DEUKYX-193-1100_G5S2_VOL1.pdf - 第96页
DEUKYX 1-42 193-1100 4.6 Bauteilerkennung Korrektur (Winkelkorrektur) Durch die Drehung des Kopfes wird das Bauteil in dem Winkel, der durch das Bestückungsprogramm vorgegeben ist, ausgerichtet. Dabei wird die Winkelabwe…
DEUKYX
1-41193-1100
4.6 Bauteilerkennung
4.6 Bauteilerkennung
Jeder Kopf verfügt über eine Seitenansichtkamera. Diese Kamera wird zur
Erkennung von aufzunehmenden oder senkrecht stehenden Bauteilen verwendet.
Außerdem kann sie die Bauteildicke messen.
Das Bild des vom Vakuumaufnehmer aufgenommenen Bauteils wird von der
Bauteil-Erkennungskamera aufgenommen und inspiziert.
Das Frontlichterkennungssystem und das Hintergrunderkennungssystem
(Option) werden für die Bauteilerkennung verwendet. Eines der Systeme wird
automatisch entsprechend dem in den Bauteilbibliotheksdaten angegebenen
Beleuchtungsmodus ausgewählt.
Bauteilerkennungsablauf
Die Bauteilerkennung erfolgt in den folgenden drei Schritten.
•
BauteilerkennungAlle Bauteile werden für die Erkennung als Objekte behan-
delt.
•
BauteilinspektionAnhand der Bauteilbibliotheksdaten werden verschiedene
Prüfschritte durchgeführt.
•
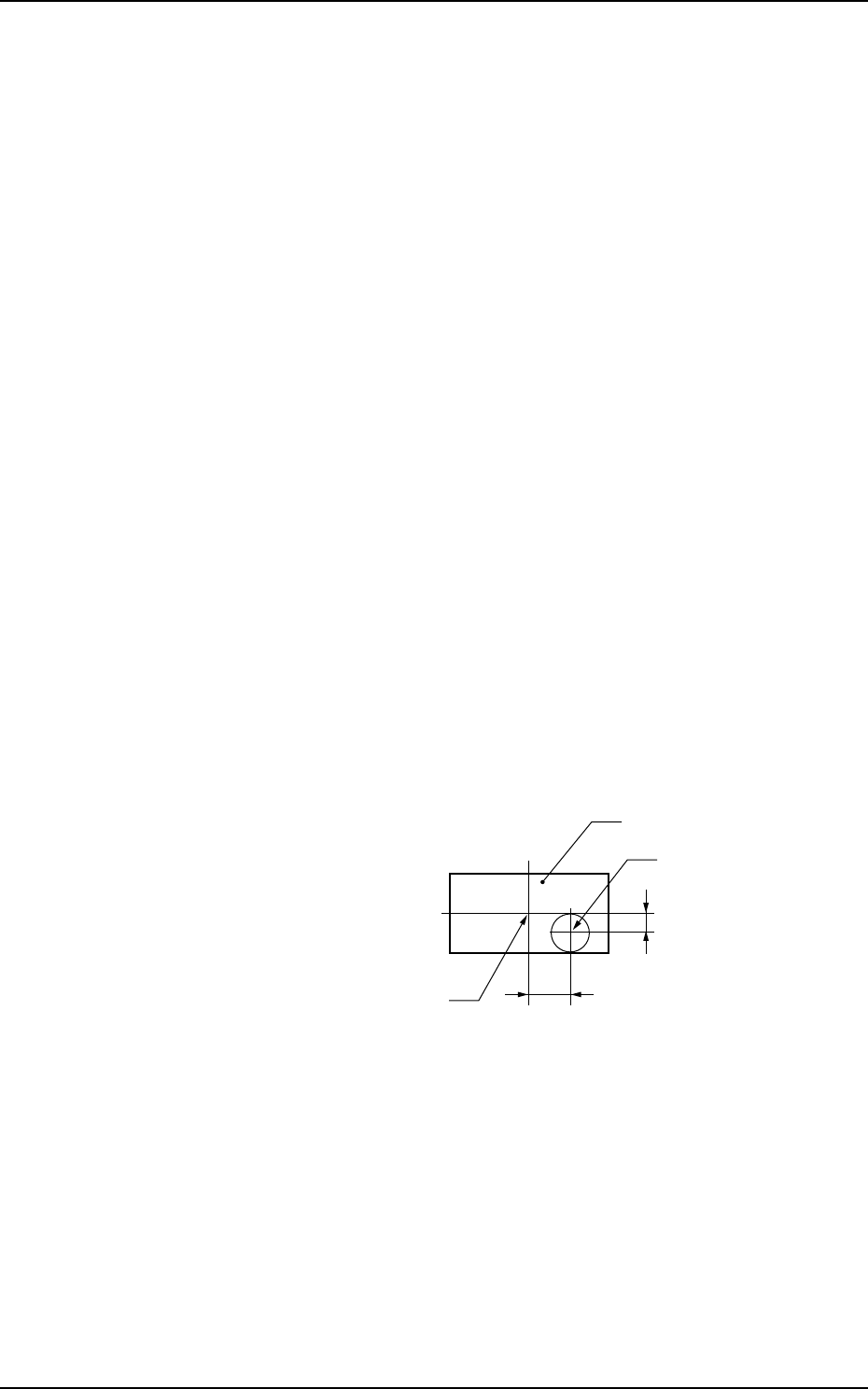
Messung der Positions- und Winkelabweichungen des BauteilsDie Positions-
abweichung (X, Y) und die Winkelabweichung (
q
) zwischen dem Zentrum
der Kamera und dem Zentrum des Bauteils werden gemessen.
Bauteil
Y
X
Bauteilmitte
Vakuumaufnehmer
Status des durch den Aufnehmer aufgenommenen Bauteils
F1A34
DEUKYX
1-42193-1100
4.6 Bauteilerkennung
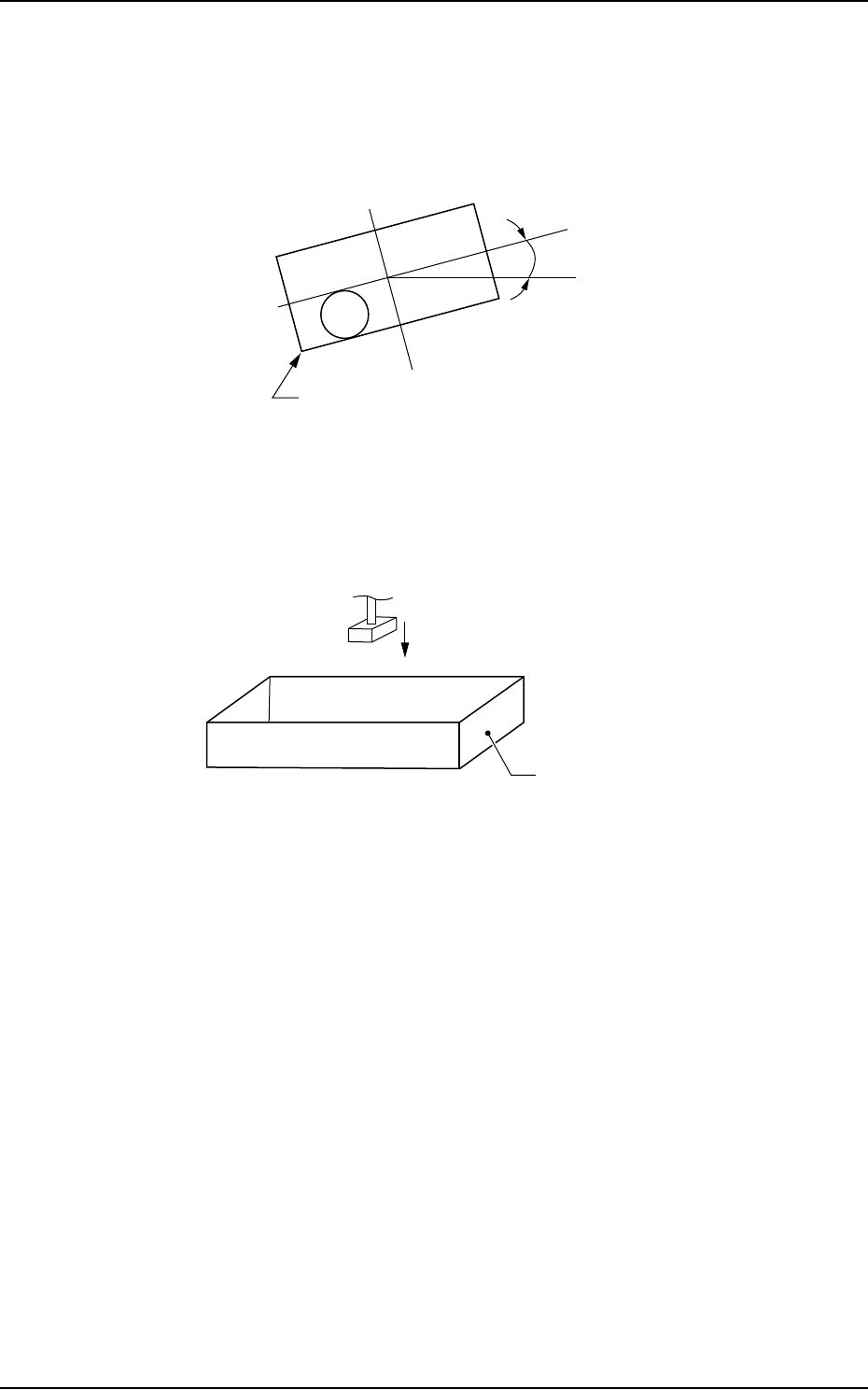
Korrektur (Winkelkorrektur)
Durch die Drehung des Kopfes wird das Bauteil in dem Winkel, der durch
