DEUKYX-193-1100_G5S2_VOL1.pdf - 第147页
DEUKYX 3-23 193-1100 2.3 Programmwechsel 2.3.2 Auswahl des Betriebsmodus Mit diesem Bildschirm kann das Bestückungsprogramm gewechselt werden. Vor dem Programmwechsel muss die LP-Abstützung neu eingerichtet werden. Refer…
DEUKYX
3-22193-1100
2.3 Programmwechsel
2.3 Programmwechsel
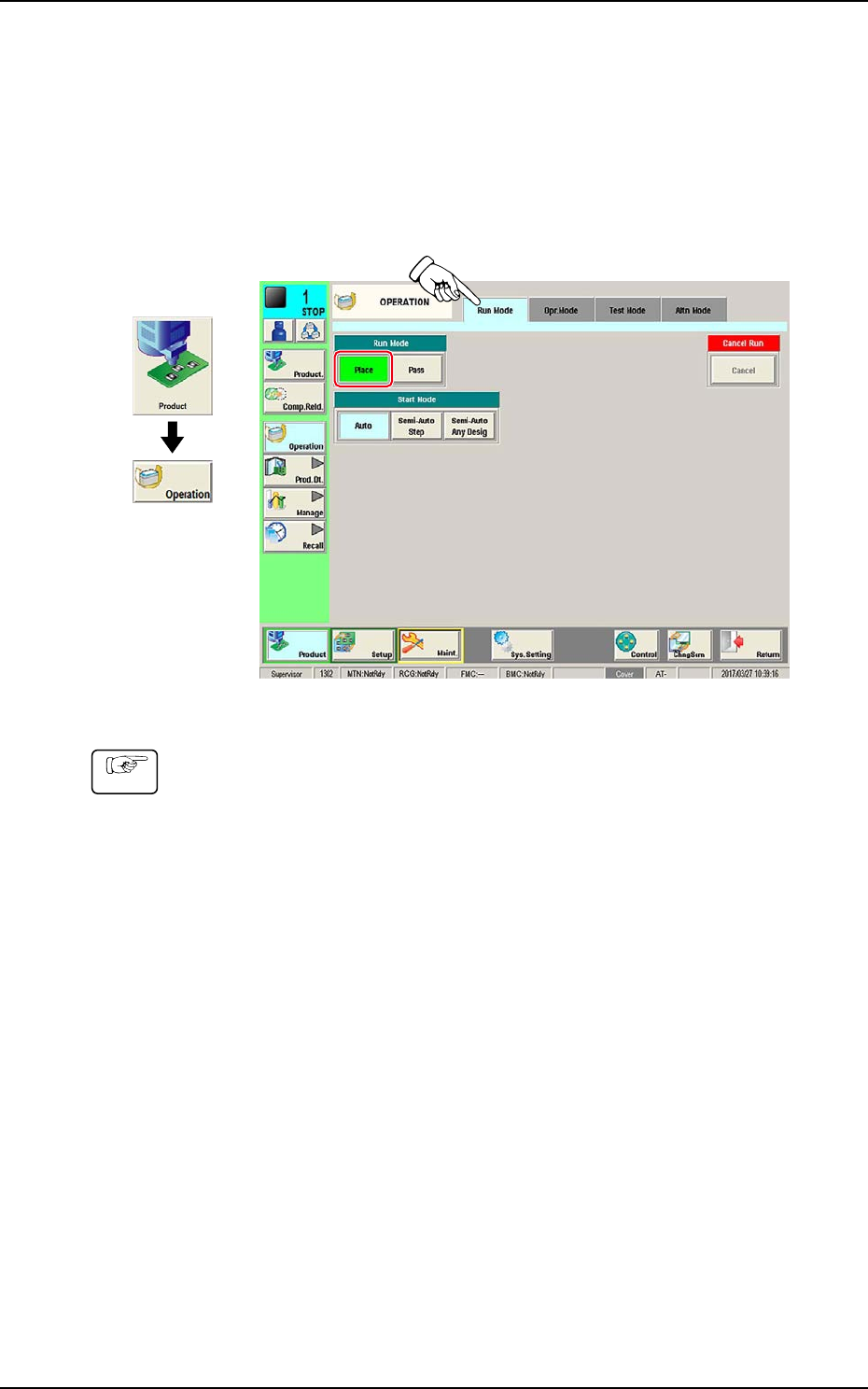
2.3.1 Auswahl des Run-Modus
Stellen Sie den „Run“-Modus in der Bedienoberäche unter der Registerkarte
„Run Mode“ ein.
