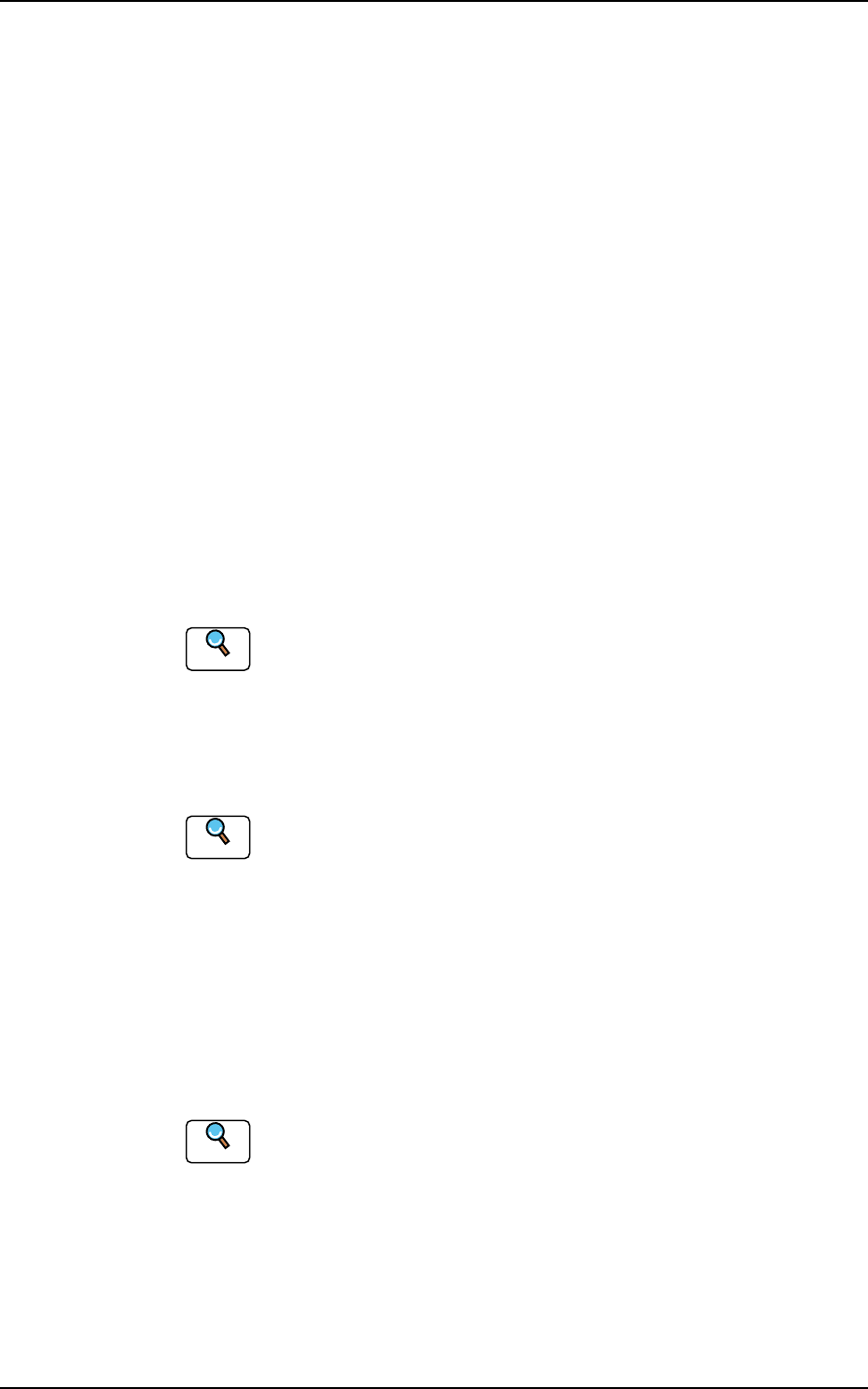
(5) Drücken Sie zweimal die Schaltäche [START] auf dem Bedienfeld.