das Bestückungsprogramm vorgegeben ist, ausgerichtet. Dabei wird die
Winkelabweichung (
q
), die durch das Erkennungssystem ermittelt wurde,
berücksichtigt.
Bauteil
θ
F1A35
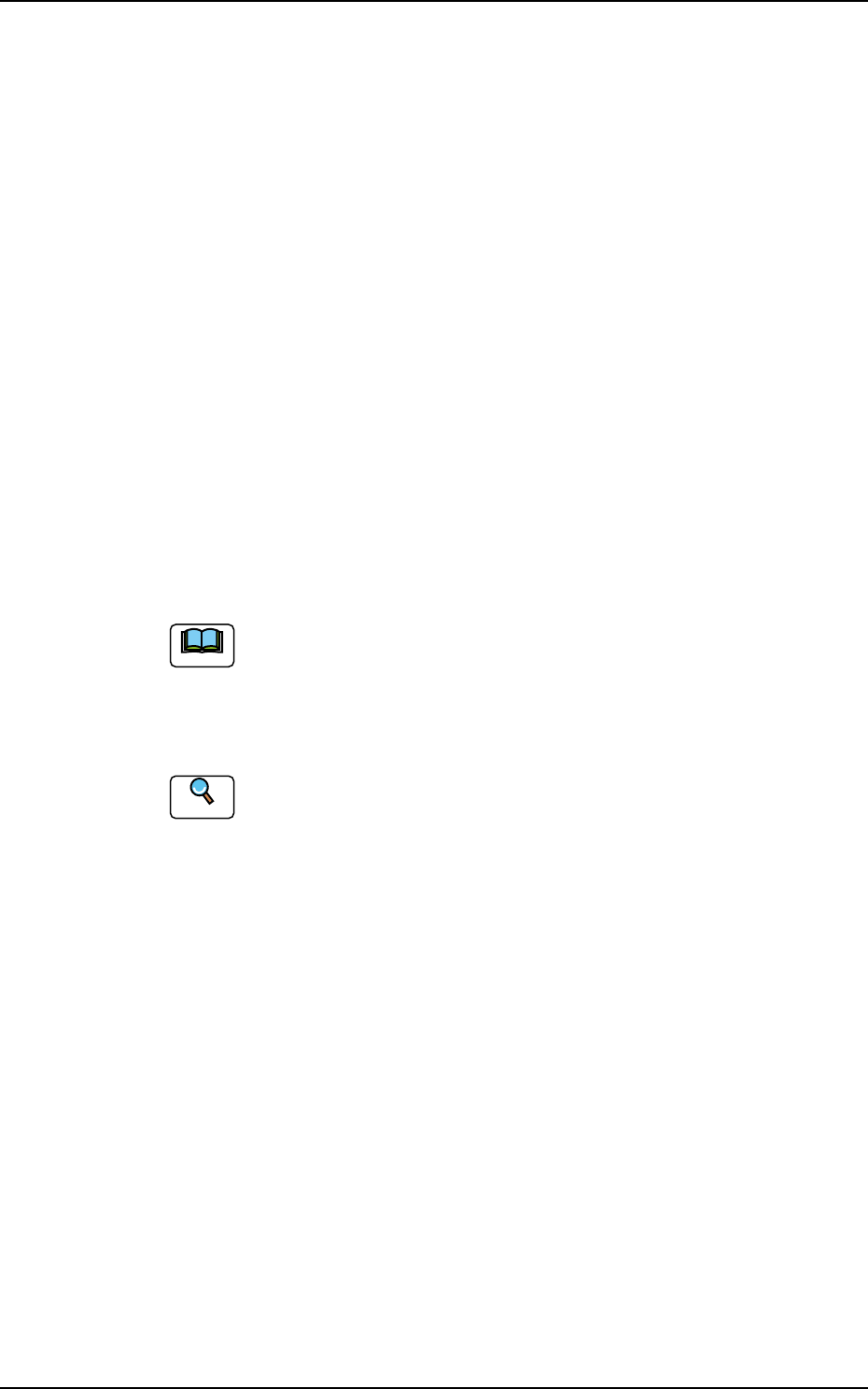
Bauteilablage (Ablagebehälter)
Kommt es bei dem Erkennungsvorgang zu einem Fehler, fährt der
Bestückungskopf zum Ablagebehälter und legt das fehlerhafte Bauteil ab.
Bauteilbehälter
F1A36
DEUKYX
1-43193-1100
4.7 Bauteilbestückung
4.7 Bauteilbestückung
Im LP-Positionierungsbereich verfährt der Bestückkopf anhand der Daten
des Bestückungsprogramms in den Bereich über der xierten Leiterplatte
(Koordinaten für die Platzierung). Dabei werden die von der Bauteilerkennung
ermittelten Korrekturwerte für die X/Y-Position für eine korrekte Positionierung
übernommen.
Der untere Höhenwert des Vakuumaufnehmers wird aus den Daten der
Bauteilbibliothek übernommen.
Das Magnetventil schließt und das aufgenommene Bauteil wird auf die
Leiterplatte platziert.
Der vordere und der hintere Träger führen alternativ die Bauteilplatzierung und
-aufnahme aus, um eine efziente und kontinuierliche Bauteilpositionierung zu
erreichen.
4.8 LP entladen
Die bereits bestückten Leiterplatten werden über den Puffer zur nachgeschalteten
Maschine transportiert.
Hinweis
Wenn die Standardausgabemethode verwendet wird und die LP-
Transportgeschwindigkeit der nachgeschalteten Maschine niedriger ist, stellen
Sie dieselbe Geschwindigkeit für die Bestückungsmaschine ein.
Stellen Sie „Ausgabetransportgeschwindigkeit (Vorgabewert: 300 [mm/s])“
unter „LP-Transfer-Mode“ auf den Wert der nachgeschalteten Maschine ein.
Referenz
Details nden Sie unter „3.2 PCB Transfer Mode“ in „Kapitel 2 (Band 3)“.