Normalerweise wählen Sie hier „Place“
Grafischer
Ablauf
F1C19A
Vorgehensweise
(1) Drücken Sie auf der Bedienoberäche den Register-Tab [Run Mode].
(2) Drücken Sie in der Registerkarte „Run Mode“ auf [Place].
DEUKYX
3-23193-1100
2.3 Programmwechsel
2.3.2 Auswahl des Betriebsmodus
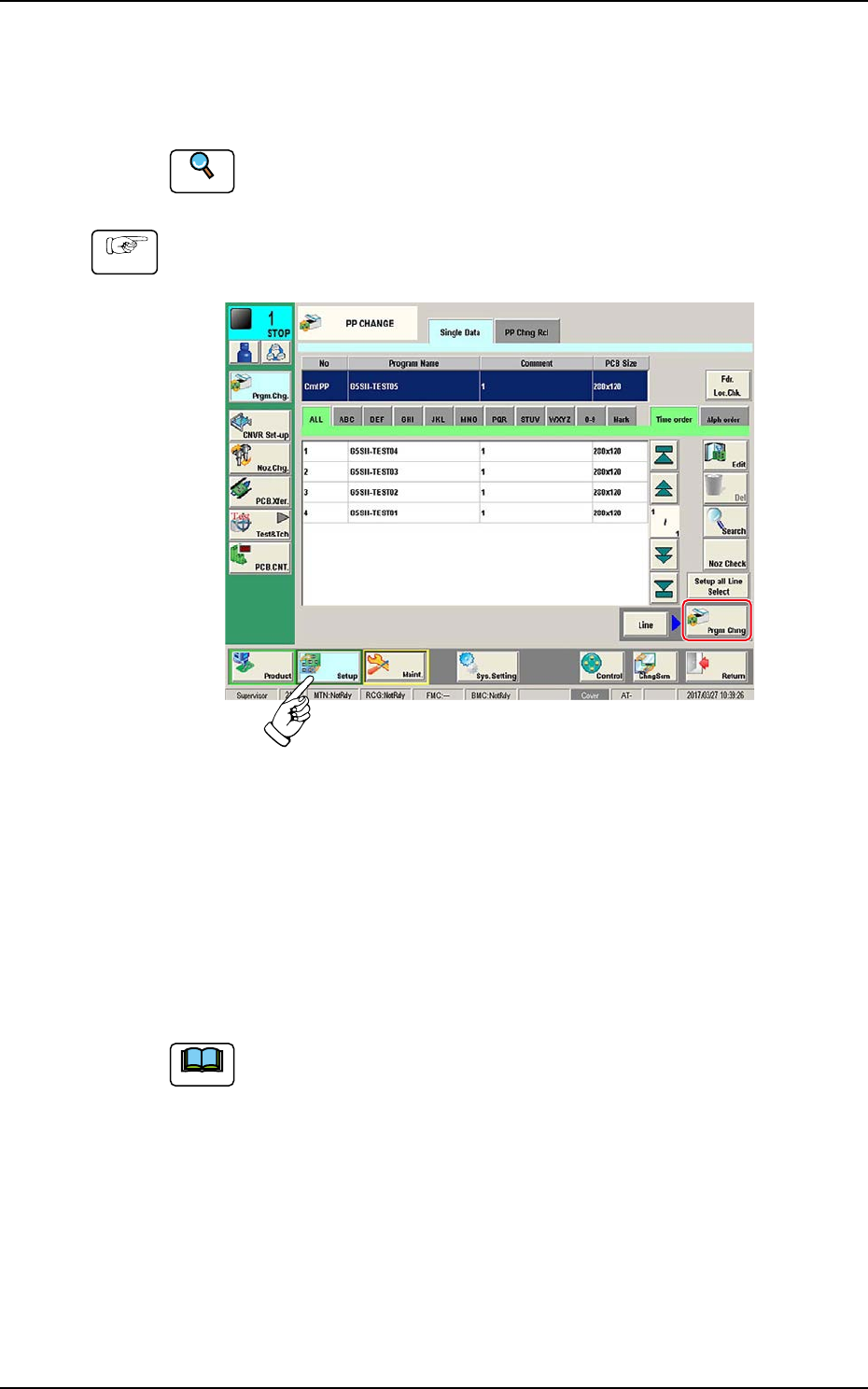
Mit diesem Bildschirm kann das Bestückungsprogramm gewechselt werden.