(Wird [START] nur einmal gedrückt, beginnt die die Kontrolleuchte
zu blinken. Wird [START] dann ein zweites Mal gedrückt,startet der
Automatikbetrieb.
Hinweis
Falls die Maschine nicht in Betrieb gesetzt werden kann, wenn die [START]
-Taste das erste Mal gedrückt wird, wird eine Nachricht angezeigt.
Strom EIN
STOPP
PULTWECHSEL
START
[START]-Taste
F1C11
Hinweis
(a) [START] blinkt nicht, wenn ein anderes als das „Produkt“-Bildschirm
geöffnet ist. Dann kann der Automatikbetrieb nicht gestartet werden.
(b) Wenn sich in der LP-Positioniereinheit bereits eine Leiterplatte
bendet, entlädt die Maschine diese LP, ohne sie zu bestücken.
DEUKYX
3-11193-1100
1.3 Automatikbetrieb starten
1.3.3.1 Arbeiten während des Automatikbetriebs
• Prüfen des Betriebsmodus und Fertigungslog
Während des Automatikbetriebs können Betriebsmodus und Fertigungs-Log im
„Product“-Bildschirm geprüft werden.
Unter normalen Betriebsbedingungen können Dinge wie Programmname,
Anzahl der gefertigten LPs usw. geprüft werden. Außerdem ist es möglich
zu prüfen, wieviel LPs noch gefertigt werden können und wie hoch die
Verschlechterung der Fertigungrate durch Aufnahmefehler etc. ist. Mit dem
„Product“-Bildschirm kann überprüft werden, ob die Maschine die Leiterplatten
unter normalen Bedingungen produziert oder nicht, ob die Produktivität
beeinträchtigt wird oder nicht und was aufgrund des Faktors geschieht und wo
dies geschieht
Wenn sich die Produktivität deutlich verschlechtert hat, wird sie dem Bediener
mit einer Meldung im „Product“-Bildschirm gemeldet.
• Nachfüllen von Bauteilen und LPs
Wenn während des Automatikbetriebs Bauteile fehlen, gibt die Maschine einen
Alarm aus. In diesem Fall müssen Sie Bauteile nachfüllen.
Referenz
Details nden Sie „3. Bauteilnachfüllung“ in Kapitel 3.
Wenn während des Automatikbetriebs Leiterplatten fehlen, gibt die
vorgeschaltete Maschine einen Alarm aus und diese Maschine stoppt
automatisch.
Referenz
Details nden Sie „4. Leiterplatten nachladen“ in „Kapitel 3“.
• Unterbrechung & Neustart und Not-Aus & Wiederherstellung im
Automatikbetrieb
Informationen über die Vorgehensweise, wenn der Automatikbetrieb
unterbrochen werden muss, die Maschine in einem Notfall sofort gestoppt
werden muss oder der Automatikbetrieb neu gestartet oder wiederhergestellt
werden muss, nden Sie
Referenz
„5.1 Maschine stoppen“ in Kapitel 3
„5.2 Unterbrechung des Automatikbetriebs“ in Kapitel 3
DEUKYX
3-12193-1100
2. Bestückungs programmwechsel
2. Bestückungs programmwechsel
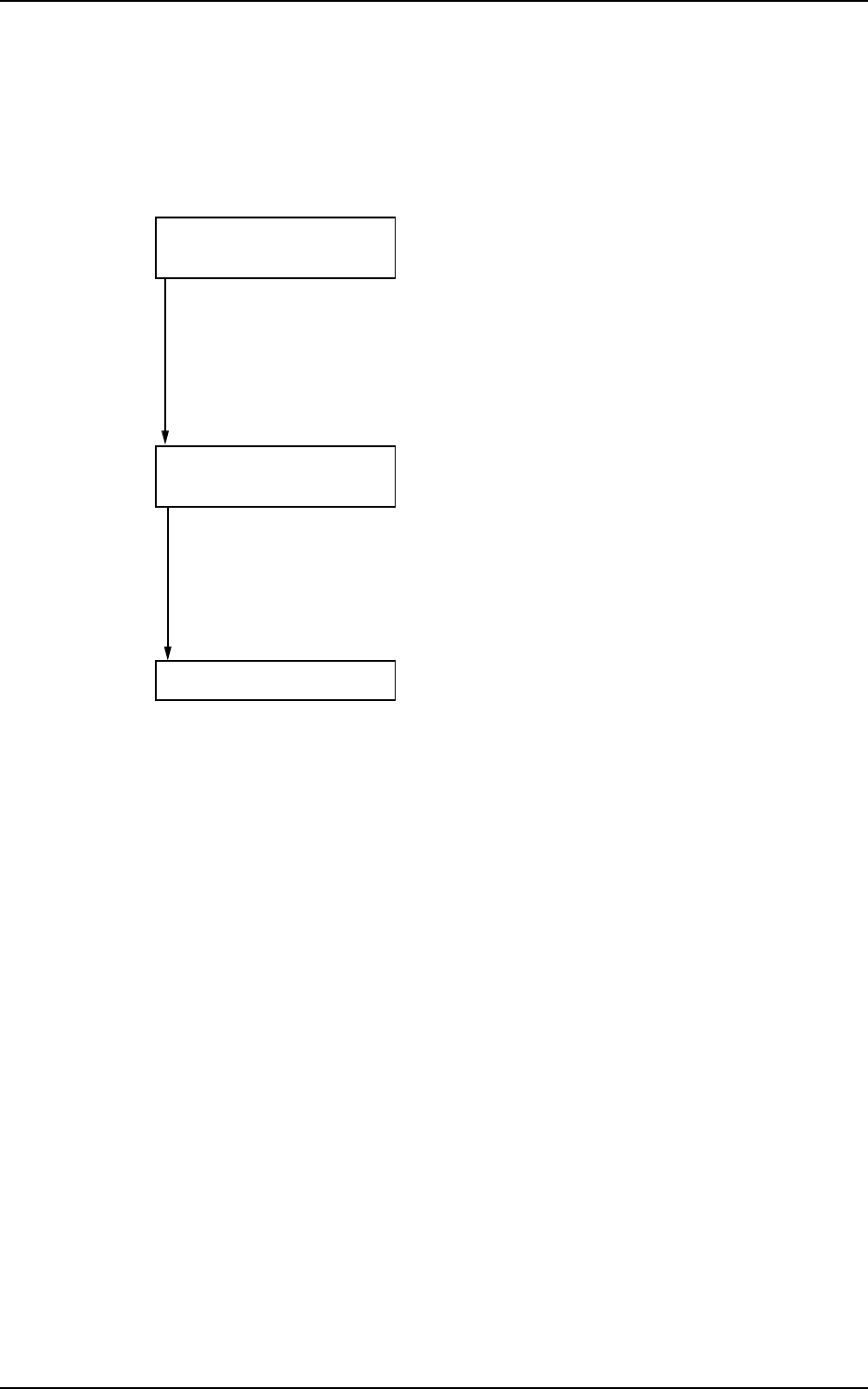
2.1 Überblick über den Bestückungsprogrammwechsel
Gehen Sie beim Bestückungsprogrammwechsel wie folgt vor.
Bestückung prüfen
Programmwechsel
Vorbereitungen für den
Bestückungsprogramm
wechsel
2.2.1 Bauteilbibliotheksvorbereitung
2.2.2 Bestückungsprogramm für Fertigungsmodell erstellen
2.2.3 Registrierung eines Bestückungsprogramms für
Fertigungsmodell
2.2.4 Feeder-Vorbereitung
2.2.5 Wechseln des Feeder-Bank-Austauschwagens
2.2.6 Verwendung der Feeder-Einrichtlehre
2.3.1 Auswahl des Run-Modus
2.3.2 Auswahl des Betriebsmodus
2.3.3 Einrichten von LP-Abstützstiften und Transportbreite
2.3.4 Vakuum-Aufnehmer vorbereiten
2.3.5 Prüfen von LP-Transport und -Positionierung
2.3.6 Prüfen der Bauteil-Aufnahmeposition
2.4.1 Auswahl des Betriebsmodus
2.4.2 Bauteilplatzierung prüfen
F1C12