Vor dem Programmwechsel muss die LP-Abstützung neu eingerichtet werden.
Referenz
In „Kapitel 6 Produktumrüstungsmenü“ in Band 2 nden Sie Details zur
Einrichtung der LP-Abstützung.
Vorgehensweise
(1) Drücken Sie in der allgemeinen Menüleiste auf [Setup].
(Das Bildschirm „PP wechseln“ öffnet sich.)
F1C20A
(2) Wählen Sie den Programmnamen für das aktuelle Produkt (Produktionsmodell).
(Das entsprechende Bestückungprogramm wird ausgewählt und die Zeile
wird blau unterlegt.)
(3) Drücken Sie [Prgm. Chng].
Drücken Sie innerhalb 10 Sekunden auf dem Bedienfeld [START].
(Das aktuelle Bestückungsprogramm wird durch das ausgewählte ersetzt.)
Hinweis
(a) Wird in dem gewählten Bestückungsprogramm ein Fehler gefunden,
werden die Programme nicht gewechselt.
Korrigieren Sie den Fehler und starten Sie den Programmwechsel neu.
(b) Wenn die Transportbreite, Abstützstifte und Aufnehmer geändert werden
müssen, drücken sie [Setup all Line Select] und richten sie alles korrekt ein.
(c) Wenn der Programmwechsel für die gesamte Linie vorgenommen wird,
drücken Sie [Line] und danach [Prgm Chng].
DEUKYX
3-24193-1100
2.3 Programmwechsel
2.3.3 Einrichten von LP-Abstützstiften und Transportbreite
Wenn ddie Transportbreite nicht korrekt eingestellt ist, können die Leiterplatten
nicht transportiert werden.
Hinweis
Vergleichen Sie vor Beginn der Einrichtarbeiten den Status der Leiterplatten
(Größe, Dicke, Vorhandensein von zuvor auf der Rückseite der Leiterplatte
usw. platzierten Komponenten etc.), die mit dem vorhergehenden Programm
bearbeitet wurden mit dr Leiterplatte, die nach dem Programmwechsel bearbeitet
werden soll. Nachdem Sie den Unterschied festgestellt haben, entscheiden Sie,
ob und in wieweit Transportbreite und Abstützstifte angepasst werden müssen.
Referenz
Unter „4. „CNVR Set-up“-Bildschirm“ in Kapitel 6, Band. 2 nden Sie weitere
Informationen.
2.3.4 Vakuum-Aufnehmer vorbereiten
Richten Sie die Aufnehmer nach den Aufnehmerdaten im Bestückungsprogramm
(für Produktionsmodell) in den entsprechenden Köpfen ein.
Hinweis
(a) Wenn vor oder nach dem Programmwechsel die Gesamtanzahl an
Aufnehmern „15“ überschreitet, führen Sie „Nozzle Reset (Aufnehmer
zurücksetzen)“ und danach „“Nozzle Change (Attachment)
(Aufnehmerwechsel)“ aus
(b) Die Originaladressen der Aufnehmerstation (in der sich die Aufnehmer
benden), sind im internen Speicher der Maschine gespeichert. Daher wird
jeder Aufnehmer in die Originaladresse der Station zurückgelegt.
(c) Werden die Abstützstifte automatisch eingerichtet, wählen Sie den
Aufnehmer (PK01).
Hinweis
• Prüfen Sie, ob der Aufnehmer an Ort und Stelle ist.
Bendet sich der Aufnehmer in der korrekten Position (nicht an
der in den Aufnehmerdaten angegebenen Stelle), kann es zu
unerwünschten Störungen kommen.
• Legen Sie keine Gegenstände in den Bereich der
Aufnehmerstation.
Anderenfalls kan es zu Schäden an der Maschine kommen.
HINWEIS
Bringen Sie keine magnetischen Objekte wie
Magneten in die Nähe der Vakuumaufnehmer.
Anderenfalls kann es zu einem Fehler während der
Bauteilaufnahme kommen.